
干法制砂质量控制研究
2023-11-03 06:45刘军伟
江苏建材 2023年5期
刘军伟
(中国葛洲坝集团第一工程有限公司,湖北宜昌 443002)
0 引言
砂石产业作为国家经济建设中的重要一环,具有不可替代的作用,建筑、市政、水利、交通建设等都离不开砂石。 改革开放以来,随着我国公路、铁路等基础建设特别是水电工程建设的快速发展, 混凝土砂石骨料生产技术和规模也得到了迅猛发展。 随着国家对天然砂石的限采和环境治理保护力度越来越大,以低能耗、低排放、低污染为要求的绿色发展理念正逐步推出, 砂石骨料行业作为一个高污染、 高能耗的产业正面临着前所未有的挑战。
砂是构成混凝土骨架体系的重要材料之一,对混凝土的工作性能、力学性能、耐久性能及长期性能起着非常重要的作用。 2017 年以来受环保压力的影响,天然砂石开采逐渐受到限制,采用人工砂代替天然砂已成为一种趋势。 目前市场上机制砂石的质量并不满足混凝土砂石骨料质量标准,主要由以下几点原因造成:一是制度缺失,机制砂的质量管理与控制未引起足够重视, 没有生产控制、出厂检验等环节;二是商混站在选择和采购机制砂时主要考虑的是价格,而不是品质。
未来机制砂石市场的竞争必然是质量的竞争,而机制砂的质量控制又是砂石骨料生产的重点和难点,因此研究机制砂质量控制很有必要。
1 工程概况
周邦砂石加工系统位于广西西林县八达镇周邦村,砂石原料料场位于周邦村猴子山,料场距砂石加工系统公路约5 km。 周邦砂石加工系统向田西高速公路各主体标段供料, 系统生产能力为1 000 t/h; 砂石骨料成品料级配包括31.5~20 mm、20~10 mm、10~4.75 mm、<4.75 mm 四种规格, 且针对<4.75 mm 细物料进行必要的深加工处理, 使其满足人工砂技术指标要求。 砂石骨料供应数量约500 万t,加工系统采用全干法生产工艺。
2 主要研究内容
2.1 研究方向
以成品机制砂为生产目的,在料源、母岩特性条件确定的前提下,采用干法制砂生产工艺,通过选择适宜的生产工艺和加工设备,对产出成品砂质量指标进行调整以保证出料满足国标2 区中砂标准和要求;结合除尘工艺选择风选方式以提高生产效率而降低生产能耗;避免水洗生产中水资源的消耗、生产废水净化的难度以及水洗细砂的流失。
2.2 石屑精加工工艺研究
人工料砂石加工系统生产过程中通过多级破碎产出满足需要的各级配粗骨料, 同时在各破碎环节附带产出粒径<5 mm 的细骨料[1];2018 年以前在天然砂市场供应充足条件下,很多民营加工厂均将<5 mm这部分物料作为弃料处理或用做填筑等物料使用,近些年该部分细物料被用作混凝土生产中细骨料进入市场充当人工砂进入混凝土拌和材料。
但根据对应成品砂规范资料显示, 该部分物料各项质量技术指标均与成品砂参数偏离, 行业内定义为“石屑”;粗加工生产的石屑粒形较差,细度模数偏大。 根据现场取样对该部分“石屑”进行试验数据分析, 曲线如图1 所示, 其级配曲线偏离2 区砂下限,细度模数为3.5,不满足国标2 区中砂的要求。
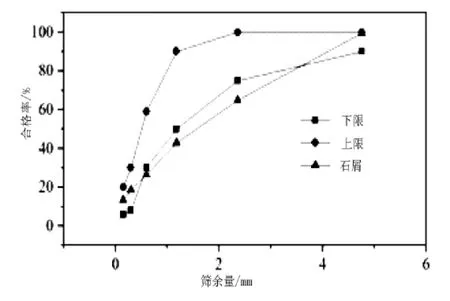
图1 石屑筛余量曲线
为进一步提高人工砂的产量和质量, 降低能耗,提出干法制砂和风选分级的工艺思路[2-4]。 结合车间封闭、除尘的负压原理,利用高速气流对物料进行分散和分离, 粗细颗粒在向前运行过程中,再依惯性下降, 从而可以选择性的分离出>5 mm、2.5~5 mm、<2.5 mm, 细粉从上部直接排除进入石粉仓如图2 所示。
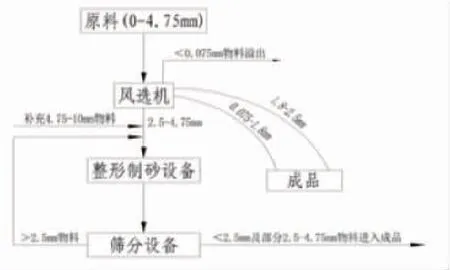
图2 制砂工艺流程
该工艺通过风选分级,0.075 mm 以下颗粒溢出进入石粉仓,0.075~2.5 mm 粒级物料直接进入成品仓,2.5~5 mm 粒级物料进入整形制砂车间破碎,考虑2.5~5 mm 粒级物料颗粒粒径较小,直接破碎冲击效果较差、棒磨能耗及资源消耗过量等,对该部分物料采用如辊磨、研磨、柱碎等方式以实现对该部分的再细碎和整形过程,并抑制粉料的产生、同时尽量降低过流从而控制能耗。 该工艺通过风选的方式分离出0.075~2.5 mm 粒级物料,>2.5 mm 物料又进入立冲整形车间破碎,<0.075 mm 颗粒从顶部溢出,有效解决石屑“中间少,两头多”的问题。
对“石屑”按照上述工艺进行加工,通过理论推算和借助立冲再破碎工艺(条件限制)进行试验,其产出物料中成品砂品质得到了很好的改善,产出物料细度模数为2.8, 各项参数均满足规范规定的2区中砂品质要求,其曲线显示如图3 所示。

图3 成品砂筛余量曲线
2.3 石屑与瓜米石掺配制砂工艺
结合目前该行业现状及市场销售、混凝土配合比中各级配物料比例关系、砂石加工系统生产工艺及设备的破碎特性等综合因素;5~10 mm 的瓜米石使用量相对较小、加工生产过程中产出量虽然较小但产出量仍大于了混凝土配合比中需求量,因此出现了该粒径区间的瓜米石“过剩”现象;为达到成品料产出的平衡,并考虑加工系统破碎和生产因素以及混凝土拌制过程中细骨料需求量相对较高的特点,通常将瓜米石通过制砂系统生产为机制砂。
由于2.5~5 mm 粒级物料颗粒粒径较小,且在提高机制砂产量的条件下,在破碎机破碎腔内动能较小,破碎效果差,因此补充一部分5~10 mm 物料与<5 mm 粒径以下物料进行制砂的效果均优于单纯用碎石制砂的效果、产量及能耗等经济性。
但对5~10 mm 物料的补充量与制砂环节的生产经济性有一定的关联; 补充过多或过少都会影响成品的产量,因此在保证产品质量的前提下,选择合适的掺兑比例是本次研究的重点。
生产现场采用立轴破结合风选的工艺对 “石屑”+“5~10 mm” 掺兑后作为制砂原材料进行了生产性试验; 其试验按照生产能力为200 t/h 为基础开展,通过现场试验测试,石屑(0~5 mm)与瓜米石(5~10 mm)掺配的最优比例为7∶3,其生产工艺的成品砂产出量最高,接近200 t/h;且该状态下成品砂品质满足2 区中砂的标准要求。
生产能力与掺兑比例之间关系如图4 所示。产出成品砂细度模数为2.6, 各项指标均满足2区中砂要求,其石粉含量试验结果平均值为6.6%。
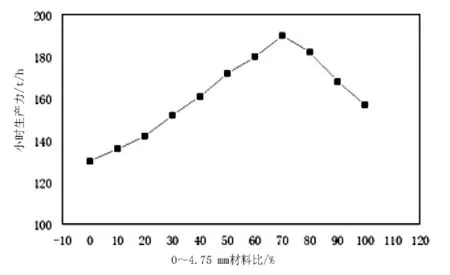
图4 石屑占比与成品产能关系曲线
2.4 机制砂的级配、细度模数与石粉含量的控制
机制砂的级配和针片状含量关系到机制砂混凝土拌和物的工作性能。 传统机制砂2.5~5 mm 及0.075 mm 以下的颗粒较多,其中间颗粒较少,导致颗粒级配不连续,细度模数较大,不满足标准规范中砂的级配要求,配制的混凝土易出现泌水泌浆,漏石严重,保水性、和易性较差。 0.075 mm 以下细颗粉偏多,导致集料比表面积增大,相同胶凝材料用量的情况下混凝土强度较低。因此控制机制砂的级配、细度模数与石粉含量是机制砂质量控制的重点。
在本工艺中, 通过风选的方式分离出0.075~2.5 mm 粒级物料,>2.5 mm 物料以及<0.075 mm 的物料, 通过调整风力大小的方式精准控制砂的石粉含量,同时在筛分车间分离部分>2.5 mm 的物料来调整砂的级配和细度模数, 经调整后的机制砂级配曲线见图5,该物料细度模数为2.9,满足2 区中砂的要求。
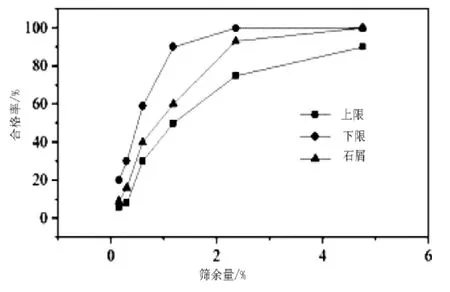
图5 机制砂级配曲线(周邦项目)
2.5 细骨料防离析措施
采用干法制砂工艺后由于成品砂进入堆场时输送胶带机落料点与地面之间高差较大; 直接落料会产生较大的扬尘, 同时在风力和重力的作用下,进入堆场成品砂均呈现顺出料皮带机方向大粒径物料占比大,而逆出料方向小粒径物料占比大,且在料堆表面形成明显的离析分布。
为防止干物料在下落的过程中发生离析以及产生扬尘,在末端设置湿拌器,使物料达到饱和面干的状态,保证物料成分均匀。
3 结论
(1)对照水洗工艺,其细砂流失量约占成品砂总量的10%,反推资源利用率约为95%;如采用干法风选制砂工艺,在加工系统中仅需考虑产出石粉的损耗,资源利用率不低于97%;相对减小资源损耗率2%。 采用干法制砂不仅节约了水资源,还节约了矿产资源。
(2)通过用风选分级替代洗选分级,通过风力大小控制成品砂细度模数、石粉含量节约能耗,有效解决石屑“中间少,两头多”的问题,将石屑高效益地制备成优质机制砂,为机制砂生产提供了新思路。
猜你喜欢
选煤技术(2021年3期)2021-10-13
科学与财富(2021年11期)2021-07-04
选煤技术(2021年6期)2021-04-19
设备管理与维修(2020年13期)2020-07-19
广东建材(2019年11期)2019-12-21
现代营销(创富信息版)(2018年5期)2018-07-12
现代营销(创富信息版)(2018年6期)2018-02-23
大众投资指南(2017年11期)2017-12-15
大众投资指南(2017年11期)2017-12-15
中国建材科技(2017年2期)2017-09-03
