桥式抓斗卸船机钢丝绳散股现象原因分析与整改对策
2023-11-02 10:40:58王东升邬明立刘玉龙
港口装卸 2023年5期
陈 串 王东升 邬明立 刘玉龙
1 舟山鼠浪湖码头有限公司 2 宁波舟山港北仑矿石码头分公司
1 引言
为保证钢丝绳的安全使用,国家质监局和国家标准化管委会联合发布的GB8918、GB/T20118、GB/T3811等规范,对钢丝绳的理化性能做出规定。某桥式抓斗卸船机的起升开闭主钢丝绳直径为53 mm,卷筒及滑轮直径为1 700 mm。该卸船机钢丝绳一直存在轻微散股问题,更换钢丝绳品牌后,卸船机起升开闭主钢丝绳散股现象出现的更加频繁,其中海陆侧开闭钢丝绳及抓斗钢丝绳梨形索节根部散股尤为严重。梨形索节根部散股会造成绳股疲劳断丝,导致索节根部钢丝绳断股甚至断绳,对港口的安全生产带来隐患。
针对钢丝绳散股问题,从钢丝绳缠绕系统设计、钢丝绳制造质量、安装方式、使用环境等方面进行原因分析,并提出整改措施。
2 钢丝绳散股原因分析
2.1 钢丝绳缠绕系统设计分析
机械差动补偿牵引小车式抓斗卸船机的起升开闭钢丝绳从卷筒开始,经过过渡滑轮和起升开闭滑轮,与抓斗钢丝绳用梨形绳套索节相连,钢丝绳绕绳系统见图1。
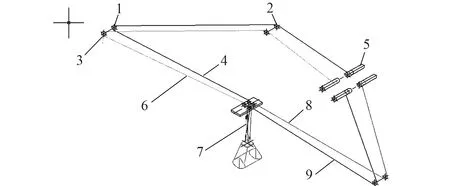
1.支持滑轮∅1 800 2.过渡滑轮∅1 700 3.开闭滑轮∅1 8004.海侧支持钢丝绳∅53 5.卷筒∅1 680 6.海侧开闭钢丝绳∅53 7.抓斗海侧开闭钢丝绳∅53 8.陆侧支持钢丝绳∅53 9.陆侧开闭钢丝绳∅53图1 桥式抓斗卸船机起升开闭绕绳系统
这种绕绳方式下,钢丝绳进出卷筒会导致股间松散。以陆侧开闭钢丝绳为例,对钢丝绳缠绕系统进行分析。陆侧开闭钢丝绳本身通过左交右捻内外层反捻的方式使整根钢丝绳的扭转应力接近于零。该钢丝绳在进入左旋卷筒时,绳槽向左排布的卷筒将扭紧力带入左交右捻钢丝绳,使之受到轻微扭转,钢丝绳股间更紧。当右旋钢丝绳出卷筒槽时,绳股之间受到反向的松散力,使钢丝绳股间出现松散现象。如果使用制作过程中没有经过预拉伸的钢丝绳,钢丝绳本身存在弹性恢复力,受拉后此松散力大幅增加。上述2股松散力叠加破坏钢丝绳的扭转应力平衡,多个工作循环后,钢丝绳松散力将会持续增加,并通过滑轮系统,在钢丝绳梨形绳套索节根部集中,造成根部散股。同时,在卸船机的每一个作业循环中,当抓斗开斗放料时,钢丝绳的负载发生突变,导致钢丝绳内部的应力甚至结构发生变化,致使钢丝绳散股加剧。
进一步分析可知,钢丝绳卷筒的出绳点是沿着轴向移动的,且滑轮系统中各滑轮的中心线不在同一直线上,导致钢丝绳运动中进出卷筒和滑轮时有一定偏角。当钢丝绳进出卷筒绳槽和滑轮绳槽时,首先与绳槽的侧面接触,然后向下一直滑动到绳槽底部。在这个过程中产生的摩擦力使钢丝绳发生自转,滑轮槽口越小,钢丝绳接触滑轮的点越远离绳槽底部,其偏转角越大,钢丝绳扭转的角度也越大。
根据受力分析可知(见图2),与滑轮接触的股1、股2在钢丝绳进出滑轮过程中会对钢丝绳产生切向力,从而使钢丝绳内部产生附加扭转力矩。钢丝绳的偏磨角度越大,其与滑轮接触的点就越高,滑到槽底时绕自身扭转的角度也越大。另一方面,钢丝绳在滑轮里弯曲时,外股钢丝由于伸长多会向内弧挤压,造成侧股3、股4松散。上述2个因素导致钢丝绳的松散扭矩增加,且附加在钢丝绳上的扭矩会经过多个滑轮叠加,最终集中到梨形绳套根部,导致梨形绳套索节根部散股。
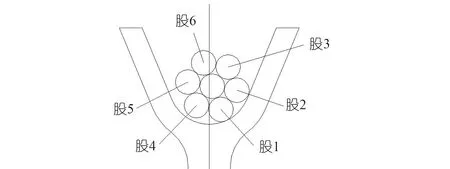
图2 钢丝绳偏磨示意图
2.2 钢丝绳特性分析
该桥式抓斗卸船机的起升开闭钢丝绳及抓斗钢丝绳型号为6×SW36+IWRC-53-1770,钢丝绳绳股数为6,类型为西瓦式,具备抗疲劳性强、金属断面大、耐磨性好等优点。该型号钢丝绳的结构及绳股几何结构见图3。该钢丝绳为二次捻制钢丝绳,在制作时先由钢丝绕中心钢丝螺旋捻制成绳股,再由绳股以绳芯为中心螺旋捻制成绳。在捻制过程中,钢丝及绳股在产生弯曲变形的同时也会产生残余应力,该应力导致钢丝绳出现散股现象,同时破坏钢丝绳的结构,影响钢丝绳的性能。
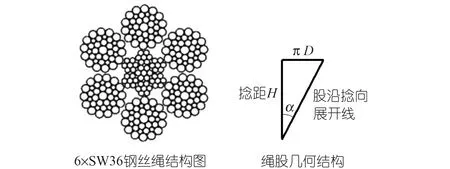
图3 钢丝绳结构及绳股几何结构图
捻距H越大,捻角α越小,钢丝绳绳股在捻制过程中扭转变形程度越小,弹性恢复力越大,钢丝绳合股后在使用过程中就容易发生散股现象。目前GB 8918、GB/T 20118等规范中未对钢丝绳的捻距做相应规定,仅要求钢丝绳应捻制均匀、紧密、不松散。参考王桂兰等进行的《基于微分几何学的钢丝绳结构CAD》研究,6股交互捻钢丝绳在捻距倍数(H/D)为6时,拥有较好的接触状态及应力应变分布[1]。经过计算,新更换的钢丝绳平均捻距倍数达到6.45,局部位置捻距倍数达到6.98。新钢丝绳存在捻距不均,捻距值偏大,绳股弹性恢复力大等问题,是导致换后钢丝绳散股现象增加、散股时间间隔缩短的原因之一。
2.3 滑轮磨损分析
钢丝绳滑轮磨损导致钢丝绳股间受力不均,钢丝绳弯曲状态下内弧股会被挤压导致散股。根据机械设计手册,滑轮绳槽的直径一般为钢丝绳直径的1.06~1.08倍。经现场跟踪测量,该桥式抓斗卸船机上前后大梁头部滑轮、主小车滑轮等轮槽普遍磨损严重,绳槽由出厂时的∅58 mm磨损到∅53 mm。正常情况下钢丝绳绳股中有3股与滑轮槽接触,钢丝绳弯曲状态下通过绳芯将挤压力传递到另外3股,整根钢丝绳受力平均,不会发生挤压散股现象(见图4)。
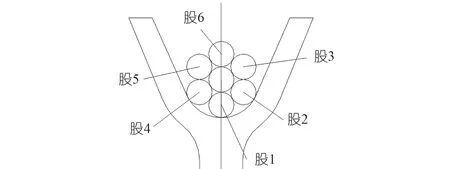
图4 钢丝绳与正常滑轮接触
新钢丝绳在制作过程中,为保证钢丝绳的最小破断拉力,钢丝绳直径要求为正偏差。GB8918中也有相关规定,钢丝绳公称直径应满足5%偏差。公称直径53 mm的钢丝绳实际测量直径在在54~56 mm之间。滑轮轮槽磨损后,当换上新钢丝绳时,钢丝绳与滑轮轮槽不匹配,钢丝绳中只有2股与轮槽接触(见图5)。外侧股在弯曲过程中会对股1造成挤压,导致股1松散,从而导致钢丝绳结构不稳,长时间积累造成整体散股。
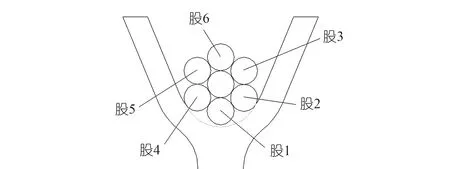
图5 钢丝绳与磨损轮槽接触
2.4 钢丝绳安装过程中应力未完全释放
新采购的钢丝绳在出厂和运输时一般储存在绳筒工装中,缠绕前钢丝绳在制作过程中产生的旋转内力没有得到充分释放。卸船机钢丝绳在更换时,直接由机上旧钢丝绳牵引新钢丝绳进入起升开闭系统中,钢丝绳的扭转应力得不到完全释放。另一方面,钢丝绳在进出卷筒及卸船机作业过程中,扭转应力累加,开闭钢丝绳与抓斗开闭钢丝绳带载情况下,扭转应力在梨形索节根部应力集中,从而导致索节根部绳散股。
3 整改对策
通过分析卸船机钢丝绳散股原因发现,一部分是由卸船机起升开闭系统中存在的无法避免的固有缺陷;另一部分是由于钢丝绳制作和使用过程中存在问题导致。根据不同钢丝绳散股问题的分析结果提出以下整改措施。
(1)与钢丝绳制造企业进行技术交流,明确钢丝绳捻距倍数不超过6.2,保证钢丝绳合股过程中捻距的均匀性,使钢丝绳拥有较好的绳股接触状态及应力应变分布,提高钢丝绳质量。同时,在捻制前对钢丝及绳股进行预变形处理,使钢丝的塑性变形曲率半径与螺旋线曲率半径保持一致,减少捻制合绳成形的残余应力。钢丝绳在被捻制后再采用后变形器,进一步消除残余应力。
(2)制定卸船机滑轮管理规范,加大滑轮绳槽测量频次,对磨损量较大的滑轮进行更换处理,尽量避免钢丝绳与绳槽不匹配造成的挤压松散现象。其次,在更换新滑轮时,适当增加绳槽的开槽角度。当钢丝绳与较大槽角的滑轮接触时,接触点降低,更靠近绳槽底部,钢丝绳扭转的角度也将比小槽角滑轮的小,有利于减少钢丝绳的扭转力矩。
(3)钢丝绳在从滑轮绳槽侧边滚动到底部过程中,同时存在滑动摩擦与滚动摩擦,其扭转力矩的大小与钢丝绳和绳槽之间的摩擦系数有关。通过定期在钢丝绳上涂抹润滑油,并在滑轮槽上适当涂抹润滑脂,减小钢丝绳与绳槽之间的摩擦系数,从而减少因摩擦而产生的扭转力矩。另一方面,良好的钢丝绳润滑也能减少股与股之间的接触应力,进而减少钢丝绳的扭转应力。
(4)受限于钢丝绳的制作及运输,钢丝绳的初始扭转应力是不可避免的。但在钢丝绳安装使用过程中,可以通过以下手段减少钢丝绳的扭转应力。一是钢丝绳更换完成后,将绳筒中的钢丝绳平铺在码头面,消除钢丝绳扭转应力;二是在钢丝绳被牵引到起升开闭系统后,保持绳端悬空不受力一段时间,让钢丝绳安装过程中产生的扭转力矩在绳端释放;三是钢丝绳在经过一段时间的循环作业后,手动打开连接起升开闭钢丝绳和抓斗的梨形绳套索节,保持绳端悬空,释放作业过程中积累的扭转应力。
(5)钢丝绳散股现象主要发生在梨形绳套索节根部。由于索节根部钢丝绳在循环作业过程中反复通过主小车滑轮产生弯折,绳散股后更容易发生疲劳断丝,因此绳根部散股比中部散股危险性更大。为保证根部钢丝绳有较大的抗扭能力,对梨形绳套浇筑工艺进行优化,对钢丝绳的绑扎铅丝进行调整。在保证钢丝绳散丝和折弯的长度的前提下,将绑扎的铅丝多拉进梨形绳套根部20 mm,在梨形绳套浇铸合金过程中使根部钢丝绳更好的结合成一个整体,提高钢丝绳的抗扭能力,保证索节根部钢丝绳不散股(见图6)。
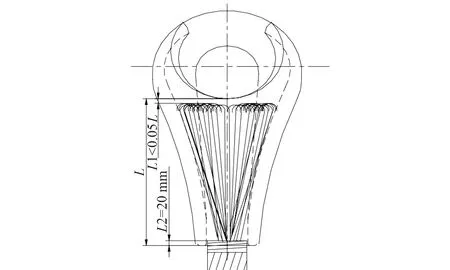
图6 绑扎铅丝与梨形绳套位置示意图
(6)采用扭力释放器来释放索节根部应力。钢丝绳更换完毕后,在钢丝绳尾部安装扭力释放器。释放钢丝绳扭力时,抓斗闭斗,起升到上停止位置。
然后,卸船机的主小车及起升机构做往复动作,使新换的钢丝绳在卷筒及滑轮系统中充分运动。运动中产生的扭转力矩向梨形索节根部集中,再通过C型环传递到扭力释放器,带动扭力释放器旋转,消除钢丝绳运动过程中产生的扭转力矩。在动态消除应力后取下扭矩释放器。
4 结语
目前的国标中对各种结构钢丝绳的公称直径、质量、公称抗拉强度等理化性能有明确的量化指标,但对捻距及捻距倍数无明确规定,仅模糊要求钢丝绳应捻制均匀、紧密、不松散,且在行业中也没有明确的标准,不同厂家的钢丝绳捻距有一定差异,这对钢丝绳的安全使用有较大影响。
通过整改后,桥式抓斗卸船机起升开闭及抓斗钢丝绳的散股频次明显降低,梨形绳套根部散股现象明显减少,可大幅度降低因散股而更换钢丝绳的维护成本,提高设备运行的安全性和稳定性。
猜你喜欢
儿童故事画报·智力大王(2024年12期)2024-12-31 00:00:00
课堂内外·创新作文小学版(2024年2期)2024-04-12 00:00:00
成都医学院学报(2021年6期)2021-03-26 07:43:40
重型机械(2020年2期)2020-07-24 08:16:20
中国学校体育(2019年1期)2019-06-11 06:46:17
中国学校体育(高等教育)(2019年1期)2019-03-29 08:26:44
长江大学学报(自科版)(2016年15期)2016-03-23 23:47:38
奥秘(2016年3期)2016-03-23 21:59:52
广东第二课堂·小学(2015年11期)2015-11-30 21:57:32
机电产品开发与创新(2014年4期)2014-03-11 16:42:18