干式TRT透平机叶片失效机理研究
2023-10-25 13:33:32万真武
冶金动力 2023年5期
万真武,张 帆,马 伟
(宝钢湛江钢铁有限公司,广东湛江 524000)
引言
高炉TRT 是高炉煤气能量回收透平装置的简称,利用高炉炉顶出口煤气的热能与压力驱动TRT透平机转子带动发电机。湛江钢铁1 号、2 号2 座高炉分别配置1 台(套)干式TRT 发电机组,装机容量为33 MW[1]。
TRT 透平机采用二级双支撑结构,透平机结构组成示意图见图1,透平机进出口为长方形,均设置在机壳下部,采用径向进气与排气。透平机主要由机壳、转子、动叶、静叶、静叶承缸、调节缸及盘车装置等部件组成。支撑轴承采用四叶滑动轴承,推力轴承为金斯贝雷式轴承,均为强制供油润滑。透平机采用静叶可调方式,根据高炉炉顶压力调节静叶开度,当压力超出静叶开度调节范围时,旁通减压阀组动作。

图1 透平机结构组成示意图
1 透平机叶片失效形式
根据干式TRT 透平机实际使用情况,叶片失效主要有磨损、腐蚀和积灰三种形式。由于干法除尘高炉煤气存在酸性物质,叶片腐蚀问题较为突出。湛江钢铁TRT 透平机叶片失效形式主要为磨损与腐蚀,因此本文只针对叶片的磨损与腐蚀问题展开研究。
1.1 叶片磨损
透平机工作介质中的粉尘粒状杂质在气流影响下,会对叶片造成严重磨损。湛江钢铁高炉煤气经重力除尘与高温布袋除尘后,煤气中仍然含有粉尘颗粒。特别是在干法除尘布袋破损时,煤气中的粉尘含量严重超标。对湛江钢铁5 050 m3高炉干法除尘后煤气进行粉尘含量统计,布袋出口粉尘浓度偶有超出5 mg/m3的情况。另外由于高炉煤气中含有酸性物质,对透平机的承缸与机壳本体造成腐蚀,如防腐措施不到位,承缸与机壳的腐蚀脱落物也会对叶片造成磨损。
1.2 叶片腐蚀
叶片腐蚀是干法TRT 中常见的失效形式,从叶片失效的形貌可看出,引起TRT 叶片腐蚀的原因有如下几点:
(1)酸腐蚀。从现场对高炉煤气成分检测结果可以看出,煤气中有一定量的酸性气体成分存在。当这些酸性气体遇到煤气中的冷凝水形成弱酸后,随即发生电离产生H+,因H+的活泼性要强于铁元素,会发生(1)式反应,造成TRT 透平机叶片的局部腐蚀。
(2)电化学腐蚀。由于煤气中有少量胺盐存在,其能和反应生成的铁离子发生络合反应,促使反应向正方向进行,加剧了腐蚀。另外叶片由于金属本身存在着电化学不均匀性,主体金属会受破坏,发生电化学腐蚀。
(3)点腐蚀。点蚀又称为孔蚀,是一种集中于金属表面直径小而深度深的腐蚀形态。蚀孔的最大深度和金属平均腐蚀深度的比值,称为点蚀系数。点蚀系数愈大表示点蚀程度愈严重。蚀孔内主要发生的阳极溶解反应见式(2),若介质呈中性或弱碱性时,蚀孔外钝化金属表面主要发生氧化极化反应见式(3)。
2 叶片失效的因素研究
2.1 透平机气动性能对叶片的影响
透平机的作用是将高炉煤气中的热焓转换成动能,再把动能转换成输入轴上的功。高炉煤气在TRT透平机进风圈中降温、降压、增速及调整气流方向后,为进入动叶叶栅通道做功准备。煤气气流通过一级静叶片后气流在动叶内流动,气流推动动叶做功。高炉煤气压力、温度与绝对速度降低,相对速度提高。
当透平机的气动特性发生变化,特别是在严重偏离设计工况下,整个流场的气流将产生分离与涡旋,气流场被破坏,机组的效率大幅度降低。由于气流出现分离与涡旋,会对叶片出气侧造成严重磨损。
2.1.1 叶型损失计算
湛江钢铁TRT 在气动设计时按照理想状态、无粘流动考虑,实际工作中气流的气动损失是不可避免的。根据出口角及进口角的叶型损失计算公式[2],TRT 透平机叶型损失与叶片的进出口角度、叶型的厚度及叶片弦长有关。如果透平机部件出现变化和偏离设计工况,将会引起叶型损失增大,导致TRT出力不足,引起设备效率下降。
2.1.2 透平机气动性能
为分析透平机气动特性,根据透平机的运行参数,分析其运行状态变化引起能量损失及效率变化。通过分析对比,湛江钢铁1#TRT 透平机投用初期与近期功率、效率的差异,推断透平机气动特性。对高炉TRT 的发电效率进行计算[3],分析其气动性能。
通过对比表1和表2,透平机的气动性能平均值已经下降。气动性能变化造成叶栅偏离设计工况后,叶片冲角变化较大,一方面大量的气流直接冲击叶栅背弧面,形成涡流损失,造成叶片吸力面梯度较少,做功能力下降;另一方面大量的气流在叶片背弧面长期冲击,也是背弧面侧严重磨损的主要原因。从透平机多次检修的情况来看,透平机二级叶片背弧面严重磨损,也反应出气动性能的变化。

表1 2015年运行参数及效率

表2 2020年运行参数及效率
2.2 酸性物质对叶片的影响
湛江钢铁1、2 号高炉煤气冷凝水pH 值在2.0~7.0 之间波动,且pH 值长时间低于3,煤气成分检测显示煤气中含有SO2、SO3、H2S、HCl等酸性成分。高炉煤气在透平机进、出口之间形成较大的温度差,高炉煤气流经透平机后温度下降约三分之二,从而导致煤气在二级动叶处结露。实际生产表明,二级叶片腐蚀比一级严重。煤气中的酸性物质析出对金属部件有强烈的腐蚀作用,造成TRT 装置及管道损坏,无法达到预期寿命[4]。
从图2 可以看出,当溶液的pH≤4 时,不锈钢的腐蚀速率呈直线上升。从图3 可以看出,pH 为1~2时,碳钢腐蚀速率>0.64 mm/a;pH≥6 时,碳钢腐蚀速率<0.23 mm/a。TRT 叶片与出口管道均采用不锈钢材质,高炉煤气管道采用碳钢,在较低pH 值冷凝水影响下严重腐蚀。

图2 pH值对不锈钢腐蚀速率的影响
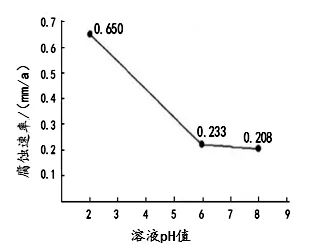
图3 pH值对碳钢腐蚀速率的影响(50 ℃)
2.3 介质中杂质对叶片的影响
湛江钢铁TRT 透平机转速为3 000 r/min,动叶片的线速度较高,介质中存在杂质,对叶片磨损加剧,同时煤气中的机械水含量也会对叶片造成冲蚀。TRT透平机叶片长时间运行,一、二级动叶片顶部容易出现磨损缺角现象,进气边根部出现冲刷磨损,排气边磨损减薄;静叶排气边顶部冲蚀缺角,出气边也会出现磨损减薄。特别是透平机偏离设计工况时,介质中的杂质对叶片的磨损加剧。
3 延长叶片使用寿命研究
根据湛江钢铁TRT 使用情况,影响TRT 运行稳定的主要问题是转子动叶片涂层大面积脱落,叶片出现局部腐蚀磨损,造成转子组动不平衡,导致机组振动故障。采用干式除尘后的煤气温度较高,腐蚀的成分也相对较高,透平机部件侵蚀程度在加剧,对设备本身抗腐蚀、抗冲刷要求相应提高。从目前机组运行的情况来看,透平机流道内部组件的腐蚀严重,制约设备的长周期运行。要提高TRT 机组运行稳定性,必须解决透平机叶片失效的问题。
3.1 运行工况优化研究
运行工况优化主要包括对透平机内部气动性能优化与降低高炉煤气中的杂质含量。
(1)气动性能优化方面,及时对TRT 出口扩压器进行维护,解决出口煤气紊乱问题,以降低出口段气流的回流、冲击。维持炉顶压力的稳定,尽量将TRT 出口压力提高至13 kPa 以上,降低透平机的背压,提高气道通畅度。
(2)降低高炉煤气中的杂质含量方面,加强对干法除尘布袋的管控,将TRT 透平机入口粉尘含量控制在5 mg/m3以内,避免煤气中杂质损坏叶片涂层。对TRT 透平机入口加药量与炉顶温度控制进行优化,减少机械水进入机组内部,降低其对机组内部组件的腐蚀及叶片冲刷。
3.2 动叶片防腐研究
针对TRT 透平机动叶片腐蚀问题,国内大部分钢铁厂对动叶片表面进行防腐处理,常用的表面处理工艺有热喷涂、真空钎涂、PVD、电镀以及激光表面合金化等。湛江钢铁TRT 透平机在设计时,综合考虑各种表面工艺的优缺点,动叶片采用热喷涂工艺。
喷涂材料选用金属陶瓷,涂层由底层与表面层组成。底层为耐磨耐腐材料,厚度为0.08~0.10 mm,涂层的整体厚度0.25~0.30 mm;表面层为氧化物金属陶瓷涂层,含有微量元素,用以改善表面层的附着韧性,厚度为0.15~0.20 mm。在进行叶片热喷涂前,必须严格进行表面预处理,包括对叶片表面进行除油、清洁喷砂及活化处理。喷涂时必须严格按照喷涂工艺要求,根据夏光明等人的研究成果[5],按照表3 中喷涂工艺参数实施,喷涂质量较好。喷涂完成后,须对叶片涂层表面进行封孔处理,降低涂层孔隙率,使涂层性能达表4中的指标要求。

表3 等离子喷涂TRT叶片工艺参数

表4 涂层性能参数要求
3.3 静止部件防腐研究
静止部件的防腐主要包括机壳、静叶承缸及静叶片。如果静叶顶部与承缸出现腐蚀,将会造成内部气流不畅,降低机组的运行效率,同时气道内的腐蚀脱落物将对叶片造成冲击。通过对不同的防腐涂料进行试验,主要对不同涂料进行冲蚀加盐雾试验,对3 种涂料进行试验,结果如表5 所示,试验结果显示乐泰耐蚀胶具有较好的耐腐蚀及耐冲刷的能力。湛江钢铁机壳、承缸与静叶片防腐材料采用乐泰耐蚀胶,使用效果表明,乐泰耐蚀胶使用效果较好,最长运行18个月后涂层基本保持完好。但是对承缸进行离线修复时,防腐处理前必须对其表面进行降低粗糙度处理,提高涂层的结合强度。

表5 试验结果 g
4 结语
主要针对干式TRT透平机出现的叶片失效问题展开研究,分别研究了透平机气动性能、高炉煤气中酸性物质及杂质对叶片使用寿命的影响,并针对造成叶片失效的因素提出相应的解决措施,为国内类似机组出现叶片失效问题提供参考。[6]
猜你喜欢
湛江文学(2023年8期)2023-09-27 07:40:12
湛江文学(2023年5期)2023-05-30 03:18:42
环球时报(2023-02-09)2023-02-09 17:16:43
黄河之声(2022年12期)2022-09-27 14:48:00
山东冶金(2022年4期)2022-09-14 08:59:30
冶金动力(2020年11期)2020-12-07 00:29:00
中国氯碱(2018年7期)2018-08-29 09:42:14
中国氯碱(2018年6期)2018-07-27 02:50:28
湛江文学(2015年5期)2015-12-18 14:30:12
小学生作文选刊·低年级版(2014年8期)2014-08-19 00:51:31