
TiO2对自保护药芯焊丝熔敷金属组织与性能的影响
2023-10-25 07:46:48利成宁楼嗣耀邸新杰闫强军胡文彬
天津大学学报(自然科学与工程技术版) 2023年11期
利成宁,楼嗣耀,邸新杰,闫强军, 3,胡文彬
TiO2对自保护药芯焊丝熔敷金属组织与性能的影响
利成宁1, 2,楼嗣耀1,邸新杰1, 2,闫强军1, 3,胡文彬1
(1. 天津大学材料科学与工程学院,天津 300350;2. 天津市现代连接技术重点实验室,天津 300350;3. 南京钢铁股份有限公司,南京 210035)
针对自保护药芯焊丝焊接熔渣中TiO2和Al、Mg的冶金反应引起熔敷金属成分变化的问题,本文以CaF2-Al-Mg为基础渣系,制备了不含TiO2和在药粉中分别添加5%、10%和20% TiO2的4种自保护药芯焊丝,并以熔化极自保护焊接方式堆焊了相应的熔敷金属,通过落锤冲击试验、直读光谱仪、光学显微镜、SEM、拉伸试验和冲击试验,研究了TiO2对脱渣率以及熔敷金属成分、组织、夹杂物和力学性能的影响规律.试验结果表明,TiO2能有效改善脱渣性,并会与Al、Mg发生冶金反应:2Al+Mg+2TiO2→2Ti+MgAl2O4,还原出来的Ti经过渣-金属界面进入熔敷金属,导致熔敷金属中的Ti含量明显升高,C、Si、N含量降低;无TiO2焊丝的熔敷金属组织主要为针状铁素体,夹杂物主要为直径<1μm的圆形MgO·Al2O3,此时的屈服强度为411MPa,0℃冲击功为86J,冲击断口放射区的微观形貌由韧窝和河流花样构成,属于混合断裂;添加5%的TiO2后,熔敷金属中形成大量细小准多边形铁素体组织,并出现了多边形TiN夹杂物,屈服强度提高到489MPa,韧性稍许下降;当TiO2添加达到10%后,由于熔敷金属中过高Ti含量的影响,组织转变为粒状贝氏体,TiN夹杂物增多并发生粗化,此时屈服强度增高至615MPa,但韧性急剧恶化,冲击断口放射区完全为河流花样,属于脆性断裂;更高的TiO2含量(20%)对应的熔敷金属,组织仍为粒状贝氏体,因形成大量的晶界Ti4C2S2,强度及韧性均降低.
自保护药芯焊丝;二氧化钛;显微组织;力学性能;夹杂物
随着焊接自动化的普及,常用焊材中焊条的比例逐渐下降,药芯焊丝的比例逐年增长[1-2].自保护药芯焊丝凭借其便利性和高效率,被用于低合金结构钢、超高强钢、耐磨堆焊等领域的焊接[3-6].自保护药芯焊丝在药粉中添加适量的造渣剂、造气剂、脱氧剂、脱氮剂、稳弧剂和合金元素,可以在无外加保护气的条件下形成合格的焊接接头.自保护药芯焊丝中的一部分药粉在焊接过程中受热熔化形成熔渣,起到保护熔敷金属的作用.高温下液态的熔渣和熔池金属之间存在物质交换反应,从而去除金属中的有害元素,并过渡有益元素.
金红石是酸性气保护药芯焊丝和焊条中常用的造渣成分,主要成分为TiO2,能够增加电弧稳定性,改良熔渣脱渣性[7-8].在自保护药芯焊丝的药粉中添加TiO2时,作为脱氧剂、脱氮剂的Al、Mg对氧的亲和力比Ti更强,因此液态熔渣中会发生熔渣冶金反应:2Al+Mg+2TiO2→2Ti+MgAl2O4.熔渣中的少部分TiO2被还原成Ti,并沿着浓度梯度过渡到熔池金属中,Ti含量的提高有利于减少氮气孔敏感性,同时会引起组织转变和夹杂物析出,导致熔敷金属强韧性的变化[9-11].然而,目前仍缺乏关于自保护药芯焊丝的熔渣冶金反应引起熔覆金属元素含量变化的研究报道.本研究在CaF2-Al-Mg渣系、C-Mn-Si合金系的基础上,研究了TiO2的添加量对熔渣的脱渣率及熔敷金属中元素含量、组织、夹杂物和力学性能的影响,为CaF2-TiO2-Al-Mg渣系自保护药芯焊丝的配方设计提供了理论和实践基础.
1 试验材料及方法
试验用焊丝为自制的CaF2-TiO2-Al-Mg渣系自保护药芯焊丝,采用普通SPCC-SD冷轧低碳钢作为钢带,其中TiO2以金红石的形式加入.设计了含TiO2质量分数分别为0、5%、10%和20%的药粉,以CaF2为平衡组分,药粉中Al-Mg合金的质量分数为15%,Mn的质量分数为5%.成品焊丝的直径为1.6mm.由于氟化钙的添加量在一定范围内变化不会对脱渣率和熔敷金属组织性能造成明显影响,本实验中以氟化钙为平衡组分.采用熔化极自保护焊接方法堆焊熔敷金属,焊机型号为KEMPPI FastMig MXF65,焊接工艺参数保持不变,如表1所示.
表1 焊接工艺参数

Tab.1 Welding process parameters
对脱渣性的评定参考1989年全国焊条评比中有关脱渣性的规定[7,12].测试时,在Q345板上平焊一道150mm长的焊缝,焊后1min,质量为3kg的钢球从500mm的高度自由落体砸击基板背面.脱渣率计算式为
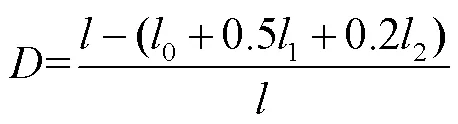
式中:为脱渣率,%;为焊道总长度,mm;0为未脱渣长度,mm;1为严重沾渣长度,mm;2为轻微沾渣长度,mm.
堆焊完成后,采用DF-100型直读光谱仪测定熔敷金属的成分.金相显微组织试样取自盖面焊缝,未受到其他焊道的热影响,试样经过打磨抛光,使用4%硝酸酒精腐蚀,并用Axio Vert.A1金相显微镜观察熔敷金属的显微组织.夹杂物试样取样位置同金相试样,试样经过打磨抛光,采用JSM-7800F型扫描电子显微镜在4000倍拍摄照片,采用EDS能谱仪识别夹杂物成分.按《金属材料拉伸试验方法》(ASTM E8/E8M-13a)制备圆棒拉伸试样,按《金属材料夏比摆锤冲击试验方法》(GB/T 229—2007)制备冲击试样,尺寸为10mm×10mm×55mm,拉伸试样和冲击试样取样方式如图1所示.分别在MTS Exceed E45型万能试验机和JB-300B型夏比冲击试验机上进行室温拉伸试验和夏比冲击试验,冲击试验温度为0℃,冲击功结果取3个试样的平均值.
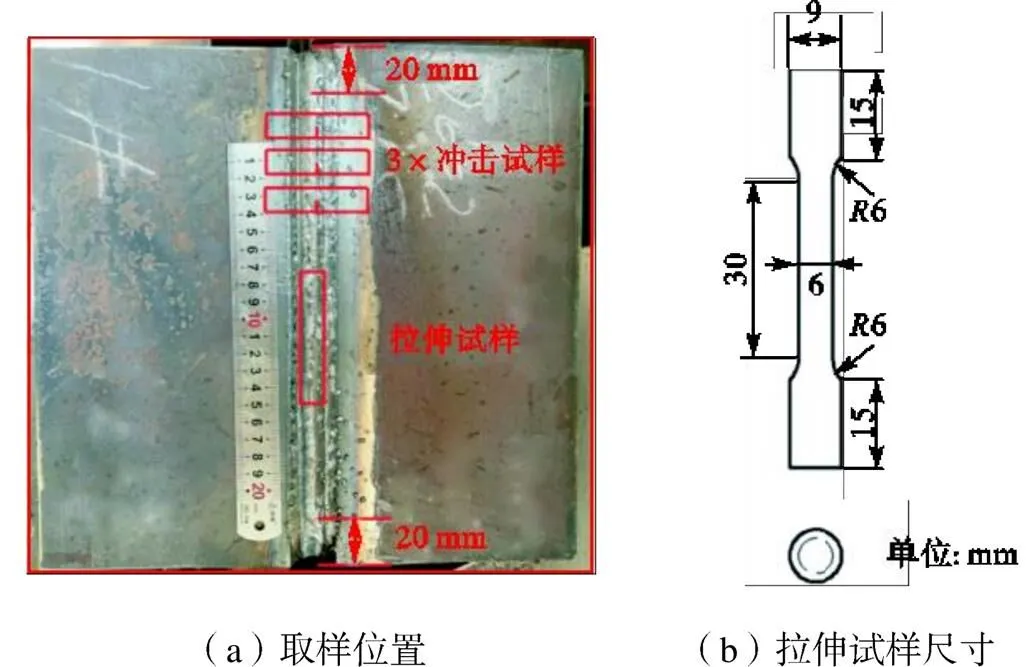
图1 取样位置和试样尺寸
2 试验结果和讨论
2.1 TiO2添加量对脱渣率的影响
表2显示了TiO2添加量对脱渣率的影响.随着TiO2添加量的升高,脱渣率逐渐上升,添加20%的TiO2后脱渣率提高至89%,焊丝具有优异的脱渣性能.图2展示了4种焊丝在平板上焊接的宏观照片,焊接过程中,药粉中的TiO2可与CaO形成CaTiO3,
表2 TiO2添加量对熔渣脱渣率的影响
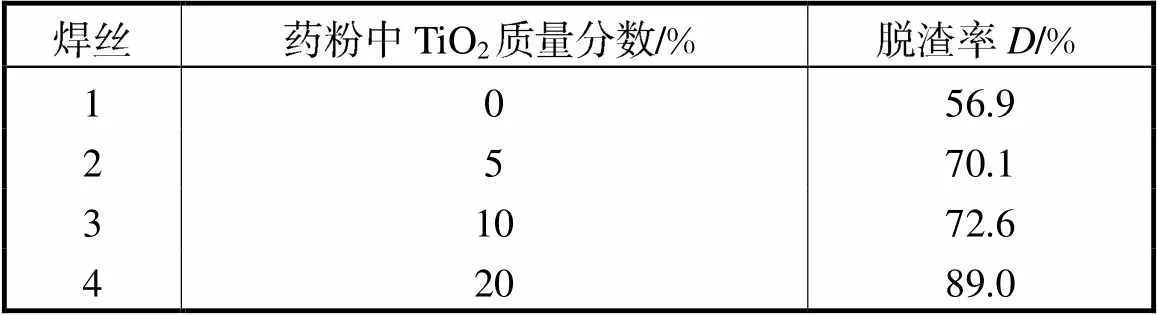
Tab.2 Effect of TiO2 on slag detachability
这是一种强酸性的氧化物,能形成方向性强的组织 结构,增强渣的内部结合力,从而促进熔渣呈整块 脱落[7-8].
2.2 TiO2添加量对熔敷金属元素含量的影响
4种焊丝的熔敷金属成分见表3.在TiO2添加量分别为5%、10%和20%时,熔敷金属Ti含量分别为0.149%、0.287%、0.431%,同时C、Si、N含量降低.在添加20%TiO2时S含量跃升至0.060%.这主要是由于TiO2在熔池中与用于脱氧脱氮的铝镁合金发生了氧化还原反应:2Al+Mg+2TiO2→2Ti+MgAl2O4.在低铝含量的熔敷金属中,铝几乎完全不起脱氮作用,仅脱氧[13-14],而钛会起到脱氮的效果.TiO2和Al、Mg的置换反应导致熔池中Ti含量的增加和Al、Mg含量的减少,从而造成脱氮能力增强,脱氧能力减弱,C更容易被氧化.因此随着TiO2添加量的增加,熔敷金属中C、N含量都出现明显下降.在没有添加TiO2或TiO2添加量较少时,与Al、Mg发生反应的主要是钾长石中的SiO2:4Al+3SiO2→3Si+2Al2O3,2Mg+SiO2→2MgO+Si.因此,TiO2减弱了SiO2和Al、Mg的反应,最终熔敷金属中的Si会随TiO2添加量的增加而下降.在焊接环境还原性不强时,难以形成MnS和CaS,熔渣的脱硫作用主要依靠碱性氧化物CaO、BaO与硫的氧化物结合形成硫酸盐[15],当TiO2添加量为20%时,较多的CaO与TiO2结合成CaTiO3,因此降低了焊渣的脱硫效果,S含量上升到0.060%.
表3 不同TiO2添加量的熔敷金属成分

Tab.3 Composition of deposited metal with different amounts of TiO2 %
2.3 TiO2添加量对熔敷金属显微组织的影响
图3为不同TiO2添加量下熔敷金属的金相组织.由图3(a)可见,不添加TiO2时,熔敷金属组织主要由针状铁素体(AF)、侧板条铁素体(FSP)和少量晶界铁素体(GBF)构成;在药粉中加入5% TiO2后,组织主要由准多边形铁素体(QPF)及针状铁素体构成,组织得到一定细化;TiO2添加在10%、20%时,组织为粒状贝氏体.在添加了5% TiO2后,由于Ti含量提高到0.149%,熔敷金属冷却到奥氏体阶段时会形成TiN夹杂物,为后续铁素体形成提供了许多形核质点,导致熔敷金属组织主要为准多边形铁素体和针状铁素体,晶粒尺寸相对细小.TiO2添加量增至10%后,Ti含量从0.149%上升到0.287%,C含量略微下降,从C含量下降的角度来看,奥氏体稳定性下降,趋向于高温相变,应当继续生成铁素体组织,与实验结果不符,由此可见,C含量的下降不是引起组织转变的主要原因.引起组织向贝氏体转变的主要原因是Ti元素的增加,Ti是一种铁素体形成元素,会促使贝氏体铁素体生成温度升高,在相同的冷速下产生贝氏体的趋势增大;另一方面,Ti是一种强碳化物形成元素,会导致碳原子迁移能力的显著下降,发生扩散型相变的速度减缓,从而相变会在更低温下发生,最终组织中的贝氏体含量大量增加.当TiO2添加量提高至20%时,Ti含量提高至0.431%,贝氏体化趋势进一步增加,因此组织仍为粒状贝氏体.
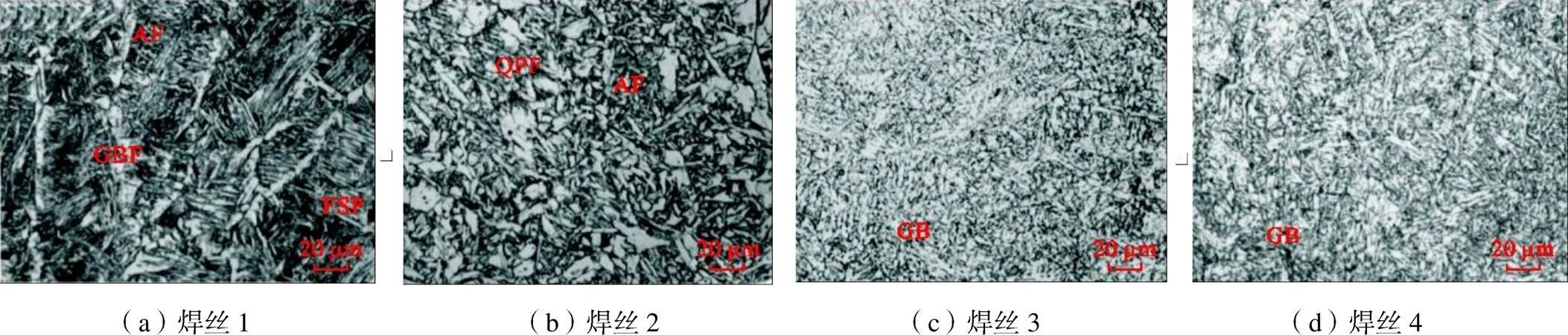
图3 熔敷金属金相组织
图4所示为熔敷金属夹杂物形貌.自保护焊接过程中,熔池环境含有较多的N和O,熔敷金属中的Al、Mg、Ti会分别和O、N反应生成圆形MgO·Al2O3和多边形TiN夹杂物.未添加TiO2时,夹杂物主要为圆形的Al2O3·MgO,尺寸主要在0.5~1.0μm之间.添加TiO2后,熔敷金属中Ti的引入导致形成矩形夹杂物TiN(图5(a)),TiN的等效直径一般在1~3μm之间.当TiO2添加量为20%时,熔敷金属过高的Ti、S含量(分别为0.431%和0.060%)导致形成Ti4C2S2夹杂物[16],如图5(b)所示.由于S会在原奥氏体晶界处偏聚,因此这种夹杂物排列在晶界上,见图4(d).Ti4C2S2的等效直径一般小于0.5μm,是一种软化相.
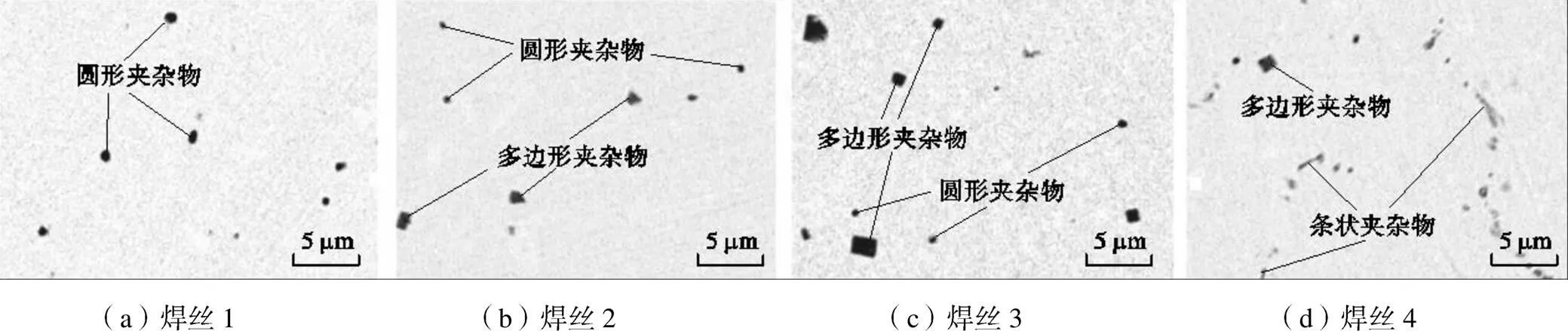
图4 熔敷金属夹杂物尺寸分布
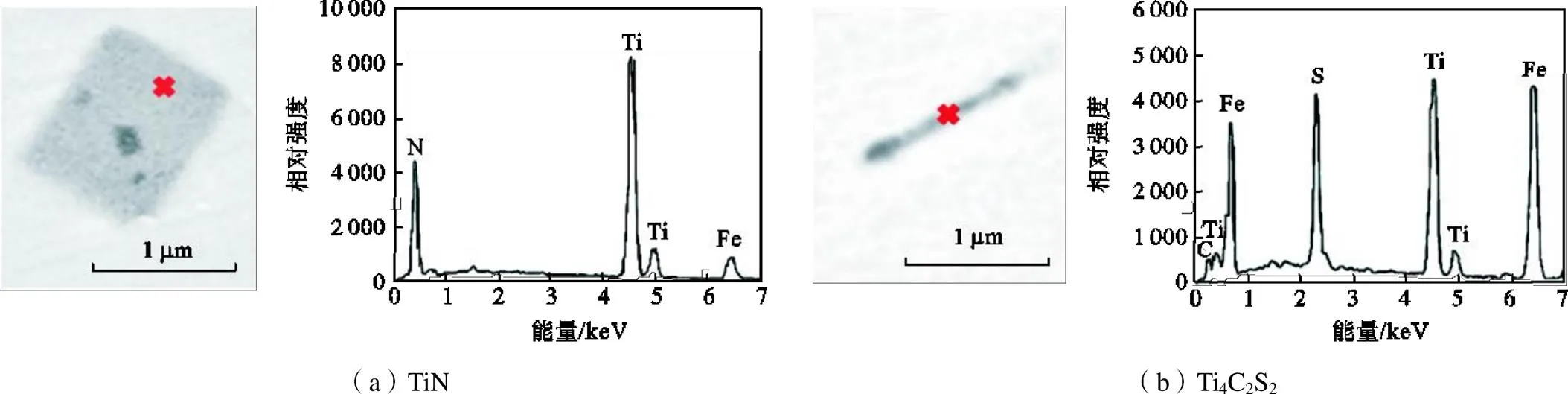
图5 TiN和Ti4C2S2夹杂物的SEM照片和EDS成分
2.4 TiO2添加量对熔敷金属力学性能的影响
表4所示为4种焊丝堆焊熔敷金属的力学性能.随着TiO2添加量的增加,屈服强度和抗拉强度先上升,在加入10% TiO2时达到最高值,此时屈服强度为615MPa,抗拉强度为739MPa,而加入20% TiO2时强度反而有所下降.强度的变化是由组织和夹杂物的变化引起的.焊丝1没有添加TiO2,熔敷金属组织主要由针状铁素体、侧板条铁素体和少量晶界铁素体构成.在加入5% TiO2后,熔敷金属主要组织变为准多边形铁素体,晶粒相对细化,TiN大量析出,强度得到提升.在加入10% TiO2时,熔敷金属的主要组织为粒状贝氏体,促使强度获得显著提高.在加入20% TiO2时,强度的下降是由于熔敷金属含硫量过高导致在晶界处形成大量的Ti4C2S2夹杂物,这种硫化物的强度很弱,会造成熔敷金属的软化[17].
从表4中可以看到,TiO2添加至5%时,0℃的平均冲击功略有降低,由86J降低至62J.当TiO2增至10%及以上时,韧性急剧降低,平均冲击功≤6J.图6为不同TiO2添加量下熔敷金属冲击断口放射区的SEM形貌,可以看到焊丝1、2的熔敷金属断口放射区既有韧窝又有河流花样,属于混合断裂.焊丝3、4的熔敷金属断口放射区只有河流花样,属于脆性断裂.
表4 TiO2添加量对力学性能的影响

Tab.4 Effect of TiO2 addition on mechanical properties
图7为焊丝1、2熔敷金属冲击试样的冲击示波曲线,取自3个试样中最低冲击功的一个.由图可知,焊丝1试样冲击功为70.6J,其中裂纹萌生功为39.2J,裂纹扩展功为31.4J,而焊丝2试样冲击功为59.5J,裂纹萌生功为29.5J,裂纹扩展功为30.0J.由此可见,加入5% TiO2后,冲击功的降低主要是裂纹萌生功引起.这是因为加入5% TiO2后,焊缝金属中形成了TiN,TiN是一种多边形的硬质相,尺寸通常大于1μm,在起裂时容易引起应力集中,成为裂纹的起裂源,因此降低了裂纹萌生功.焊丝3、4的熔敷金属冲击功极低,这是因为组织转变为粒状贝氏体,导致0℃冲击功急剧降低.
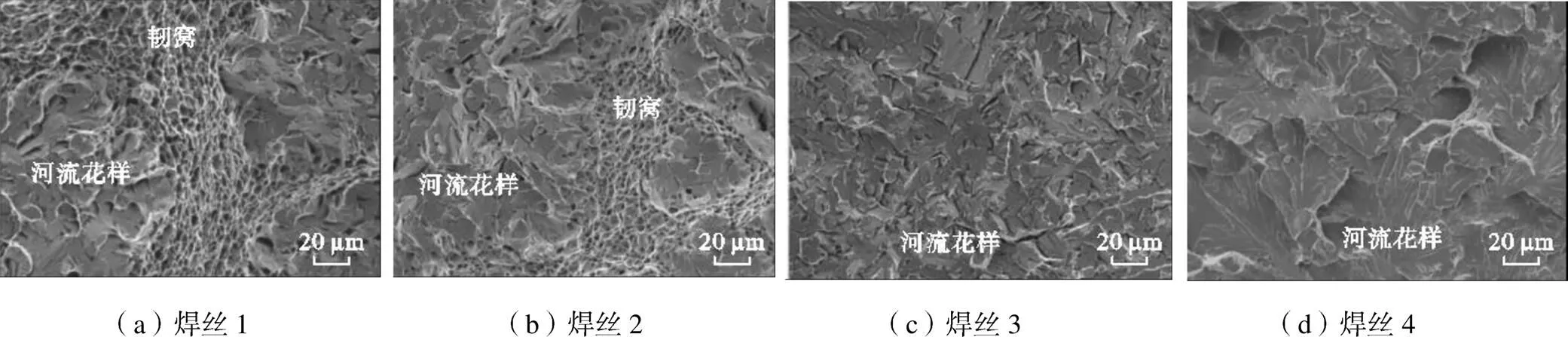
图6 冲击断口放射区的SEM形貌
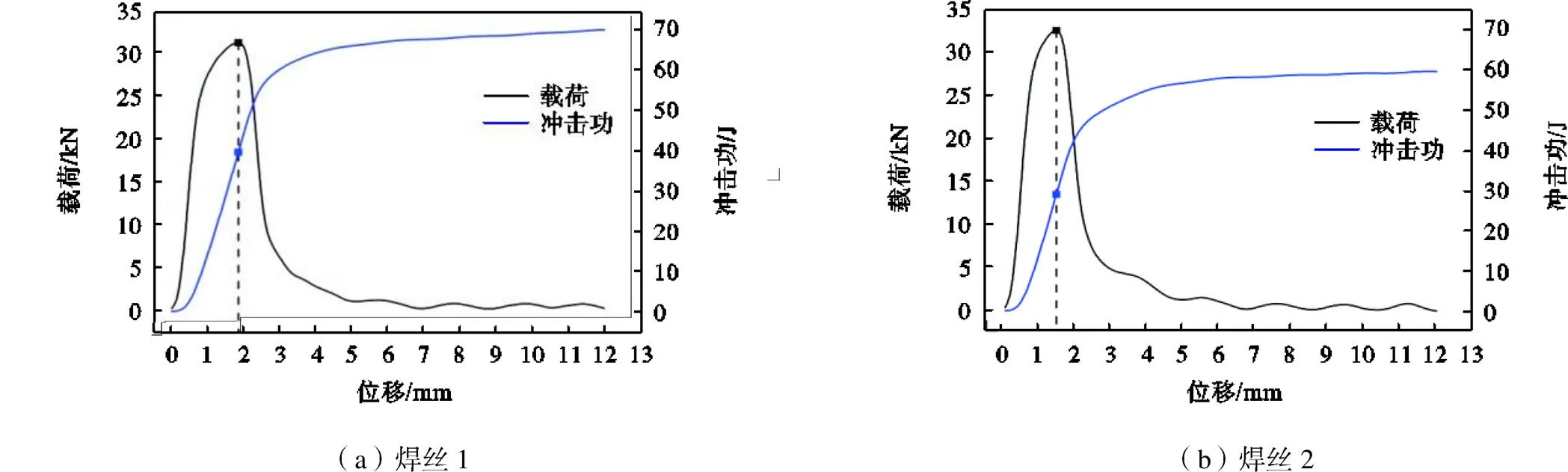
图7 熔敷金属冲击示波曲线
3 结 论
(1) 在自保护药芯焊丝药粉中加入TiO2,能明显改善脱渣性,并与Al、Mg发生熔渣冶金反应导致熔敷金属Ti含量提高,C、Si、N含量下降.
(2) 在药粉中的TiO2从0逐渐增加到20%时,熔覆金属组织从针状铁素体+侧板条铁素体+晶界铁素体转变为准多边形铁素体+针状铁素体,再转变为粒状贝氏体,熔敷金属的强度先上升后下降,冲击韧性在形成贝氏体组织后急剧恶化.
(3) 在自保护药芯焊丝药粉中添加5%TiO2可改善脱渣性且得到较好的强韧性匹配,脱渣率从56.9%提高到70.1%,屈服强度从411MPa提高到489MPa,同时韧性仅少量损失.
[1]李 红,栗卓新,巴凌志,等. 中国绿色焊接材料的现状和进展[J]. 金属加工(热加工),2020(10):19-23.
Li Hong,Li Zhuoxin,Ba Lingzhi,et al. Status and progress of green welding materials in China[J]. MW Metal Forming,2020(10):19-23(in Chinese).
[2]Qi L H,Jin Z L,Zhang J M,et al. Influence factors of X80 pipeline steel girth welding with self-shielded flux-cored wire[J]. Materials Science and Technology,2017,33(5):592-601.
[3]Zeng H L,Wang C J,Yang X M,et al. Automatic welding technologies for long-distance pipelines by use of all-position self-shielded flux cored wires[J]. Natural Gas Industry B,2014,1(1):113-118.
[4]Ai Xingyu,Liu Zhengjun,Wu Dan. Study on improvement of welding technology and toughening mechanism of Zr on weld metal of Q960 steel[J]. Materials,2020,13(4):892.
[5]Liu Dashuang,Wei Ping,Long Weimin,et al. Narrow gap space contributes to chemical metallurgy of self-shielded arc welding[J]. China Welding,2021,30(3):12-19.
[6]Ulbrich D,Stachowiak A,Kowalczyk J,et al. Tribocorrosion and abrasive wear test of 22MnCrB5 hot-formed steel[J]. Materials,2022,15(11):3892.
[7]张 敏,舒绍燕,芦晓康,等. 熔渣成分和微观结构对自保护药芯焊丝脱渣性的影响[J]. 焊接学报,2018,39(2):9-14.
Zhang Min,Shu Shaoyan,Lu Xiaokang,et al. Effect of slag composition and microstructure on slag detachability of self shielded flux cored wire[J]. Transactions of the China Welding Institution,2018,39(2):9-14(in Chinese).
[8]李 平,孟工戈. TiO2对不锈钢焊条脱渣性的影响[J]. 焊接学报,2006,27(4):69-72.
Li Ping,Meng Gongge. Effect of TiO2on detachability of stainless steel electrode[J]. Transactions of the China Welding Institution,2006,27(4):69-72(in Chinese).
[9]宋峰雨,刘思远,张元祥. Ti、B 对 780 MPa 级焊缝金属组织相变的影响[J]. 材料热处理学报,2020,41(11):173-178.
Song Fengyu,Liu Siyuan,Zhang Yuanxiang. Effect of Ti and B on microstructure transformation of 780 MPa grade weld metal[J]. Transactions of Materials and Heat Treatment,2020,41(11):173-178(in Chinese).
[10]Aminorroaya S. Influence of microalloying elements (Ti,Nb)and nitrogen concentrations on precipitation of pipeline steels—A thermodynamic approach[J]. Engineering Reports,2021,3:e12337.
[11]Liu Dashuang,Liu Renpei,Wei Yanhong. Effects of titanium additive on microstructure and wear performance of iron-based slag-free self-shielded flux-cored wire[J]. Surface & Coatings Technology,2012,207:579-586.
[12]牛全峰. 自保护药芯焊丝的研究[D]. 武汉:武汉理工大学,2005.
Niu Quanfeng. Study of Self-shielded Flux-Cored Wire [D]. Wuhan:Wuhan University of Technology,2005(in Chinese).
[13]Quintana M A,McLane J,Babu S S,et al. Inclusion formation in self-shielded flux cored arc welds[J]. Welding Journal,2001,4:98-105.
[14]Hsieh K C,Babu S S,Vitek J M,et al. Calculation of inclusion formation in low-alloy-steel welds[J]. Materials Science and Engineering A,1996,215(1/2):84-91.
[15]薛松柏,叶栋林,王哈玲. 化学冶金因素对埋弧焊焊缝硫磷含量的影响[J]. 焊接学报,1993,14(4):215-220.
Xue Songbai,Ye Donglin,Wang Haling. Effect of chemical metallurgical factors on contents of phosphorus and sulphur in weld metal during submerged arc welding [J]. Transactions of the China Welding Institution,1993,14(4):215-220(in Chinese).
[16]Prikryl M,Lin Y P,Subramanian S V. The identification of titanium sulphide and carbosulphide in ultra-low carbon steels[J]. Scripta Metallurgica et Materialia,1990,24(2):375-380.
[17]Zhao Deli,Zhou Yu,Fan Jiangyu,et al. Structural properties and phase stability of primary Y phase (Ti2SC)in Ti-stabilized stainless steel from experiments and first principles[J]. Materials,2019,12(7):1118.
Effect of TiO2in the Self-Shielded Flux-Cored Wire on Microstructures and Properties of Deposited Metal
Li Chengning1, 2,Lou Siyao1,Di Xinjie1, 2,Yan Qiangjun1, 3,Hu Wenbin1
(1. School of Materials Science and Engineering,Tianjin University,Tianjin 300350,China;2. Tianjin Key Laboratory of Advanced Joining Technology,Tianjin 300350,China;3. Nanjing Iron and Steel Co.,Ltd.,Nanjing 210035,China)
In this study,four types of self-shielded flux-cored wires containing 0,5%,10%,and 20% TiO2in flux were prepared with CaF2-Al-Mg as the basic slag system. This study aims to solve the composition change of the deposited metal caused by the metallurgical reaction between TiO2and Al-Mg. The corresponding metal was deposited through self-shielded arc welding. The effect of TiO2on slag detachability was investigated through drop weight impact,tensile,and impact tests,and the composition,microstructure,inclusions,and mechanical properties of the deposited metal were determined using optical emission spectroscopy,optical microscopy,and scanning electron microscopy. The results indicate that TiO2can effectively improve slag detachability and react with Al and Mg:2Al+Mg+2TiO2→2Ti+MgAl2O4. The reduced Ti enters the deposited metal through the slag-metal interface,resulting in a significant increase in the Ti content in the deposited metal and a decrease in the C,Si,and N contents. The deposited metal microstructure of the wire without TiO2is mainly acicular ferrite,and the inclusions are mainly round MgO·Al2O3of less than 1μm. The yield strength and impact energy at 0℃ are 411MPa and 86J,respectively. The radiation zone of the impact fracture comprises dimples and river patterns,which belong to mixed fracture. After adding 5% TiO2,the microstructure of the deposited metal is fine quasipolygonal ferrite and contains polygonal TiN inclusions. The yield strength increases to 489 MPa but toughness slightly decreases. When the TiO2content reaches 10%,due to the high Ti content in the deposited metal,the microstructure is granular bainite,and TiN inclusions increase and become coarser. The yield strength reaches a maximum of 615MPa,but the toughness sharply deteriorates. The radiation zone of impact fracture is of river patterns completely,which belong to brittle fracture. The microstructure of deposited metal corresponding to a higher TiO2content(20%)remains granular bainite. However,the strength and toughness are both reduced due to the formation of a large number of Ti4C2S2at grain boundaries.
self-shielded flux-cored wire;titanium dioxide;microstructure;mechanical property;inclusion
10.11784/tdxbz202207045
TG422.3
A
0493-2137(2023)11-1171-06
2022-07-28;
2022-10-06.
利成宁(1986— ),男,博士,副教授,licn@tju.edu.cn.Email:m_bigm@tju.edu.cn
邸新杰,dixinjie@tju.edu.cn.
国家自然科学基金资助项目(52074191).
the National Natural Science Foundation of China(No. 52074191).
(责任编辑:田 军)
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:02
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
河北工业大学学报(2016年6期)2016-04-16 02:54:21
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:08:59
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
上海金属(2014年2期)2014-12-18 06:52:45
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
