
某升降器电机安装结构的优化设计
2023-10-21 07:12:42成淑仪肖强
时代汽车 2023年16期
成淑仪 肖强


摘 要:本文章从某车型玻璃升降器电机安装结构优化设计实例,概述了玻璃上升过程中产生误防夹的机理,就目前升降器电机安装结构存在的问题提出了解决办法,为升降器电机安装结构的设计开发提供最佳实践。
关键词:电机 安装结构 异响 误防夹
1 前言
汽车玻璃升降器是由电机驱动或手动驱动,通过传动机构驱动汽车车窗玻璃沿玻璃导轨上升或下降,能按要求停留在任意位置,并能控制保持玻璃在车身内的姿态的装置。
上汽通用五菱汽车股份有限公司某车型在开发阶段发现升降器电机安装螺钉与丝轮罩安装可靠性差,使用一段时间后有电机偏转及晃动风险,导致异响问题。本论文基于典型的绳轮式玻璃升降器电机安装结构,展开分析和研究。
2 绳轮式玻璃升降器简介
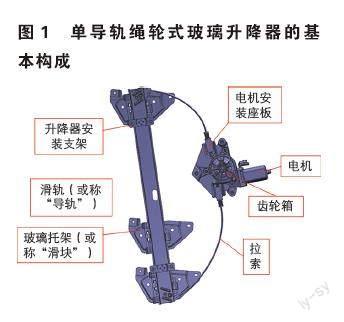
绳轮式玻璃升降器由滑块沿运动轨迹运动对玻璃升降进行控制,滑块通过符合玻璃运动轨迹的导轨进行导向,并与绕丝轮连接,即可通过电机驱动。滑块与绕丝轮通过柔性的钢丝绳连接,车窗玻璃安装在升降器的滑块上。单导轨绳轮式玻璃升降器的基本构成如图1所示。
电动玻璃升降器的动力传输机构主要由绕丝轮、丝轮罩、电机螺钉、电机及控制器组成,驱动机构的原理图如图2所示。
为了保证安全,防夹升降器应满足GB 11552《乘用车内部凸出物》的相关规定,对防夹区域的规定如图3所示。对具有一键上升功能的升降器,距离车窗顶端开口从200mm到4mm范围内,必须有防夹功能且防夹力不超过100N。
3 某车型绳轮式玻璃升降器安装结构设计问题分析
3.1 升降器电机安装结构设计方式
某车型的绳轮式玻璃升降器电机通过3个螺钉连接安装座板,参考图4刨视图,安装座板包括丝轮罩及升降器导轨,电机安装螺钉需要通过多层连接结构。
装配时,先将电机放置在定位工装上,要求电机孔与工装定位销对齐,再将机构放置在定位工装上,要求电机安装孔位与线轮罩孔位对齐,将线轮罩安装螺钉、导轨安装螺钉放入工装定位孔内,并按照顺序打入电机螺钉。
3.2 升降器电机安装结构失效模式
电机安装螺钉与丝轮罩连接结构是比较常见的设计,某车型升降器结构在多次运行并在上止点位置堵转较长时间后,电机安装螺钉扭矩衰减,导致异响及误防夹问题,其中误防夹故障率为1.1%。
3.3 失效原因分析
3.3.1 误防夹影响因子分析
经分析,在玻璃上升过程中,当系统阻力突然变大时,在防夹区域内速度变化率跌落达到了门限值,从而触发防夹。车窗误防夹的影响因子共26个,涉及9个子零件,如表1所示。
后侧门升降系统阻力急剧增大导致发生误防夹问题,系统阻力变异的强关联项有辊压窗框、总装导槽、玻璃导槽密封条、 C柱外饰板、升降器总成。
根本原因分析结论:
1.B/C柱上下导轨X/Y向段差大且窗框导轨变形;
2.玻璃导槽密封条截面不符合设计要求;
3.C柱总装导槽与三角饰板错位;
4.C柱外饰板内陷且支撑玻璃导槽底部翻边高度不足;
5.升降器电机安装螺钉与丝轮罩安装可靠性差。
3.3.2 升降器误防夹故障现象分析
对5台故障车升降器进行数据测量及分析得:电机轴偏心0.5mm以上时,车辆会发生误防夹。
使用示波器采集故障件升降器的电流波形,发现电流曲线两处存在突跳;与正常升降器互换升降器机构或者电机后,运行一段时间,曲线正常,未发现故障。拆解发现故障件丝轮罩底部变形1.2mm,故障件电机在上下止点堵转时最大偏转量2.8mm。
3.3.3 丝轮罩与丝轮配合尺寸分析
丝轮罩设计要求φ(42.4+1.0)mm,丝轮设计要求φ(41.4±0.5)mm,二者配合单边间隙为0.25mm~1.25mm,钢丝φ1.5mm,实测均符合设计要求。
破坏性拆解故障件发现绕丝轮偏心及丝轮罩变形,但排查库房及耐久试验后的升降器丝轮罩未发现变形现象。
3.3.4 电机安装螺钉安装可靠性分析
电机安装螺钉偏短,且无光杆定位导向及防松法兰,由于螺钉与丝轮罩有间隙,在堵转状态下持续受力有导致扭矩衰减的风险。当电机偏转时,电机轴与丝轮罩同轴度一致性变差,使得绕丝轮偏心,产生异常受力,从而导致丝轮罩变形及电机轴偏心。装配工艺要求电机安装螺钉锁紧扭矩≥5N.m,松动扭矩≥2N.m,排查库房及耐久试验后的升降器丝轮罩未发现扭矩衰减现象。
3.3.5 结论
在升降系统阻力正常的的情况下,模拟客户用车情况,对旧升降器堵转一个月后,升降器电机轴偏心0.19mm,未发生误防夹情况,后续再运行2500次,也未发现误防夹。由于系统各零件尺寸及装配工艺不合,导致整个升降器系统阻力变异是车辆发生误防夹的主要原因。
通过以上论证可以得出,为了保证升降器电机轴与丝轮罩同轴度,需要基于该升降器电机安装结构进行设计优化。
4 升降器系统的改进措施
4.1 升降器系统阻力变异的改进措施
根据原因分析,本车型可采用的改进措施为:
1.侧门辊压窗框模具增加整形模块,消除装配造成的稳定误差;
2.整改B柱玻璃导槽密封条倒刺长度符合设计要求;
3.总装更改C柱导轨装配工艺。先预紧导槽上方螺母(导槽可以摆动),待玻璃装配完毕后,再打紧下方螺栓,最后打紧上方螺母;
4.后侧门C柱外饰板支撑玻璃导槽底部翻边加高4mm,翻边长度加长7.3mm,安装柱高度增加0.2mm。
5.升降器电机安装螺钉长度由20mm改為27mm,增加防松法兰,增加光杆长度到7.5mm(如图5所示);
6.升降器丝轮罩与电机安装位置增加定位导向凸台,更容易保证电机不偏转。丝轮罩底部增加加强筋并提高制造精度。
4.2 丝轮罩强度分析及实车验证
在电机轴施加1000N的负载支撑,丝轮罩强度CAE分析图示如图6所示,更改后丝轮罩强度得到了提升。
实车验证要求升降器多次运行并在上止点位置堵转240小时后,电机轴安装后丝轮与丝轮罩同轴度<0.2mm,丝轮罩无变形。措施实施后,未再收到该问题反馈,此次更改既提高了感知质量,而且避免售后问题及维修成本。
5 结束语
本文针对某车型升降器电机安装结构失效模式进行了分析,找到了根本原因,并浅析了相应优化措施。装配问题尽量通过结构设计的创新来提高安装的可靠性,新增验证工况从而避免问题的重复发生,提高开发效率。
猜你喜欢
防爆电机(2021年3期)2021-07-21 08:13:06
防爆电机(2021年3期)2021-07-21 08:13:00
装备制造技术(2021年2期)2021-07-21 05:39:00
防爆电机(2021年1期)2021-03-29 03:02:52
电机与控制应用(2021年12期)2021-02-28 07:55:22
中国自行车(2018年12期)2019-01-29 02:50:54
能源(2016年2期)2016-12-01 05:10:31
股市动态分析(2015年24期)2015-09-10 16:27:48
汽车维护与修理(2015年5期)2015-02-28 12:16:40
汽车维护与修理(2015年1期)2015-02-28 12:15:27
