
基于PLC 煤矿空压机智能控制系统的设计
2023-10-19 10:34宫殿强
山东煤炭科技 2023年9期
宫殿强
(山西大同大学机电工程学院,山西 大同 037003)
虎龙沟煤业公司地面空压机站以往采用的人工就地控制系统落后,系统稳定性不高,供气质量得不到保证,煤矿生产存在安全隐患,降低了设备使用寿命。因此,必须对空压机站控制系统进行智能化改造[1-6],实现空压机的无人值守。
1 工程概况
虎龙沟煤业公司位于山西省怀仁县,井田面积12.21 km2,可采储量6 345.4 万t,设计生产能力120 万t/a。虎龙沟煤业地面空压机站布设有4 台MLG30/8-200G 煤矿用螺杆式空压机,4 台空压机通过主管路连接,正常生产时3 台工作1 台备用;当空压机运行时出现故障后,则立即启用备用压缩机,停止故障压缩机工作,及时进行维修处理。
虎龙沟煤业公司空压机主要采用人工就地控制方式,值守工作人员在空压机站值班时间内需要对空压机的启停、冷却水系统的运行关闭进行人工操作。空压机人工就地控制方式存在以下问题:1)人工操作无法保障空压机能提供相对稳定的供气条件,供气质量得不到保证;2)空压机站为温度高、噪音大的恶劣环境,影响到工人的身体健康,影响其正常作业,煤矿生产存在安全隐患;3)人工就地控制方式不利于设备的维护和管理,影响设备的使用寿命。针对空压机站人工就地控制方式存在的问题,针对性设计了一种基于PLC 的空压机智能控制系统,为保障煤矿压风供应及安全生产提供基础。
2 基于PLC 的空压机智能控制系统设计
2.1 控制系统设计分析
基于PLC 的空压机智能控制系统设计如图1,主要包括主站工控机、PLC 控制柜、从站PLC 控制柜、压力温度开停三类传感器、电磁阀及报警器、压风机数据采集模块等组成。

图1 基于PLC 的空压机智能控制系统示意图
系统采用PLC 及控制网络对空压机压风机数据、传感器数据、电磁阀及报警器等数据参数进行智能控制和监控。主站PLC 与4 个从站PLC 之间采用RS-485 总线通信方式。主站PLC 控制柜主要是对空压机压力、温度、运行时间、电机电压、电机电流、输出功率等参数进行实时监控。从站PLC控制柜对受控空压机参数进行实时监控,对空压机实现就地控制,对故障及维修状态空压机实现单独控制,对空压机进行故障预警,完成与主站PLC 的通信。
2.2 系统功能分析
该空压机智能控制系统采用集散式控制方式,由1 台主站PLC 控制器和4 台从站PLC 控制器共同完成空压机站的监控和智能控制,其主要功能如下:
1)可对空压机实施远程智能自动一键启停操作。煤矿在不同的生产阶段和生产条件下对压风量的需求不同,主要是通过控制空压机工作台数来进行压风量调节。当煤矿需要的压风量逐渐减少时,系统可监测到管道压力参数的变化,管道压力参数到过阈值后系统远程实施智能一键停止空压机工作;同理,当煤矿需要的压风量逐渐增加时,系统可监测到管道压力参数的变化,管道压力参数到过阈值后系统远程实施智能一键开启空压机工作。
2)可实现对空压机站内不同空压机工作时间及状态的合理分配。该煤矿空压机站采用3 用1 备工作模式,在正常工作时系统可对备用空压机实施智能轮流工作,保障备用空压机在特殊状况下需要工作时无故障发生,如存在故障可在轮流工作时及时发现并进行维修,消除安全隐患。
3)对空压机工作状态进行在线实时监测。主从PLC 控制器可对各设备信号及时采集和处理分析,如发现运行空压机存在故障,系统会及时进行预警,在停止故障空压机工作的同时开启备用空压机,保障煤矿压风量的需求。
3 智能控制系统硬件及控制程序设计分析
3.1 系统硬件
空压机智能控制系统主控制单元硬件如图2。主站PLC 采用西门子PLCS7-300 系列可编程控制器。该PLC 控制器各种性能的模块可以非常好地满足和适应煤矿空压机站自动化控制任务,简单实用的分布式结构和多界面网络能力,应用十分灵活,集成输入量28 个、输出量18 个。
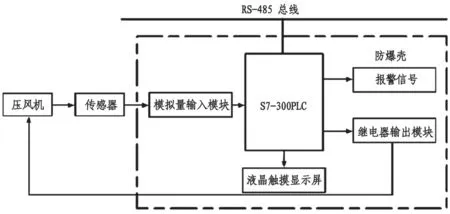
图2 空压机智能控制系统主控制单元硬件示意图
从站PLC 控制器采用西门子S7-200CPU224 可编程控制器。该PLC 控制器含有RS-485 串口,数字量输入点14 个、输出点10 个。S7-200CPU224 小型PLC 控制模块结构紧凑,成本低廉,功能强大,可较好地适应煤矿空压机站复杂工况自动化控制系统。
3.2 控制程序设计
空压机站PLC 智能控制系统采用结构化程序设计,根据对应功能事件编写对应子程序,程序具有可读性和易维护性、可调性和可扩充性。空压机站PLC 智能控制系统主程序框架图如图3,该系统上电自启动程序→系统初始化及参数设置→主程序,对空压机运行数据进行采集及处理,如分析到采集数据无超限情况发生,判断压风系统正常,可按正常情况对空压机进行启停控制;如分析到采集数据超限,则判断压风系统出现异常,进而进入到报警中断程序→故障处理程序,视故障处理结果进入到正常运转或紧急停机。
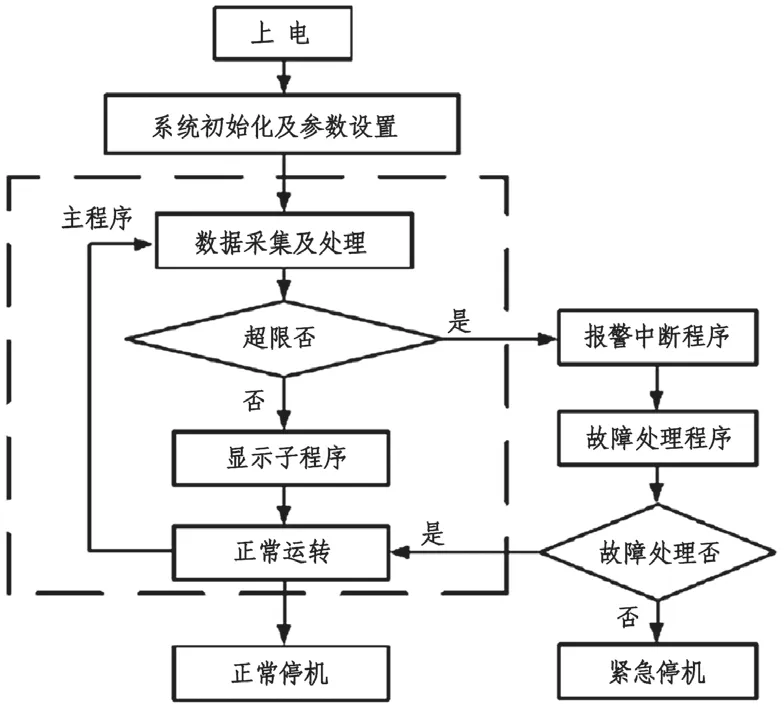
图3 空压机站PLC 智能控制系统主程序框架图
智能控制系统故障检测程序流程如图4。当程序检测到空压机运行中发生故障,智能控制系统可自动对故障机组发出停机指令并启动备用空压机组。已停机的故障机组设备受分站PLC 控制器单独控制,让其处于检修状态下,不受智能控制系统监控,等待故障消除后重新连接到智能控制系统中来。
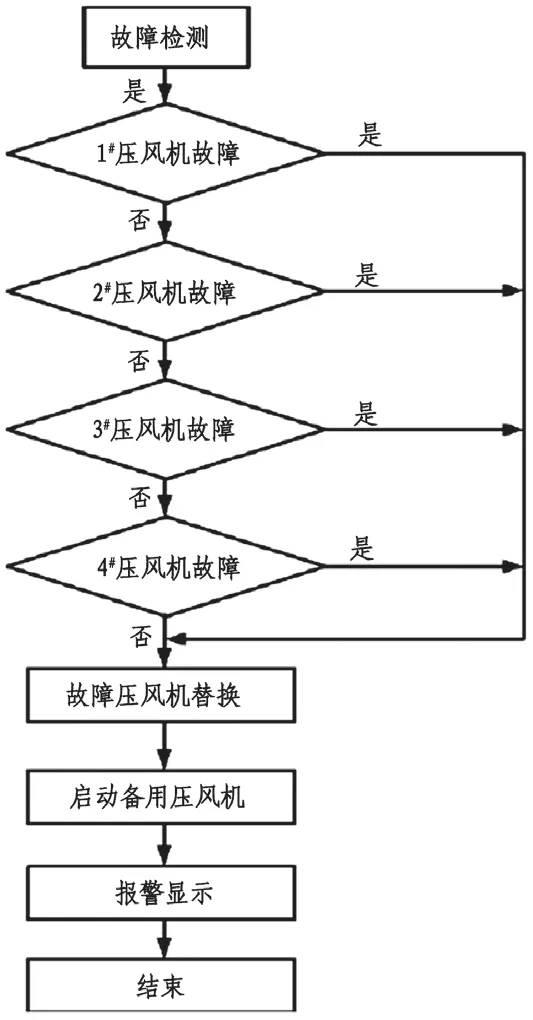
图4 智能控制系统故障检测程序流程图
4 应用效果分析
4.1 效果分析
2021 年12 月,虎龙沟煤业地面空压机站4 台MLG30/8-200G 煤矿用螺杆式空压机的控制系统进行了基于PLC 煤矿空压机智能控制系统的安装改造,调试后投入到了实践应用当中。当前该PLC 煤矿空压机智能控制系统已运行有一年之久,空压机站及智能控制系统整体运行稳定,智能控制系统能实现对压风机数据、传感器数据的在线智能监控,能实现空压机故障的智能检测及预警等功能,能智能分配空压机工作时间等功能,无一起因控制系统问题导致的空压机安全事故发生。
智能控制系统的应用效果理想,具有以下优点:1)智能控制系统的应用取代了以往的人工就地控制方式,实现了压风机站的无人值守,减轻了工人岗位;2)对空压机故障进行智能检测及预警,自动化程度高,有效提高了设备故障的检修效率;3)智能分配空压机工作时间后,有效降低了空压机的磨损,提高了设备的使用寿命。智能控制系统在虎龙沟煤业地面空压机站的应用具有较好的减员增效和减少能耗效果。
4.2 效益分析
1)节约了人工费用。智能控制系统应用后,压风机组实现无人值守,压风机站不再设置固定监测、操作等岗位,每班共可减少工作人员4 名,按每人8000 元/月计算,每年可节约人工费用38.4万元/年。
2)节约了电费。智能分配空压机工作时间后,可实现压风机的智能化运行,大幅度避免了以往的无效空转电耗,可实现节电率达9.9%,经计算每年可节约电耗约171 MW,每年可节约电费约9.9 万元。
3)可节约设备维修和采购费用。对比以往,空压机及相关设备维修费用每年可节约2 万元,空压机的使用寿命延长后,设备及零部件平均每年可节约费用5 万元。
虎龙沟煤业空压机站采用基于PLC 空压机智能控制系统改造后,具有较好的安全性和可靠性,可实现无人值守,每年可节约费用约55.3 万元。
5 结语
针对虎龙沟煤业空压机站采用的人工就地控制存在的问题,设计一种基于PLC 空压机智能控制系统。对该控制系统的设计和功能进行了分析,对硬件及控制程序设计进行了阐述。该系统实践效果理想,可实现空压机站的无人值守,无安全事故发生,每年节约费用约55.3 万元。
猜你喜欢
矿产勘查(2020年2期)2020-12-28
中国煤炭工业(2020年8期)2020-12-25
青年文学家(2020年28期)2020-11-02
档案天地(2019年9期)2019-10-09
电子制作(2017年17期)2017-12-18
工业设计(2016年7期)2016-05-04
工业设计(2016年7期)2016-05-04
现代企业(2015年5期)2015-02-28
凿岩机械气动工具(2014年3期)2014-03-01
河南科技(2014年24期)2014-02-27
