
关于家用电器单工位自动折飞机盒装置的研究与应用
2023-10-18 02:35王汉文叶小波
日用电器 2023年8期
王汉文 葛 彬 白 伟 叶小波
(格力大松(宿迁)生活电器有限公司 宿迁 223800)
引言
随着人民生活质量水平的不断提高,各类家用空调电器控制方式由普通遥控器控制,转变为线控器控制。但空调企业在批量生产线控器的过程中,需要大量人工去折叠线控器的包装盒,在生产时工作枯燥、时间长,人力投入多,劳动强度大、操作繁琐等因素,严重影响空调企业线控器纸盒折叠效率和折叠后的稳定性。因此如何实现线控器飞机盒快速、稳定折叠,成为了各空调企业的重点研究课题。本文正是在上述背景下和需求下,研究并设计出一种单工位自动折飞机盒的装置,实现线控器飞机盒低人力投入,高效产出及产出质量稳定可靠。
1 单工位自动折飞机盒装置设计难点分析
1.1 飞机盒结构分析
线控器包装盒(飞机盒),由瓦楞纸制作,共计三层,厚度2 mm。在折叠时需要先将尾部及腰部两个舌头上翻90 °,再将尾部及腰部整个纸板上翻90 °折叠,此时尾部及腰部的舌头与盒底纸板成垂直状态,再将盒底舌头向上翻折90 °,并将盒底外侧舌头向下翻折90 °,并将止退舌头插入盒底开孔处。
线控器包装盒(飞机盒)实物如图1所示。
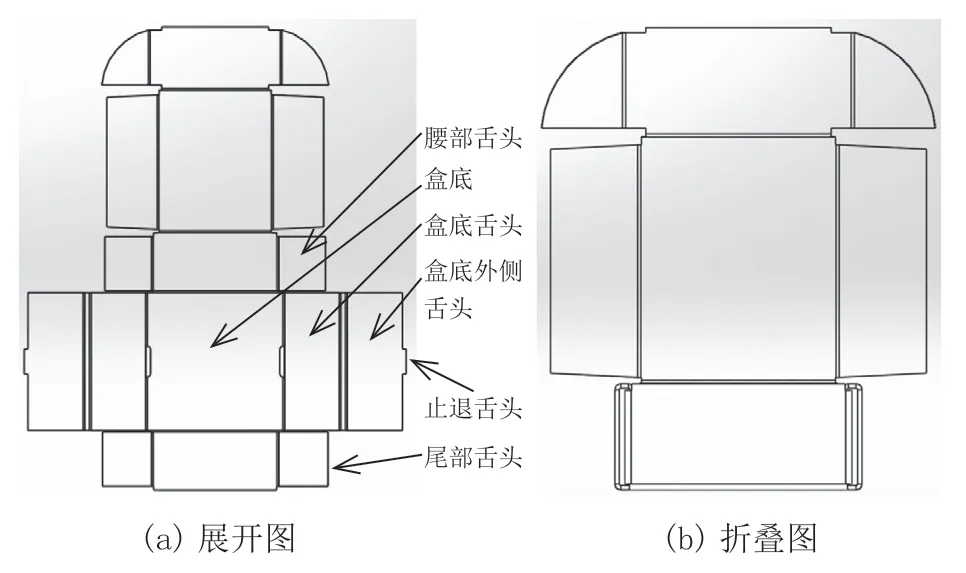
图1 飞机盒展开图和折叠图
1.2 自动折叠装置设计难点分析
1)供料难点,原有飞机盒来料为小包来料,每个飞机盒都是展开平铺堆叠的方式。因为飞机盒厚度较小(1.5 mm厚),当堆叠数量变多后,会出现沿着Z轴方向的旋转及沿着X轴和Y轴方向的偏移,从而造成搬运机构在拿取物料时出现第一个产品可以稳定拿取,随着飞机盒数量减少,拿取高度下降,拿取位置越来越偏现象,即产品重复定位精度较差风险。
2)折叠难点,传统折叠方式为人工拿取单个飞机盒(见图1(a)所示),再用双手配合,通过6个步骤,将飞机盒逐步折叠完成(见图1(b)所示),人工折叠过程存在动作繁琐和枯燥,折叠效率较差。
3)控制程序设计难点,折叠机构、供料机构、搬运机构这三个机构在进行逻辑控制时,因为各机构存在工作区间的交叉,存在机构干涉,程序需要进行规避,为了装置能够不停机供料,因此供料机构采用一备一用方式,在程序设计时需要两套程序进行控制,这样就将程序设计难度增加了一倍。
2 自动折叠装置方案设计
2.1 自动折叠装置硬件组成
单工位自动折叠飞机盒装置硬件主要分为折叠机构、供料机构、搬运机构、控制系统四个部分组成。该套装置所有的逻辑控制来源于系统控制PLC装置。
装置硬件配置清单如表1,整体构造如图2所示。硬件配置清单如表1。
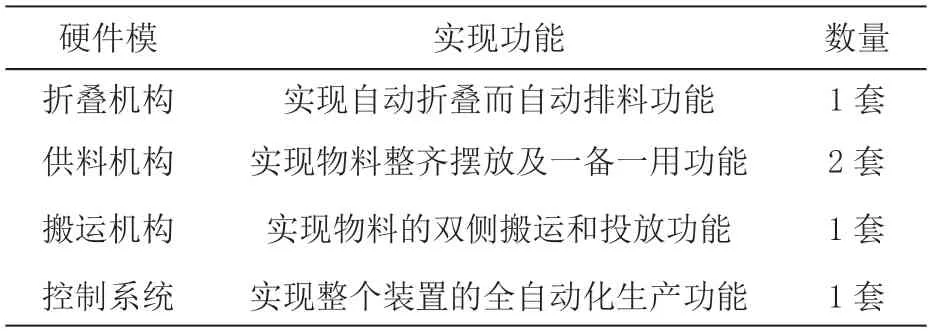
表1 硬件配置清单

图2 整体构造
2.2 主要硬件设计
2.2.1 折叠机构设计
针对线控器包装盒(飞机盒)折叠的动作特殊性,专门设计一套折叠机构,通过折叠机构的相关部件动作,模仿人工折叠折盒动作,从而实现纸盒的自动折叠及排料。
折叠机构见图所示3。
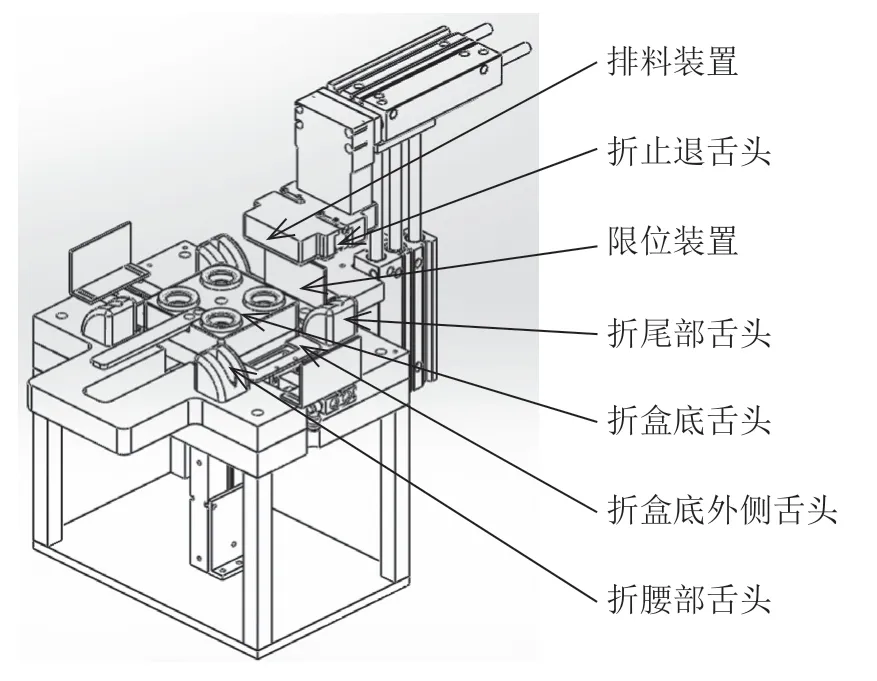
图3 折叠机构
2.2.2 供料机构设计
针对线控器包装盒(飞机盒)来料的特殊性,专门开发专用的飞机盒供料机构,可以实现限制飞机盒沿着X、Y方向的窜动及沿着Z轴旋转的窜动。且为了实现不停机补料,达到一供一备的效果,在折叠机构两侧各设置一个供料机构。
供料机构见图4所示。

图4 供料机构
2.2.3 搬运机构设计
蓝色可谓是“好人缘”的代言色,它比黑色灵活,又和黑色一样百搭。天蓝色有书卷气;宝蓝色自带贵气;藏蓝色有一眼就可捕获的优质感……每个熟女,都可以在蓝色的清淡浓烈里,找到属于自己的智慧首选。
针对线控器包装盒(飞机盒)供料机构及折叠机构的特殊性,专门开发专用的飞机盒搬运机构,可以实现从左右两个工料机构稳定高效的拿出飞机盒,并将飞机盒安全可靠的放到折叠机构内,且为了实现不停机补料,达到一供一备的效果。搬运机构在实际生产时,会根据控制程序实现避让折叠机构及供料机构。
搬运机构见图5所示。

图5 搬运机构
2.2.4 控制系统设计
针对单工位自动折飞机盒装置的动作流程,专门设计一套自动折飞机盒的硬件电路,可以实现搬运机构、折叠机构稳定高效运行,从而实现该装置的自动供料并自动折叠飞机盒。
自动折飞机盒控制电路见图6所示。

图6 自动折飞机盒控制电路
3 软件设计
PLC逻辑控制电路集成在控制箱内部,控制箱外侧开有按钮孔,作为人机交互界面使用,按钮面板见图7所示[2]。

图7 按钮面板
程序设计逻辑为,当员工将两侧供料机构内部装满物料(飞机盒),按下按钮面板上的拾取左仓和拾取右仓按钮,此时表示上料完成,可以进行下一步操作。
将手自动按钮切换到自动模式,按下启动按钮,设备优先拾取左侧供料机构中的物料投入自动折叠机构中,当搬运机构送料完成运动到安全位置,此时计数数据增加一,并触发折叠机构开始工作,同时搬运机构继续去拾取物料,当折叠机构完成物料折叠并将物料推出设备后,触发搬运机构向折叠机构中投料,循环直到计数数据等于系统设定数据后,程序跳转控制搬运机构去拾取右侧供料机构中物料,直到右侧计数数据等于系统设定数据后,程序扫描左侧供料按钮是否有信号,有信号就继续做左侧供料机构,没有信号设备暂停等待拾取左仓和拾取右仓按钮信号。
搬运机构在拾取物料时采用吸盘回弹触发信号,及当吸盘触碰物料回弹时,传感器信号触发气缸回缩,此时默认产品被吸附,物料被拾取完成。
PLC逻辑运算指令如图8所示[3]。
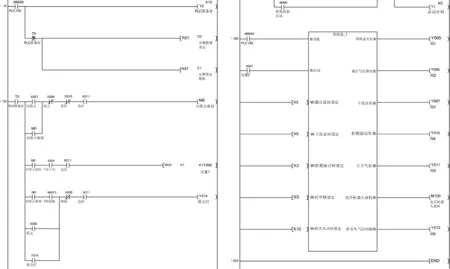
图8 PLC逻辑运算指令
4 设计验证及使用维护
4.1 设计验证
根据上文设计原理,单工位自动折飞机盒装置进行制作、验证。该工装共开发3套,折叠效率由人工单个折叠的3 S/PCS降至9 S/PCS,但三套同时使用时,效率不变,单人、三套装置即可满足班组单日12 000 PCS生产需求。员工操作难度大大减少,劳动强度明显减轻。装置运行可靠,各硬件匹配良好,产品产出质量稳定、可靠,满足设计要求。
4.2 日常使用维护
单工位自动折飞机盒装置使用前必须接入压缩空气,气压调整在0.5 KPa左右。接入AC220V电源,手动放入飞机盒进入折叠机构中,在手动情况下按下启动按钮,测试单个运行点检,监测无异常即可用于生产工作。使用完毕后,需将治具妥善保存不能磕碰避免损坏。
5 总结
单工位自动折飞机盒装置实现了飞机盒自动上料,自动折叠,自动排料,及不停机即可补料功能,解放员工由原先的手动折叠飞机盒的工作,变成只需要10分钟补充一次物料的工作,设备操作简单,运行可靠具有良好的推广性。通过以上软硬件的设计,不仅大大降低了折飞机盒的人力投入成本及劳动强度,同时对家电行业飞机盒折叠自动化推进具有较高的指导意义。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
中学生天地(A版)(2022年10期)2022-11-23
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
少年文艺·我爱写作文(2017年6期)2017-06-12
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
杭州(2015年9期)2015-12-21
商业评论(2014年9期)2015-02-28
