
高强高韧40CrMnMo 无缝钢管缺陷问题分析和措施研究
2023-10-16 12:11:58王锦永曹洪波祖兴华陈新河左晶晶
钢管 2023年4期
王锦永,曹洪波,祖兴华,陈新河,王 锟,陈 辉,左晶晶
(邯郸新兴特种管材有限公司,河北 邯郸 056000)
40CrMnMo 是GB/T 3077—2015《合金结构钢》中的牌号,是一种C、Cr、Mn、Mo 为主要强化元素的合金结构钢,是在42CrMo 的基础上提高了Mn和Mo 含量,淬透性进一步提高,通过合理的热处理能够实现不同强度和韧性匹配的性能,广泛应用于工程机械、模具制造、汽车制造、大型齿轮、油气田开采工具[1-4]。40CrMnMo 无缝钢管是通过热轧工艺成型,再通过热处理工艺,达到要求的性能。钢管的生产过程中,常见的质量问题既有轧制成型导致的折叠,也有热处理工艺不合理导致的淬不透或淬火裂纹,这两类缺陷都会降低成材率,严重影响产品的质量稳定性[5-7]。本文研究了40CrMnMo无缝钢管热加工中常见的轧制成型导致的折叠和热处理工艺不合理导致的淬不透或淬火裂纹两类质量问题,分析了不同缺陷的形貌特点和产生原因,提出针对性的应对措施。通过研究,提出的措施可以解决生产过程中的质量问题,指导工厂设计合理的生产工艺,减少产品缺陷,提高成材率。
1 试验材料与研究方法
1.1 试验材料
40CrMnMo 圆坯变形比的要求:铸坯经过变形比大于3.5 轧制成圆管坯。钢管热轧工艺:圆坯在环形炉中加热到1 200~1 230 ℃,经过粗轧变成空心毛管,再经过精轧变形和精整成型生产出无缝钢管。化学成分试样按照GB/T 20066—2006《钢和铁化学成分测定用试样的取样和制样方法》加工,按照GB/T 4336—2002《碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)》进行成分检测,40CrMnMo 试验钢的化学成分见表1,符合GB/T 3077—2015 要求。

表1 40CrMnMo 试验钢的化学成分(质量分数) %
1.2 研究步骤和方法
(1)研究步骤:成分分析→探伤检验查找缺陷→缺陷宏观形貌→缺陷归类→金相分析→推断缺陷产生的工序和原因→提出措施→实际效果验证。
(2)微观组织观测时用德国蔡司Axio Imager A2m 金相显微镜。拉伸试样的平行段长度是50.0 mm,试样直径是10.0 mm,依据GB/T 228.1—2010《金属材料拉伸试验第1 部分:室温试验方法》对试样进行纵向拉伸强度检测,拉伸检测设备是SHT5605 微机控制电液伺服试验机(60 t)。冲击试验一组3 个试样,尺寸是55 mm×10 mm×10 mm,沿着钢管轴线方向制样,依据GB/T 229—2007《金属材料夏比摆锤冲击试验方法》在环境温度21℃时进行冲击功检测,检测设备是NI300F 冲击试验机。
2 缺陷特征和产生原因分析
2.1 钢管内表面直道特征和产生原因
对热处理后的40CrMnMo 钢管进行探伤后发现,钢管内表面存在深度较浅的缺陷。对缺陷区域进行取样分析,钢管内表面机加工后显示出来的直道的宏观形貌如图1 所示。由图1 可以看出,钢管内表面存在直道缺陷,缺陷长度为15~60 mm,与管子的轴线方向交角30°~60°,深度比较浅,外观呈斜向直道状,缺陷方向与钢管热成型轧制时金属流动方向一致,疑似轧制时产生的折叠。对钢管内表面直道缺陷的微观特征和钢管热成型轧制时的芯棒表面质量进行对比分析,进一步确认其形成原因。
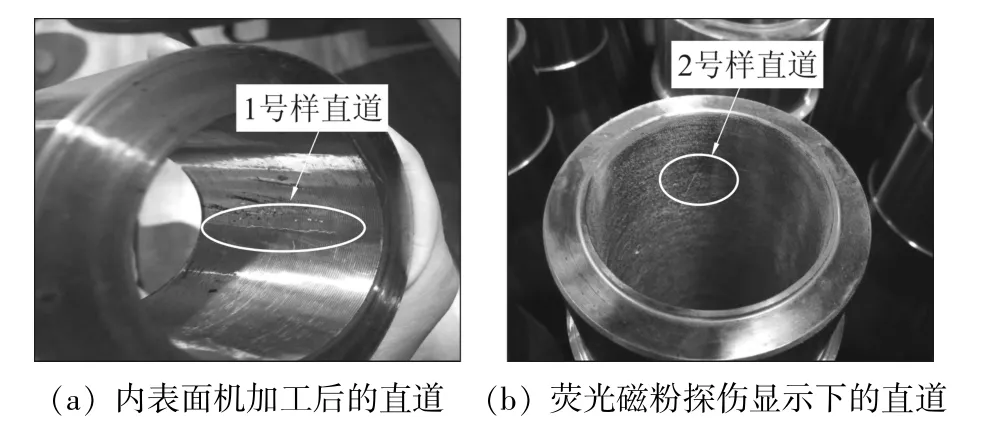
图1 40CrMnMo 钢管内表面斜向直道的宏观形貌
直道缺陷深度约1 mm,平滑不尖锐,灰色氧化物充满了内部,缺陷内部区域脱碳都比较明显,呈现出清晰的白色块状铁素体晶粒,脱碳层厚度为0.1~0.2 mm,缺陷方向与轧制时金属流动趋势一致,与钢管轴向有一定夹角,说明缺陷是热轧过程中产生,高温下与空气结合氧化严重。芯棒疲劳后表面会产生大量开裂,表面变得凹凸不平。40CrMnMo 钢管热轧时,是在轧辊、芯棒和导盘等模具组成的环形孔型中螺旋轴向延伸的,此时钢管内表面与开裂的芯棒接触后在轧制力的作用下形成直道,然后再继续辗轧、延伸和扭转。对比直道缺陷的宏观特征和微观特征,结合钢管成型的工艺特点,内表面直道缺陷是热轧工具表面疲劳裂纹导致其表面粗糙,在轧制力的作用下形成缺陷。
2.2 钢管严重裂纹特征和产生原因分析
40CrMnMo 钢管调质后的力学性能要求达到759 MPa 以上,其设计标准性能为:抗拉强度≥882 MPa,屈服强度≥770 MPa,伸长率≥15%,21℃下检测的全尺寸纵向冲击性能≥40 J。热处理工艺是:淬火加热温度890 ℃,保温80 min,采用水作为淬火介质,淬火后钢管温度38 ℃以下,回火温度630 ℃,保温150 min。钢管在按上述热处理工艺处理并经过机加工后发现严重的裂纹。对裂纹部位取样并在光学显微镜下观察,腐蚀前裂纹的微观特征照片如图2 所示。
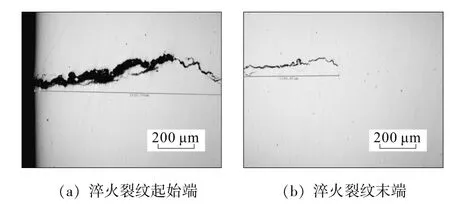
图2 腐蚀前40CrMnMo 钢管严重裂纹的微观特征
由图2 可以看出,裂纹处未发现夹杂物存在,说明不是夹杂导致的缺陷。裂纹发源于钢管外壁,从外壁往内部方向延伸,垂直于轴线方向,环向分布,裂纹深度为2~7 mm,覆盖管子外径的1/3 周长区域,裂口尖锐,缺陷严重,刚劲有力,属于淬火裂纹的典型特征。腐蚀后钢管裂纹区域的微观特征如图3 所示。

图3 腐蚀后40CrMnMo 钢管裂纹区域的微观特征
由图3 看出,裂纹周围显微组织细小均匀,是调质处理后的回火索氏体;裂纹起始端两侧存在轻微脱碳,脱碳层深度都在0.1 mm 以下,这说明裂纹产生后经过了加热过程;而裂纹末端内部干净,基本无脱碳,说明裂纹产生后加热温度并不高。综合裂纹宏观特征和微观特征,开裂时内应力较大,符合淬火裂纹特征,裂纹区域的脱碳情况也证实了是在回火阶段发生,所以这类裂纹是在钢管淬火过程中产生的淬火裂纹。
对40CrMnMo 淬火裂纹产生的原因从理论上进行分析。钢的马氏体形态主要取决于奥氏体的化学成分,即碳和合金元素的含量,其中碳的影响较明显。随着碳和合金元素的增加,板条马氏体数量减少,片状马氏体数量增加。40CrMnMo 合金碳含量高,加上合金元素的促进作用,淬透性高,属于淬火裂纹敏感性钢种,淬火后形成板条马氏体和片状马氏体的混合组织。板条马氏体的亚结构主要是高密度位错,碳化物分布均匀,大多在200 ℃以上形成,淬火应力小,韧性好;而片状马氏体的亚结构主要是孪晶,大大减少了有效滑移系,晶格畸变大,主要在200 ℃以下形成,淬火应力大,存在大量的显微裂纹,韧性差,此阶段冷速过快的时候易产生裂纹[8]。
由于40CrMnMo 淬火温度高,采用的淬火介质是水,且淬火过程中水不停地搅拌,冷却速度很快,管子冷却过程中产生极大的淬火内应力。马氏体转变的起始温度(Ms)以下时,过冷奥氏体开始向马氏体转变,产生体积膨胀,组织应力就开始出现,在温度200 ℃以上时,板条马氏体的塑性好,通过变形得到应力释放[9]。随着管子温度的不断降低,片状马氏体含量越来越高,应力逐渐增大,加上水冷淬火降温较快,片状马氏体瞬间形核,瞬间长大,互相高速撞击,塑性低的淬火组织协调变形能力差,应力释放受阻,应力集中瞬间增加且得不到释放,超过材料强度极限时就会导致裂纹。
3 改进建议
通过以上两种不同类型缺陷产生原因分析,分别提出针对性的消除缺陷措施。
3.1 提高模具质量,解决内表面直道缺陷
对于内表面直道折叠缺陷:提高热轧模具的表面质量,生产前对轧辊、芯棒等主要模具的表面质量进行检查,生产过程中,及时检查钢管表面质量和主要模具表面质量,如果有影响质量的问题及时修磨或更换相应工具。
3.2 改进淬火工艺,消除淬火裂纹
降低管子淬火加热温度到870 ℃,减少温度应力;采用水淬/空冷循环淬火冷却方式[10-13],当管子表面温度200 ℃左右,提出水面空冷,心部温度向表层温度传递,生成的马氏体组织得到及时自回火,表层和心部应力集中状态得到改善,随后再及时淬入水中,进行第二阶段淬火冷却,当管子外表面温度160 ℃左右,再提出水面转为空冷,表层和心部应力集中状态得到改善,随后再进行第三阶段淬火冷却,淬后温度90 ℃以下,提出水面,淬火过程结束。采用改进的热处理工艺生产钢管,钢管经过探伤和表面质量检查后发现,质量良好,无轧折和裂纹,合格率100%。采用改进工艺生产的钢管显微组织和晶粒照片如图4 所示。
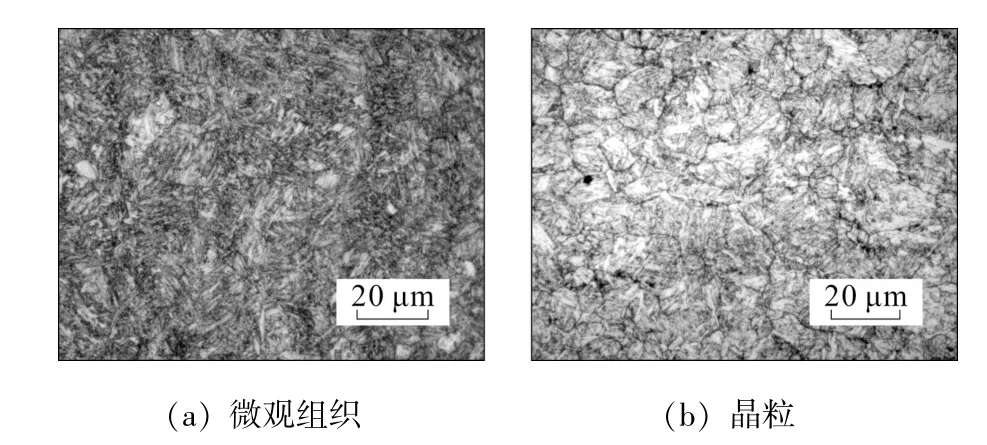
图4 采用改进工艺生产的40CrMnMo 钢管的组织和晶粒
由图4 可以看出,采用改进的热处理工艺生产的钢管组织是回火索氏体,碳化物均匀分布,组织细小,晶粒平均直径20 μm,平均晶粒度8.0 级,为良好的力学性能提供了基础。采用改进工艺生产钢管的力学性能见表2。
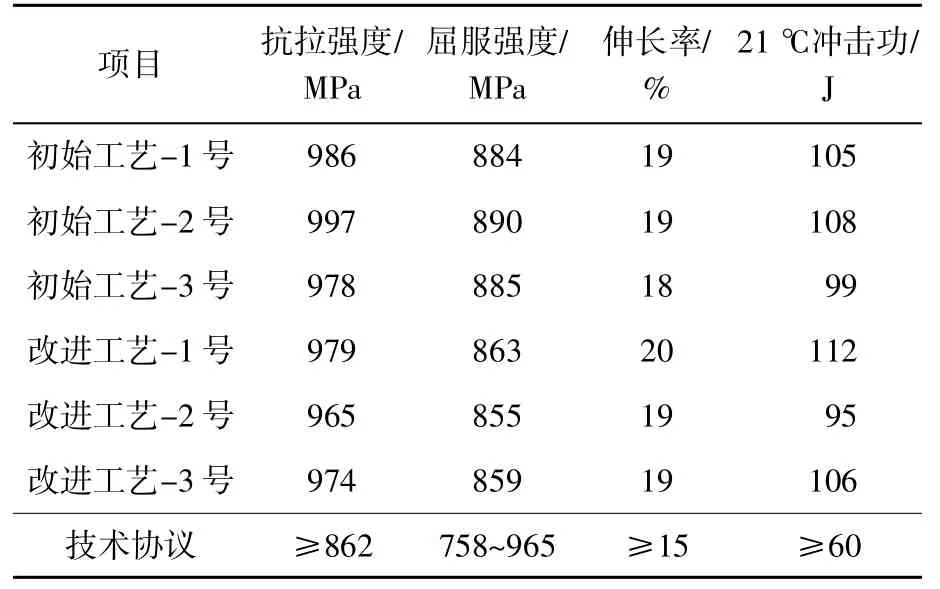
表2 采用改进工艺生产的40CrMnMo 钢管的力学性能
由表2 可以看出,采用改进后的热处理方案生产的钢管强度和韧性优异,力学性能与初始工艺基本一致,这说明通过适当降低淬火温度,采用水淬/空冷循环淬火方式,不但有效降低了淬火过程中的应力集中,有效避免了淬火裂纹,而且材料力学性能合格且稳定,为类似材料的生产提供了参考工艺。
4 结语
(1)钢管内表面直道缺陷的深度约1 mm,脱碳层厚度为0.1~0.2 mm,是轧制工模具表面缺陷导致的轧折;淬火裂纹缺陷的深度为2~7 mm,脱碳层厚度不大于0.1 mm,是淬火冷速过快导致的缺陷。
(2)钢管内表面直道缺陷解决措施:提高钢管和主要工模具表面质量的检查频次,提高工模具的表面质量,及时修磨和更换。淬火裂纹缺陷解决措施:降低淬火加热温度,采用水淬/空冷循环淬火方式,降低淬火应力。
(3)经过改进热处理工艺生产的钢管力学性能:抗拉强度、屈服强度、冲击功和伸长率都符合技术协议要求,有效避免了淬火裂纹,而且材料力学性能合格且稳定。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:20
煤气与热力(2021年9期)2021-11-06 05:22:56
装备制造技术(2020年1期)2020-12-25 05:18:00
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2017年6期)2018-01-19 02:41:00
上海金属(2016年1期)2016-11-23 05:17:24
锻造与冲压(2016年21期)2016-07-18 12:04:06
设备管理与维修(2016年7期)2016-04-23 06:51:38
