
终温对油基钻屑热解产物分布和特性影响
2023-10-14 07:53邵志国任雯许世佩聂凡许毓刘龙杰谢水祥李兴春王庆吉谢加才
化工进展 2023年9期
邵志国,任雯,许世佩,2,聂凡,许毓,刘龙杰,谢水祥,李兴春,王庆吉,谢加才
(1 中国石油集团安全环保技术研究院有限公司,北京 102206;2 中节能工程技术研究院有限公司,北京 100082)
中国是世界上最大的原油进口国,随着经济的发展,对石油和天然气的需求将继续上升,并在几十年内达到峰值[1-2]。页岩气/油是一种储量巨大的重要新型能源,是我国解决巨大能源缺口的关键。中国是继美国和加拿大之后第三个实现页岩气商业开发的国家,也是全球第三大页岩气生产国。然而,随着页岩气工业的快速发展,开采地出现了许多严重的环境问题,特别是产生了大量的危险固体废物。根据钻井过程中使用钻井液的类型分为清洁水钻屑、水基钻屑和油基钻屑。其中,油基钻屑的组成最为复杂,主要包括重金属、总石油烃(TPH)和可溶性盐[3]。油基钻屑产量大,仅在重庆的页岩气区年产量近百万吨,未经处理排放后会导致严重的环境污染。
国内外对油基钻屑的处理方法开展了大量研究,主要包括焚烧、再注入、溶剂萃取、热脱附、生物修复等多种方法。综合考虑对环境的二次影响、可操作性和处理成本,生物修复、热解和高级氧化在众多技术中脱颖而出,其中表现较好的处理效果如表1 所示。从表中可以看出,在三种方法中,热解对污染脱除效果最为明显。主要因为热解过程中在惰性气氛下的高温能有效地分离固体、气体和液体[4]。热解技术对物料普适、工艺简单、处理灵活、效率高、占地小,兼具资源回收利用,从而成为油基钻屑处理热点技术[5-8]。郭亮等[9]采用锤磨式热解技术,处理后的固相含油量低于1%,回收油品质不变,不凝气达标排放。杨华龙等[10]发现热解温度高于450℃、恒温时间超过10min条件下,热解残渣油含量降至0.3%(质量分数)以下,热解油主要组成与柴油相似。郭文辉等[11]发现550℃、45min停留时间为油基钻屑热解过程中残渣的含油率、油的回收率以及不凝气体产量的最佳综合工艺参数。
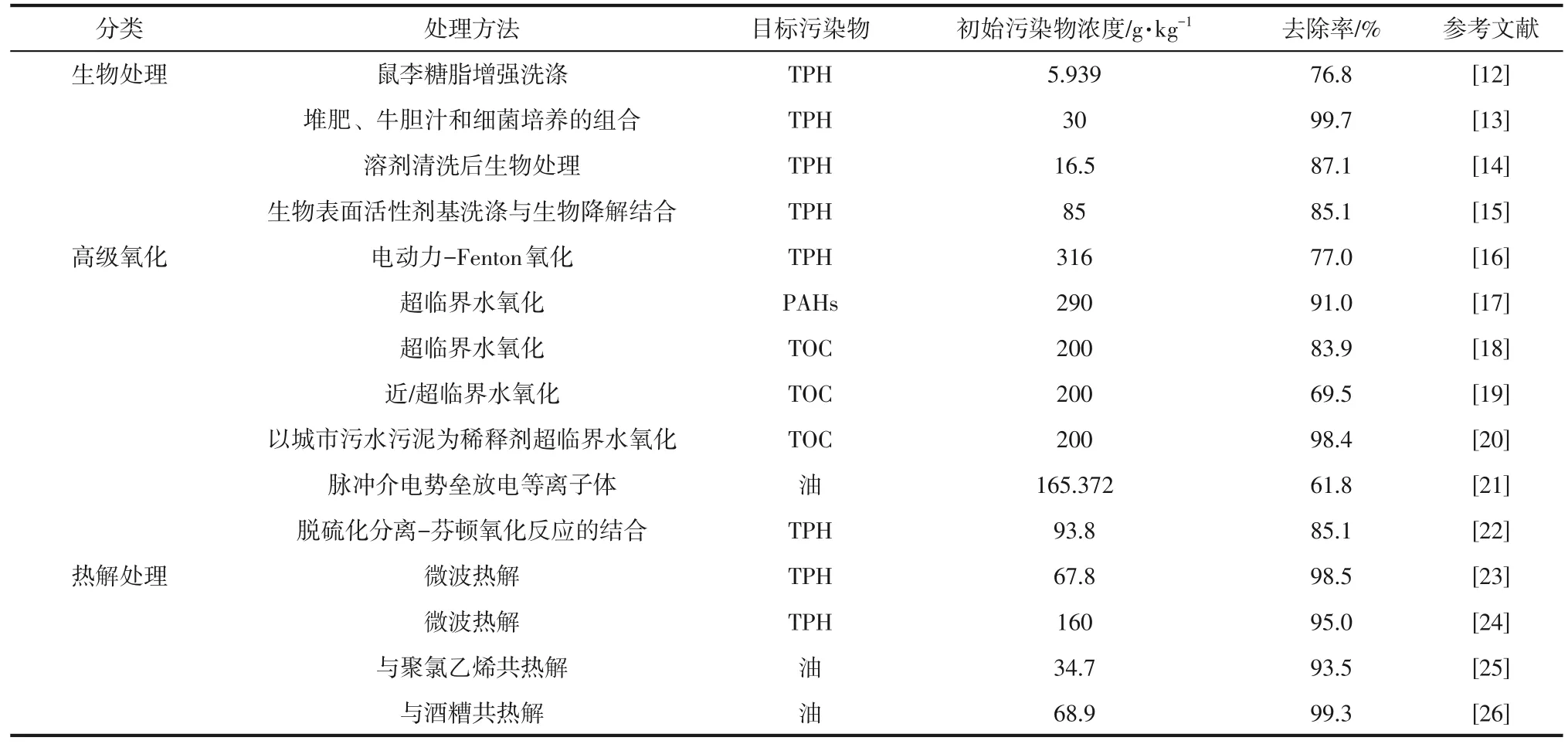
表1 不同油基钻屑处理方法及其效率
从上述的研究中可以发现,热解工艺和参数是影响热解产物的重要因素,其中热解终温是影响油基钻屑热解效果的最重要因素,之前的研究聚焦于残渣的含油率以及部分油气产物组成分析,但是物料热解全面的产物分布研究较少,尤其是其热解过程中臭味污染物的排放特性。物料热解的产物分布可以指导整个工艺的收集装置规模设计、能耗计算以及工艺成本核算。尤其不同热解温度下的产物分布直接决定了整个工艺的操作温度选择以及能耗。本文选用红外热源的固定床反应器对油基钻屑进行不同温度下的热解研究,该反应器在煤、页岩油、生物质热解的产物分布计算都取得了良好的应用[27-29]。本文全面研究了不同温度下油基钻屑热解的产物分布,通过热重-质谱-红外联用分析了油基钻屑在不同温度的热脱附特性,收集红外快速热解反应器热解的三相产物并对收集的产物进行成分分析。通过该研究阐明了油基钻屑在不同温度下的热解特性,可为油基钻屑热解工艺和装置设计提供基础数据。
1 实验部分
1.1 实验原料
实验选用四川长宁威远页岩气示范区的白油基油基钻屑,采用的原始油品性质如表2所示,其工业分析和元素分析结果如表3 所示[30-31]。工业分析显示样品中的挥发分质量分数高达20.38%。根据元素分析,样品的氢碳原子比为1.15,氮硫质量分数分别为0.15%和4.05%。因此可以通过热解获得高收率、高品质热解油,但是整个过程中可能会存在硫逸散到空气中的污染隐患。
由表4可以看出,钻屑中所含元素除C、H、O外,含量最高的元素依次为Si、Ca、Al、S、Fe 五种元素。

表4 油基钻屑(干基)全元素XRF分析(质量分数,%)
1.2 实验方法
本实验使用实验室自主设计的、由上海翰军科技有限公司加工的红外加热反应器,反应管为石英玻璃材质。管子高50cm、粗3cm,在加热区的下沿烧结石英筛板,保证通气的同时承载样品。加30g 样品后通入0.5h 的高纯氮气创造惰性实验气氛。通过程序升温,以10℃/min升到实验终温后维持0.5h。实验结束后停止加热,整个热解过程的油气经过液氮杯进行油水分离,使用50mL/min 的高纯氮气作为载气,尾气气袋收集,等实验结束之后取出U形管,待其温度升至室温,管内所有的冷凝气挥发后混同氮气通入大气袋,实现气液分离(图1)。整个过程中5mL/min的氮气载气持续通入,该气速通过安捷伦手持质量流量计精确测量,记录下整个实验包括后续通氮气的时间,而且假定在热解过程中几乎不生成氮气,故认为气相色谱测出的所有氮气均为载气和极少量实验过程中混入的空气。然后通过测出的O2浓度内标出混入空气中的氮气量,扣除这一部分空气中的氮气后的所有氮气作为已知体积(流速与通气时间算得)和已测浓度的内标物(气相色谱测出的内标物),标定所有剩余气体量,最终得到煤气收率,产物分布根据图2计算[32]。

图1 实验流程图

图2 产物分布计算
1.3 产物分析和表征
热重分析(NETZSCH-STA449F3)准确称量10mg 油基钻屑样品,载气选用纯度超过99.999%的高纯氩作为载气,载气流速为100mL/min,升温速率为10℃/min,测试温区为30~1000℃,挥发分进入四级杆质谱仪和气体红外仪进行分析表征。
热解气通过安捷伦微型气相色谱进行表征,型号为Micro Agilent 3000。热解油的组成分析采用气相色谱-质谱联用仪(GC-MS, Shimadzu QP-2010Ultra)。热解油的馏程分析采用模拟蒸馏(Agilent 7890A)。固相残渣的含油率测定参照CJ/T221—2005标准利用溶剂萃取出油品后使用红外分光测油仪分析液相含油量,最后反推出固相残渣含油量。
2 结果与讨论
2.1 温度对油基钻屑热解的实时影响
图3展示了热解温度对油基钻屑脱附的实时失重结果,在50~250℃之间即出现最强的失重峰,失重率为8.37%,这主要是因为水与低沸点油分脱除。碳酸盐等矿物质分解温度超过450℃,总失重量达到17.37%,分三个阶段,分别对应MgCO3(533℃)、CaMg(CO3)2(白云石,700℃)和CaCO3(840℃)。从DSC 曲线上能看出,油基钻屑整个受热过程中没有放热阶段,每个失重峰都对应着一个吸热峰。根据质谱信号值的强弱可以将生成的气体分成三个数量级,并从强到弱依次绘制于图3(c)~(e)中。其中CO2的峰强度最高,其峰与热重失重峰一一对应,且因为CH4、CO、CO2、H2O 和固定碳在高温状态下存在一系列的可逆反应,因此可以发现这些气体的信号值与CO2信号保持同步。除此之外,H2O 在100℃出现一个明显的自由水脱附峰。在图3(d)中可以看出H2S从450℃开始大量生成,在500℃达到峰值;SO2在500℃开始大量生成,在850℃出现SO2的最强峰,该处峰源于矿物质分解。C3H6作为长链烃的主要碎片。从一定程度上反映了热解油的生成,与热重的失重率峰一一对应。在图3(e)中可以看出,在油基钻屑中的油挥发的主要时期也是苯和苯酚这类芳香烃产生的主要区间。羰基硫(COS)这种含硫污染物的生成区间也与H2S 和SO2完全一一对应,这主要因为固相中的含硫有机基团的分解温度集中在这几个区间,形成相应的气体产物。通过H2S 和SO2的峰面积对比可以发现,在热解温度区间硫主要以H2S形式进入气相。
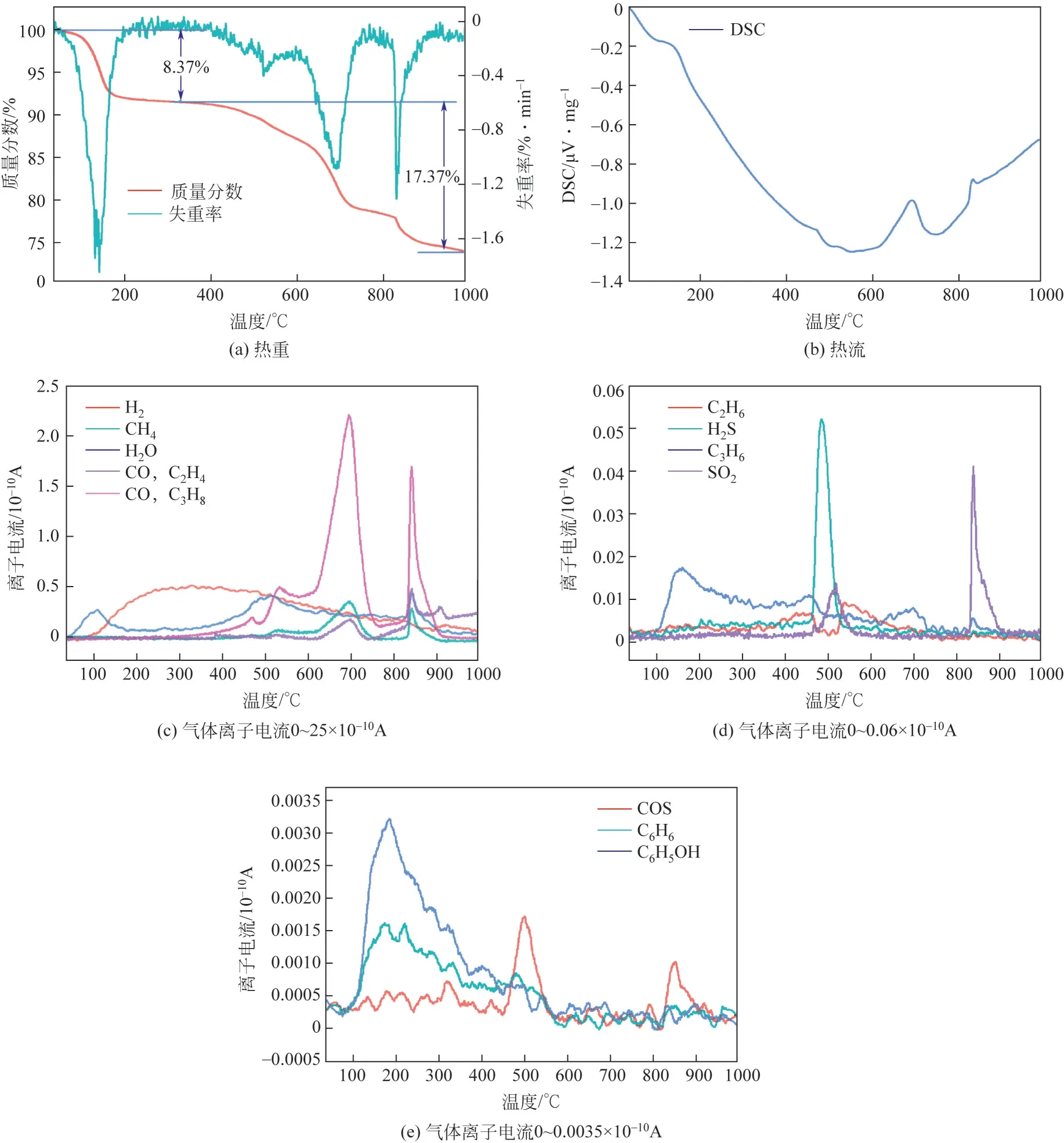
图3 油基钻屑热重-质谱联用
图4是油基钻屑热重气体红外三维图。可以看出红外最强峰出现在178℃的低温区,其2930cm-1处为链烃C—H 键的伸缩振动峰,这与1380cm-1和1450cm-1的C—H 键的弯曲振动峰相呼应,这两组特征谱带数据同时证明了这个温度段逸出了大量的链烃,这也与失重曲线相对应。与热重相对应的是出现三个CO2的逸出峰,温度与热重失重峰一一对应,其特征波数为669cm-1和2313cm-1,分别对应C= = O双键的弯曲振动和不对称伸缩。
等高线上侧图为特征峰强度随着温度的变化图,可以看出2924cm-1处为链烃C—H 键的伸缩振动峰,在178℃附近达到最高,这也与热重中油品脱附的主峰对应。特征波数为669cm-1和2313cm-1的C= = O 双键的特征峰在713℃和852℃出现两组强峰,这与热重中矿物质中碳酸盐分解相对应。右侧图为峰强度较高的对应温度(178℃和713℃)的红外衍射图,从178℃的红外衍射图中可以看出,三维图中最强峰2930cm-1对应的峰还有一个位于2850cm-1的肩峰,这两个峰对应着R2CH2的伸缩振动,同时还有2955cm-1处的—CH3的伸缩振动峰,这些峰统一证明在该温度下失重主要是因为油品的热脱附,尤其是长链烃的脱附。713℃的红外衍射峰主要表现为2313cm-1处的C= = O 不对称伸缩振动和667cm-1处的C= = O面内弯曲振动峰。
2.2 热解终温对油基钻屑热解的影响分析
2.2.1 产物分布
图5为油基钻屑热解产物分布情况,所有的实验物料守恒均大于99.09%,这说明该实验设计合理,全流程产物收集完全,固液气三相产物收率计算方法真实可靠,实验重复性高。产物分布的温度区间可以分为两个部分:第一部分就是450℃之前,这一段主要是随着温度的升高残渣产率缓慢降低,油水气产率缓慢升高,变化幅度不大;第二部分就是450℃之后,随着温度升高油水产率变化幅度不大,但气固产率变化幅度明显增大。同时参考热重气体质谱,在450℃之后H2S 大量生成,因此油基钻屑热解最佳温度为450℃,既可以保证油气脱附完全又可以控制污染物从固相中逸出,降低臭味气体的产量。

图5 油基钻屑热解产物分布图
2.2.2 残渣分析
图6 是残渣的含油量图,随着热处理温度从250℃升高至450℃,热处理之后的残渣油含量逐步从0.36%下降至0.08%,当温度达到500℃后,残渣油含量基本维持在0.05%。
表5为不同温度残渣的特性,从表中可以看出随着热处理温度的上升,灰分质量分数逐步从82.30%升高至95.80%,这主要是因为挥发分逐步脱除,灰分逐步浓缩至固相,这也与固相的元素分析中C、H含量均持续下降相印证。与此同时,固相中N 的含量逐步降低,而硫的含量基本维持不变。
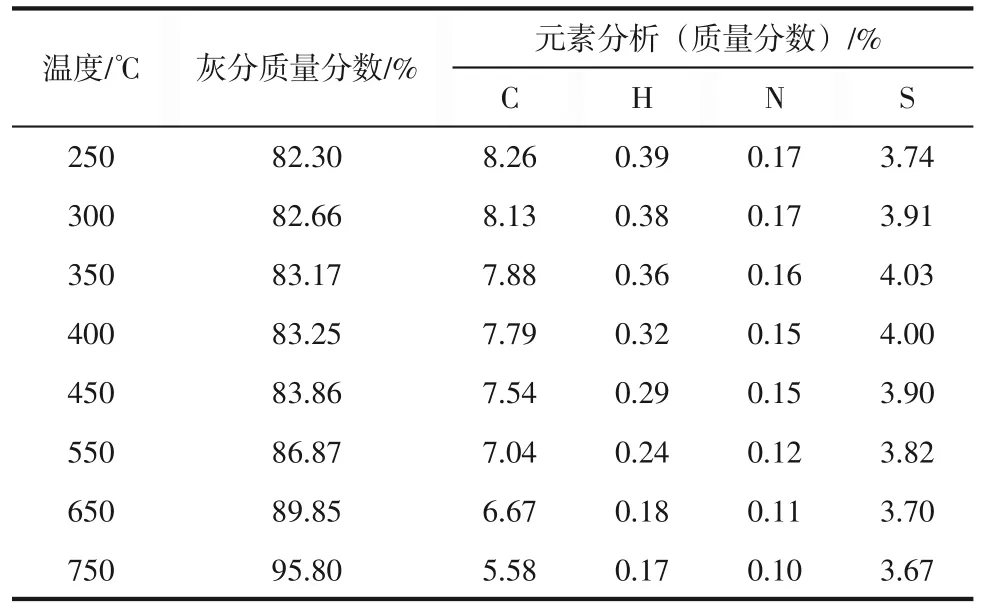
表5 不同温度残渣特性
2.2.3 气体分析
图7为油基钻屑在热处理温度的气体产量。总体来说,随着热处理温度的升高,所有气体的产量均有不同程度的提升,其中400~450℃是个分界温度,在这个温度之前各气体产量变化幅度较低,在450℃之后各气体产量明显上升。从每类气体来看,小分子脂肪烃气体的产量基本类似,350℃是小分子脂肪烃初始产出温度点,这个温度是脂肪烃中的C 与O、N 和S 间的共价键断裂的温度[33]。550℃是小分子脂肪烃产量二次提升的温度点,该温度为脂肪烃中的C 与C 间共价键断裂的温度[33]。链烃、H2和H2S气体产量从无到有逐步上升。CO与CO2收率趋势几乎相同,只是CO 收率上升点比CO2滞后100℃左右。这是由于CO2主要来自脂肪族、芳香族羧基和羧酸基,即使在低温下也很容易分解,而CO 的形成主要归因于酮、杂环基团和醚键,而相比较而言这些官能团分解温度较高。
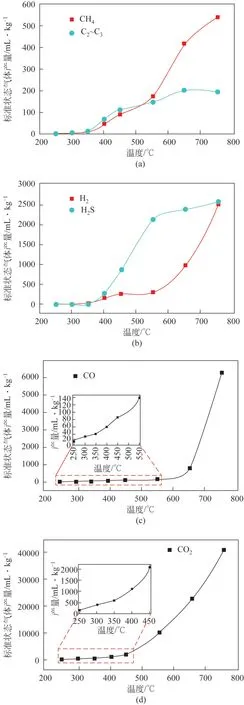
图7 油基钻屑在不同热处理温度的气体产量
在350~450℃之间硫化氢含量快速增长主要由于油基钻屑中有机硫的逐渐分解,450℃之后有机硫逐渐消耗完毕,无机硫黄铁矿开始分解生成单质硫,单质硫与烃类反应可生成大量的硫化氢。同时氧化剂的硫酸根将烃类中价态较低的碳元素氧化为高价态,同时硫酸根中的硫元素被作为还原剂的烃类还原成低价态,其中一部分以硫化氢的形式存在,这几个途径是油基钻屑热解硫化氢的主要来源。
2.2.4 油品分析
图8 为250℃油基钻屑热解油的GC-MS 结果,白油基的热解油在20~30min 区间内出现强鼓包,这主要是由于白油具有复杂的同分异构体组成,这些同分异构体的极性、沸点等理化参数接近导致其无法通过色谱柱的程序升温分离,导致其与柴油基回收油的长链烃GC-MS 结果大相径庭。这也导致GC-MS 的峰无法有效积分获得面积,因此无法半定量地分析回收油的组成。但是从图中鼓包峰的始末峰对应的物质也能发现一些油的信息,这些碳数主要集中在C13~C21,其中以C17附近产物最为集中,油的碳数与柴油相当。
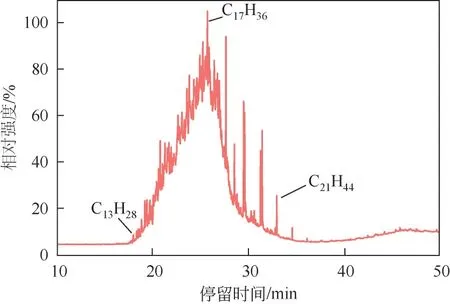
图8 油基钻屑热解油GC-MS
图9为不同温度的油基钻屑回收油的模拟蒸馏数据,从结果中可以看出,与GC-MS 数据互相印证的是,所有的油沸点几乎集中于柴油区间,在250~450℃其沸点从柴油温区趋向于向汽油和VGO区间歧化。这主要因为在450℃时油品出现了一定的歧化反应,脂肪烃在较高温度区间出现了缩聚和断链现象。

图9 热解温度对油品馏程影响
表6为不同温度热处理回收油的特性,可以看出温度对油的品质影响不大,所有油品的碳质量分数在84.78%和85.36%间波动,氢质量分数在14.08%~14.70%间波动,氮质量分数在0.3%~0.6%间波动,硫元素质量分数集中在0.16%~0.29%之间。所有氮和硫质量分数较低,均低于0.6%,且H/C 比均接近于2,说明热处理回收油的成分主要为饱和脂肪烃。
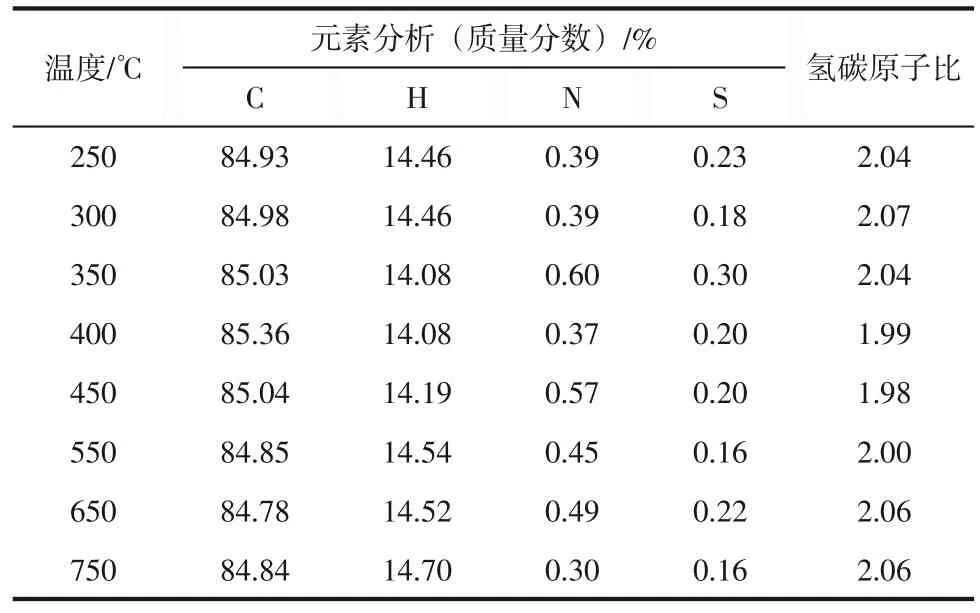
表6 不同温度热处理回收油元素分析
从热处理回收油元素分析均值与俄罗斯原油和大庆原油对比结果(表7)可以看出,热处理回收油的平均碳质量分数为84.98%,小于俄罗斯原油的85.62%和大庆原油的85.78%;热处理回收油的平均氢质量分数为14.38%,大于俄罗斯原油的12.65%和大庆原油的13.17%;热处理回收油的平均氢碳原子比为2.03,大于俄罗斯原油的1.77和大庆原油的1.84。从碳氢元素的分布情况可以看出热处理回收油的品质明显优于俄罗斯原油和大庆原油,具有较高的经济附加值。同时对比氮硫元素可以看出,热处理回收油中对环境污染较大的氮硫元素总质量分数0.65%,分别为俄罗斯原油氮硫元素总质量分数1.73%(占38%)和大庆原油氮硫元素总质量分数1.05%(占62%),其精馏提纯过程对环境污染远低于原油,因此从氮硫含量角度出发,热处理回收油的经济价值高于石油原油。
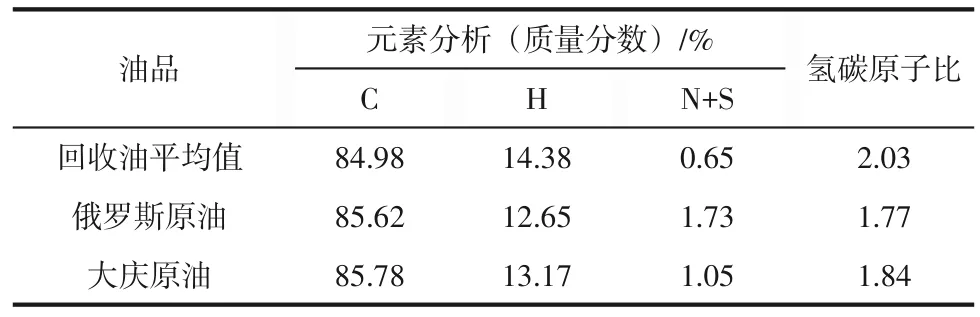
表7 热处理回收油与原油对比
3 结论
(1)随着热处理温度升高,固相残渣收率明显降低,气相收率明显升高,油水收率缓慢升高。在超过250℃之后固相中的油基本完全脱附,增加热解终温可提高油基钻屑热脱附油回收率,但是在超过450℃之后,提升幅度不明显。
(2)热处理之后的残渣油含量逐步从250℃的0.36%下降至450℃的0.08%,当温度高于450℃后,残渣油含量基本维持在0.05%。热解回收油组成主要为白油,沸程与柴油相当,油品硫氮含量不高,品质远优于俄罗斯和大庆原油。油基钻屑热解的气体总产量随着热解温度的升高逐步升高,油基钻屑中含硫组分主要以H2S 形式逸出,在温度超过450℃时开始大量逸出。
(3)热解终温对油基钻屑产物分布有较强影响,本研究为油基钻屑中试及工业示范项目提供了一个最佳终温的指导,出料端物料温度低于250℃,无法保证油气脱附干净,而加热区间温度超过450℃时,个别位点含硫组分大量逸出。对于中试及工业项目中处理量较大的情况以及物料间传热速度较慢等,需要在设计过程中增加物料在加热段的停留时间,同时增加物料的搅拌反混以提升物料间的传热速度,不能片面地提升加热温度。
猜你喜欢
云南化工(2021年9期)2021-12-21
军民两用技术与产品(2021年8期)2021-11-24
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
模具制造(2019年10期)2020-01-06
钻采工艺(2019年2期)2019-04-25
焊接(2016年2期)2016-02-27
塑料包装(2015年2期)2015-12-20
山东冶金(2015年5期)2015-12-10
化工进展(2015年3期)2015-11-11
四川化工(2014年2期)2014-05-05
