奥氏体不锈钢焊缝超声检测对比试块的改进
2023-10-12 04:52:44郭黎群洪君华魏高洋
化工管理 2023年28期
郭黎群,洪君华,魏高洋
(台州市特种设备检验检测研究院,浙江 台州 318000)
0 引言
承压设备选用材料比较广泛,每类材料都有其特有的物理和化学特性。从材料的组织特点分析,常用的奥氏体不锈钢材料及焊缝组织与其他碳钢、低合金钢材料有非常大区别。通常标准会要求选用标准试块做仪器和探头的系统校准,比如零偏和扫描比例校准;用CSK-IIA 对比试块调节仪器的幅度和声程的关系,由于奥氏体不锈钢材料不但与其他钢材料的性能差别大,不同牌号的奥氏体不锈钢材料纵波声速差异也很大,所以对比试块的制作应选用实际产品制造的型号材料,并用同样的焊接方法形成焊缝。
1 奥氏体钢对比试块的特征
奥氏体钢焊缝的超声检测一直存在一些比较复杂技术盲区,这与其独特的金相组织的结构和特性有关。奥氏体组织本身晶粒较大,在超声检测中声束的波长大小将影响其在奥氏体钢中的传播效率;其次材料的各向异性,体现晶体在不同方向上的弹性模量、硬度和折射率等方面的差异[1]。超声波声束在奥氏体不锈钢试块焊缝中传播,即使遇到的人工反射体是想同深度,但由于在焊缝截面中所处的水平位置不同,接触的金相组织大小和方向就不同,并且声束与焊缝中的晶粒结晶方向的接触角度不同,使得超声波在焊缝中来回途径的声程长度差别很大,故得到反射体回波的衰减幅值变化也很大,所以不能采用碳钢试块的调试方法,即只采用单一纵向反射体进行的DAC 曲线的校准,并与产品检测的缺陷回波分贝值相比较,来确定缺陷的大小和位置。对奥氏体不锈钢对比试块的调校即要准确反映回波反射当量大小,也要正确显示反射体的实际位置,但是由于材料的各向异性的存在,若对每一个区域都去测定反射体的回波当量大小和位置,这在实际工作中是不现实的,在一定的范围内标准也允许有一定幅度的大小变化,相当于认为满足了实际检测要求,所以检测中在覆盖了标准的要求下,可以提供少量的反射体数量,来满足标准的检测要求。但是不锈钢焊缝超声检测的特点还是应明确,即超声横波声束进入奥氏体不锈钢焊缝后,声束散射较严重,衰减较大,指向性偏离;而纵波相对散射较轻,衰减较少,指向性明确。所以为了更好的符合实际的检测结果,对比试块的制作应考虑到这些特性。
2 奥氏体不锈钢焊缝对比试块的改进方面
在NB/T 47013.3—2015 附录I 中,奥氏体不锈钢对比试块的形状是矩形,在中部设置一条对接焊缝,人工规则反射体横孔只能加工在焊缝横向端面,由于在母材处扫查所需要一定的探头移动区宽度,因而母材宽度需要设计较大的尺寸,这样设置将不利于在焊缝内加工横向人工缺陷来调整横向缺陷的检测灵敏度;另外由于焊缝中奥氏体金相组织的自身特点,声束在焊缝传播过程中会发生散射和进一步折射,影响了对反射体的定位,所以将奥氏体不锈钢对比试块做了些改进,以满足其特定的需求。
2.1 形状的变化
在标准NB/T 47013.3—2015 中的形状时呈矩形,这次将其设计形状呈L 形,即在试块一端沿焊缝中心轴线截去一角,见图1。
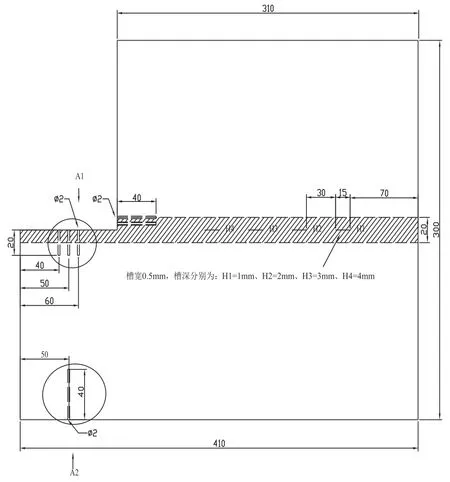
图1 新设计试块
标准中的试块只能在焊缝的两个横向端面加工横孔反射体,这种人工反射体在近场区和远场区都表示,其只能单一提供了纵向条形缺陷的特征,不能全面的展示奥氏体不锈钢的各类缺陷的内容,譬如不同方向上缺陷声压大小的变化,表面裂纹的检测盲区范围以及根部未焊透等缺陷的检测灵敏度不同。而在试块一端沿焊缝中心轴线去掉一角,将多提供了一段焊缝纵向端面,除了保留原先的人工规则反射体,还可以利用这一端面来加工焊缝横向人工规则反射体。通过这一端面的有效利用,丰富了各个方向的超声波声场反映,提供了多层面的灵敏度校准,适应了奥氏体不锈钢的焊缝特点。
2.2 焊接坡口形式的变化
在承压设备产品的制造过程中,会采用焊条电弧焊、氩弧焊和埋弧自动焊等常规焊接方法,尽管不同的焊接方法会产生不同大小的热输入量,但通过试验的金相图中测得的晶粒尺寸,得出不同的焊接方法不会影响晶粒的尺寸变化[2]。但不同的焊缝工艺会影响焊缝组织中的晶粒结晶方向,不同的结晶方向与超声波声束的传播方向夹角大小不同,对超声波声束在焊缝中的传播的衰减和散射的影响区别很大。为了更好地反映产品焊缝的实际质量情况,试块的焊接接头采用的焊接工艺宜和产品的工艺相一致。从对奥氏体不锈钢采用不同焊接方法的金相图来分析,在相近的厚度下,不同的焊接方法所显示的金相组织结构和尺寸来看,没有明显的区别。所以采用不同的焊接方法可以作为其他方法的对比试块。但焊接坡口的变化会改变晶粒的结晶方向,从而影响反射体灵敏度的大小,所以在对比试块的焊接坡口采用了双面焊坡口,见图2。

图2 焊缝双面焊坡口
试块和产品的焊接坡口的形式还是应该相一致。在相同焊缝厚度的检测中,由于单面焊和双面焊的不同构造,超声波声束在焊缝中传播的实际声程是不同的,从而影响超声波在焊缝中的衰减的变化,在确定缺陷的当量尺寸的大小会发生误差。在实际产品中,主要焊缝在考虑焊接方便性和焊接变形的控制上,会优先选择双面焊焊接方式。
2.3 增加矩形槽人工规则反射体
新试块应该体现焊缝上下表面的超声检测盲区范围,所以在焊缝表面增加矩形槽人工规则反射体。对于焊缝坡口双面焊的试块,将焊缝上下两面中宽度较窄那面焊缝磨平。双面焊时,一般先将坡口宽度较窄这面先焊完,再将另一面焊缝坡口清根后盖面焊。通常产品焊缝外部这面无特殊要求不打磨,且这面焊缝宽度较宽,为使试块与实际情况保持一致,试块这一面焊缝选择保留焊缝外观形状;而另一面为了扫查方便把焊缝磨平,然后在焊缝中心沿焊缝纵向加工一组不同深度,长度30 mm 和宽度0.5 mm,间距为15 mm 的矩形槽,见图1 所示。矩形槽的人工缺陷主要是模拟表面裂纹和根部未焊透缺陷。
3 人工规则反射体的校准作用
3.1 测定表面裂纹的盲区深度试验
在焊缝磨平这一面进行探头扫查,主要是用来测定表面裂纹的盲区深度试验。由于这一组矩形槽的深度分别为1 mm、2 mm、3 mm 和4 mm,测试时可以在人工规则反射体这一面母材移动区垂直焊缝前后扫查,以确定超声波检测的表面盲区范围。
3.2 确定焊缝根部缺陷的检测灵敏度和定位偏移量
在另一面母材处垂直焊缝前后扫查,一方面来确定焊缝根部缺陷的检测灵敏度,同时于奥氏体焊缝金相组织晶粒较大,声束在焊缝中传播时会发生散射现象,声束折射角会发生偏移,所以在缺陷的定位上面会发生偏离,通过测试可以确定偏移量。
4 增加横向横孔人工反射体
NB/T 47013.3—2015 附录I 中,奥氏体不锈钢对比试块的焊缝时单面焊,只在焊缝单侧检测时,声束应经过焊缝金属利用熔合线的横孔制作DAC 曲线来确定灵敏度。双面焊坡口形式的焊接工艺是在焊接接头一面焊接后,另一面经过清根处理后,再进行焊缝的盖面焊接,这样对焊工的焊接技术要求没有单面焊高,容易保证焊缝根部质量,减少焊接变形。在锅炉和压力容器的制造中,大量采用双面焊坡口形式,所以模拟试块采用的焊接坡口形式应该和实际产品的焊接相一致。由于奥氏体焊缝组织各向异性,超声波声束在焊缝和母材中的声速是不同的,所以在试块的焊缝中心和焊缝熔合区制作不同深度的φ2×40mm的横孔,来分别测试声束在母材、全焊缝和半焊缝的灵敏度区别。在试块平端部的焊缝中心端面按不同的深度分别制作横孔,这位置的人工反射体除了可以确定焊缝中的灵敏度,还可以修正反射体回波的深度和水平位置偏移量,从而为检测缺陷的位置进行精确校准。在另一端面由于保留了一半焊缝,由于母材和焊缝熔合区的金相组织的晶粒尺寸区别很小,所以在其端面的焊缝熔合线上制作横孔。熔合线上的横孔的作用有两个,其一是为了比较奥氏体钢母材和焊缝对超声波声束的衰减和反射的差异,将探头在母材处垂直焊缝进行扫查,使声束只经过母材区域,利用该熔合线上的横孔反射来制作DAC 曲线;其二是检测全焊缝时,为了确保声束完整经过整个焊缝截面,需要探头在另一侧的母材上垂直焊缝进行扫查,因为声束经过整个焊缝截面,超声波会发生相当大的衰减和散射,但是应确保扫查灵敏度在检测声程的范围内最远距离处反射体回波高度大于20%,信噪比应控制在2:1 以上。
在碳钢和低合金钢材料检测焊缝的横向缺陷时,依据NB/T 47013.3—2015 第6.3.8.4.6 款的要求需将各线灵敏度提高6 dB。材料是碳钢和低合金钢的焊缝金相组织是各向同性,而奥氏体钢焊缝的金相组织是各向异性,所以在对奥氏体钢焊缝检测横向缺陷时,仍然如碳钢那样将各线灵敏度提高6 dB 是不够的,所以在试块的L 端部的焊缝纵向端面垂直焊缝制作不同深度的横孔。在保留焊缝余高这面测试时,可将探头放置在焊接接头边缘与焊接接头中心线成不大于10°斜平行扫查;在不保留焊缝余高的这面测试,可将探头置于焊接接头表面作平行扫查。得到的测试值与纵向检测的灵敏度值进行比较,可得出奥氏体钢焊缝横向扫查需提高的灵敏度值。
这一组焊缝上横向横孔在纵向截面上的排列并不是垂直表面,而是与上表面成一定的夹角,见图3。
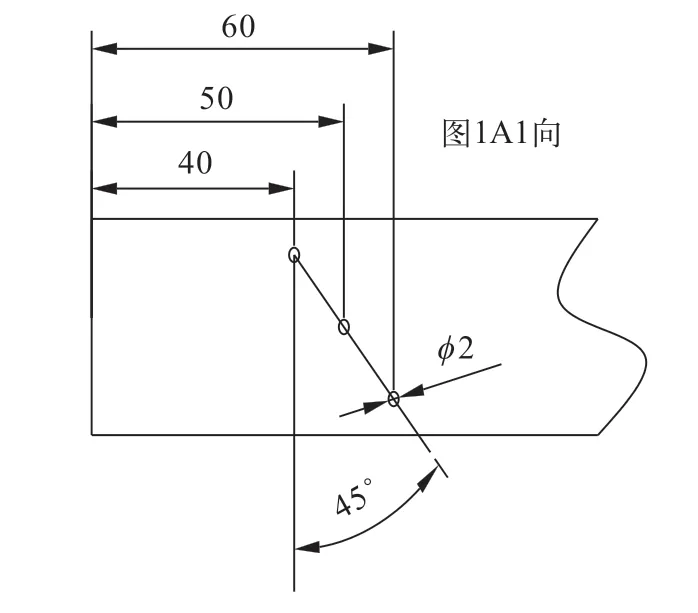
图3 焊缝横向横孔排列
因为奥氏体不锈钢的焊缝金相组织的晶粒大小和方向与母材中的晶粒尺寸差异很大,所以当超声波在奥氏体不锈钢焊缝中传播的声速与在母材中的值就会有很大的不同,因而不能简单利用母材处的人工反射体调校的声速来进行焊缝检测。常用的方法是先在碳钢制作的CSK-IA 标准试块作零偏校准和调节时基线比例,按水平或深度为基准调校,再将探头在奥氏体不锈钢母材上作时基线比例修正。但是奥氏体不锈钢焊缝与母材存在超声波声速的差异,所以修正过的超声波检测系统还是不能进行检测,需要进行二次修正。将时基线比例的调节放在带焊缝的奥氏体不锈钢试块上进行,实际上在根据现场试验中还发现[3],厚度不同的奥氏体不锈钢焊缝在校准时基线比例时,还是存在一定的变化。因此采用的试块厚度应该与需检测的工件厚度相近。
超声波在奥氏体不锈钢焊缝中的声速值,可以利用试块焊缝上横孔反射体来测量。由于奥氏体不锈钢焊缝检测需要用纵波检测,所以需要测量超声波的纵波声速。采用超声波直探头放置在试块焊缝横向横孔的上方磨平的一面,横向横孔是45°倾斜排列,可以测量不同深度反射体的纵波声速值,如果把这些测量值进行平均后就能得一平均值,这就是超声波的焊缝纵波声速值,一些试验中奥氏体不锈钢母材的纵波声速是5 820 m/s,焊缝的纵波声速是5 310 m/s,两者相差10%[4]。工件声速的改变,就会影响探头K 值的变化,继而也会改变基线比例,这样在超声波检测中对缺陷的定位就要考虑到这个变化。利用该试块的焊缝横孔反射体的测试,可以精确测量焊缝纵波声速,完成零偏和时基线比例的调节,完全符合奥氏体不锈钢焊缝定位、定量的检测要求。
5 增加母材处横向横孔
母材处增加一组不同深度垂直排列的横向横孔,横孔的尺寸任采用φ2×40 mm,分布在焊缝横孔的另一端面的母材方向,这样不会影响纵向横孔的调试校准,见图4。
这组人工规则反射体的目的主要有两个方面,其一是为了测试母材的超声波声速,垂直排列是为了更准确的提供探头声束出发点到反射体的水平距离,由已知的反射体深度就知道了声程,从仪器中获得的反射体传播时间就能算出超声波在奥氏体不锈钢母材处的声速;其二依托这一组不同深度的横孔,通过探头在表面垂直反射体测试校准,可以获得一组不同深度反射体的回波幅值,将各最高回波点连接得到母材横向的DAC 曲线,与纵向熔合线处的DAC 曲线对比,来确定下纵横向的灵敏度的差异。
6 结语
超声波的对比试块主要用于检测校准,对于奥氏体不锈钢制的产品一般需采用专用对比试块,在试块内就应充分考虑到反射体的种类、尺寸、数量和位置分布各种要素,才能满足奥氏体不锈钢制产品的检测校准和工艺性验证的需求。上述试块的设计全面涉及到奥氏体不锈钢材料晶粒的特性和焊缝金相组织的生成机理,既考虑到超声波声速在焊缝和母材中的变化,也顾及到声束的传播方向与晶粒的生长方向不同所产生的衰减影响。该试块的多项改进大大提高了检测校准的精度和效率,并为奥氏体不锈钢制产品的检测带来了更加准确的数据。
猜你喜欢
哈尔滨工程大学学报(2023年8期)2023-08-28 03:36:54
科学技术创新(2022年1期)2022-02-19 09:20:42
装备维修技术(2021年47期)2021-07-12 20:05:17
无损检测(2021年6期)2021-07-01 10:11:08
装备维修技术(2021年46期)2021-03-07 00:07:01
科学技术创新(2021年3期)2021-01-22 07:46:46
无损检测(2019年7期)2019-07-25 09:42:22
综合智慧能源(2018年11期)2018-12-18 11:47:16
指挥控制与仿真(2018年3期)2018-06-11 12:37:04
系统工程与电子技术(2016年11期)2016-11-11 08:22:53