
粮油厂蒸脱(DT)工序的废汽余热回收利用分析
2023-10-10 08:34朱光羽
机电信息 2023年19期
梁 浩 朱光羽
(1.广州市淞吉节能科技有限公司,广东 广州 510006;2.广东工业大学材料与能源学院,广东 广州 510006)
0 引言
当今社会大规模使用的天然气、石油、煤等能源都属于不可再生能源,如果对不可再生能源开发过度,极易产生能源危机,还会加速污染环境[1]。大气中NOx以及SOx排放的主要来源是燃煤电厂和工业、民用锅炉[2],这些排放物造成酸雨污染问题日益严重。燃煤不但是CO2生成的主要来源,而且排放CO2的同时也在大气中排放了很多粉尘,降低了空气质量[3-4]。数据显示,燃烧煤所排放的污染物占据我国大气中烟尘含量的70%以上,二氧化硫含量占比为85%,二氧化碳含量占比为80%[5]。
我国是一个发展中国家,但不能一味追求国民经济的发展,还要保护好环境,使经济增长持续进行。而解决此问题的主要手段就是广泛采用节能技术,实现节能减排,如此不但能降低生产能耗,还可以显著减少污染气体排放,一举两得[6-7]。
某粮油厂是耗能大户,主要生产食用植物油(大豆油)、饲料大豆粕、大豆磷脂产品,日处理大豆3000 t,精炼食用植物油600 t。该企业在生产过程需消耗大量蒸汽,由于煤炭价格上涨,厂用蒸汽成本持续上升,吨豆蒸汽费用上涨的幅度比较大,基本达到每吨上涨20~30元,对企业的生产经营产生了较大压力,亟待解决。
采用废汽余热回收技术是解决此问题的有效手段[8]。公司领导层高度重视节能减排工作的开展与实施,特邀请我单位相关技术人员对企业压榨车间蒸脱(DT)工序的设备用能情况进行深入分析,探索较为合理和有效的余热回收方法,为企业挖掘节能潜力,以便更大限度地降低企业综合能耗。
1 蒸脱(DT)工序的用能现状
1.1 蒸脱(DT)工序原理
蒸脱(DT)工序原理如图1所示。
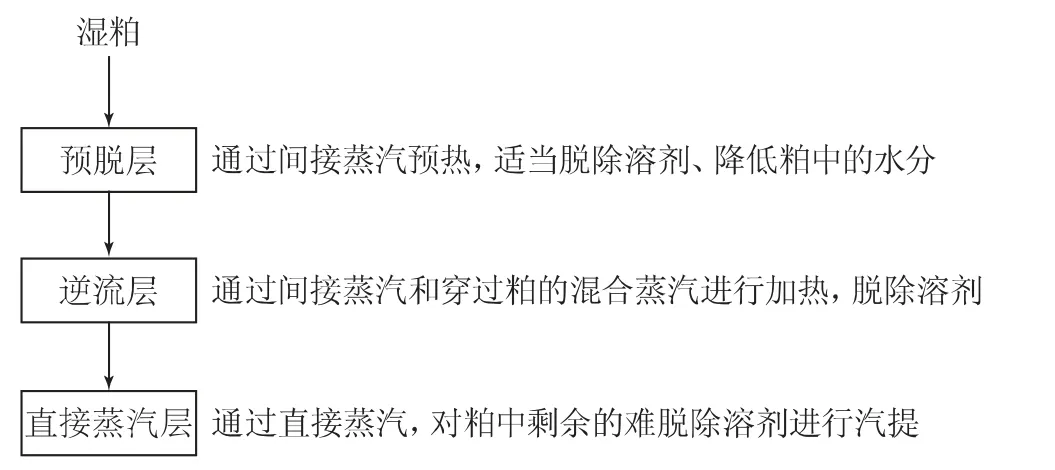
图1 蒸脱(DT)工序原理图
从图1中不难看出,此工序消耗了大量蒸汽,可以回收大量的废汽余热,有较大的节能空间。
1.2 蒸脱(DT)工序废汽热量回用现状
蒸脱(DT)工序的废汽热量回用现状如图2所示。

图2 蒸脱(DT)工序废汽热量回用现状
由图2不难看出,目前废汽回收系统中废气冷却器的设置是不合理的,它采用冷却水将温度为72.6 ℃的废汽进行冷却后全部排掉,显然没有回收这部分废汽余热。经过现场了解,这部分废汽的流量高达每小时3万m3以上,蕴含着大量的余热,应该对其加以回收,产生高压蒸汽供给生产之用,来实现节能减排的效果。
2 废气冷却器的节能原理
众所周知,蒸汽所携带的热量远高于热水,因此余热回收一般以产生蒸汽为主要目的。但由图2不难看出进入废汽冷却器的废汽温度只有72.6 ℃,显然在常压下是难以产生蒸汽的(水在常压下变成蒸汽的饱和温度是100 ℃),这也是本次余热回收的技术难点。因此,本文采用了真空加热的方式来回收废汽余热,其原理介绍如下:
水蒸气具有压力升高,饱和温度也相应提高的物理特性,如表1所示。

表1 水蒸气饱和温度和饱和压力的对应关系
例如,将废汽冷却器的压力设置为7 kPa(真空状态),此时水的饱和温度为39 ℃。当废汽冷却器的冷却水进水温度为40 ℃时,可以吸收废汽余热全部变为40 ℃的蒸汽。也就是说,废汽冷却器的冷却水一侧处于7 kPa的真空状态,而废汽一侧处于高于大气压的正压状态。经过废汽冷却器后,废汽放热温度由72.6 ℃下降到47.4 ℃,而冷却水吸热由40 ℃的液态水变为40 ℃的低压蒸汽,实现了回收废汽余热来产生蒸汽的目的。所以,本文提出的废汽冷却器余热回收方案如图3所示。

图3 废汽冷却器余热回收方案
如图3所示,首先启动真空泵,将废汽冷却器的水侧抽成真空状态,然后关闭真空泵。40 ℃的冷水经过废汽冷却器变成40 ℃的低压蒸汽,再经过电动加压泵,升压后变成120 ℃的蒸汽供给其他设备使用,这样不但回收了废汽的余热,而且提高了蒸汽的用能品味,可谓一举两得。
3 经济效益估算
3.1 废汽冷却器回收余热能力计算
经过现场测试,以图2(改造前)方式运行时,废汽冷却器的运行参数如图4所示。

图4 废汽冷却器运行参数图
测试数据如表2所示。

表2 实验与数据处理结果
由于企业是24 h连续运行,每年按8000 h计算,那么每年可以节约蒸汽量:1.215×0.8=0.972万t,为方便计算,按1万t每年计算。
根据产品样本,电动压缩泵压缩1 t蒸汽需要110 kW·h电,按0.7元/(kW·h)计算,推算出蒸汽压缩成本约77元。
目前采用集中供热方式,每吨蒸汽价格大概为250元,也就是说回收1 t蒸汽可为企业节约:250-77=173元。保守考虑,本文按150元计算。
3.2 余热回收效益计算
每年可以回收1万t蒸汽,每吨蒸汽价格150元,那么每年的经济效益为:1×150=150万元。改造总投资300万元,回收期为:300÷150×12=24个月,大约2年时间。
4 结论
本文在对粮油厂进行实地考察、测试和数据分析的基础上,对其蒸脱(DT)工序废汽热量回用进行了节能方案计算和分析。废汽余热回收主要采用真空蒸发技术和蒸汽电动加压技术,将40 ℃的冷却水变为120 ℃的蒸汽加以回用。经过初步测算,每年可节约蒸汽费用150万元,节能改造投资基本上两年左右可以回收,这对实际生产设计具有一定的指导意义。
猜你喜欢
有色设备(2021年4期)2021-03-16
石油化工建设(2020年1期)2020-08-24
山东冶金(2019年6期)2020-01-06
活力(2019年17期)2019-11-26
能源(2016年2期)2016-12-01
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
柴油机设计与制造(2015年3期)2015-12-05
橡胶工业(2015年6期)2015-02-24
中国火炬(2014年8期)2014-07-24
河南科技(2014年15期)2014-02-27
