《西游记》人物蛋雕工艺品的精雕五轴加工技术
2023-10-09 02:52:20江弥峰朱来发刘斌金花雪
华侨大学学报(自然科学版) 2023年5期
江弥峰, 朱来发, 刘斌, 金花雪
(华侨大学 机电及自动化学院, 福建 厦门 361021)
蛋雕工艺品有多种,有的是用雕刀在表面颜色较深的蛋壳上雕刻出各种人物、山水、花鸟等的作品;有的是选用质地较厚的蛋壳作为材料[1-2],以浅浮雕或镂空的手法进行雕刻的作品;有的是将上述两种方法结合在一起完成的作品.雕刻种类有浮雕、阴雕、阳雕、透雕、镂空雕等.对生活中的鸡蛋进行机床加工,形成工艺品,从而使中华文化在海外更好地传播.
中华文化蛋雕《西游记》就是利用精雕五轴加工技术,以艺术形式在生鸡蛋上蛋雕出《西游记》系列,雕刻加工出具有艺术气息的工艺品.蛋雕图案的创新有上古4大神兽、校方合作之礼、中外文化交融、新人结婚庆典、学生友谊之礼、喜蛋财神爷私人订制等.本文在传统手工雕刻打磨鸡蛋的基础上,由五轴机床加工程序编程控制[3-4],采用R0.2雕刻刀加工鸡蛋,并充分运用鸡蛋曲面的截面,完成蛋雕《西游记》阴雕效果[5].
1 加工方案的设计与实现
1.1 人物线条绘制
采用JDSoft SurfMill 9.5软件,在2D界面下绘制《西游记》人物图片,如图1所示.对JDSoft SurfMill 9.5软件的人物描图进行编辑,采用曲线功能中的多义线对人物图像进行一小条一小段的拼接,最终形成闭环人物线条.《西游记》人物线条,如图2所示.线型转换完成后并入3D环境.

图1 《西游记》人物图片Fig.1 Diagrams of Journey to the West characters
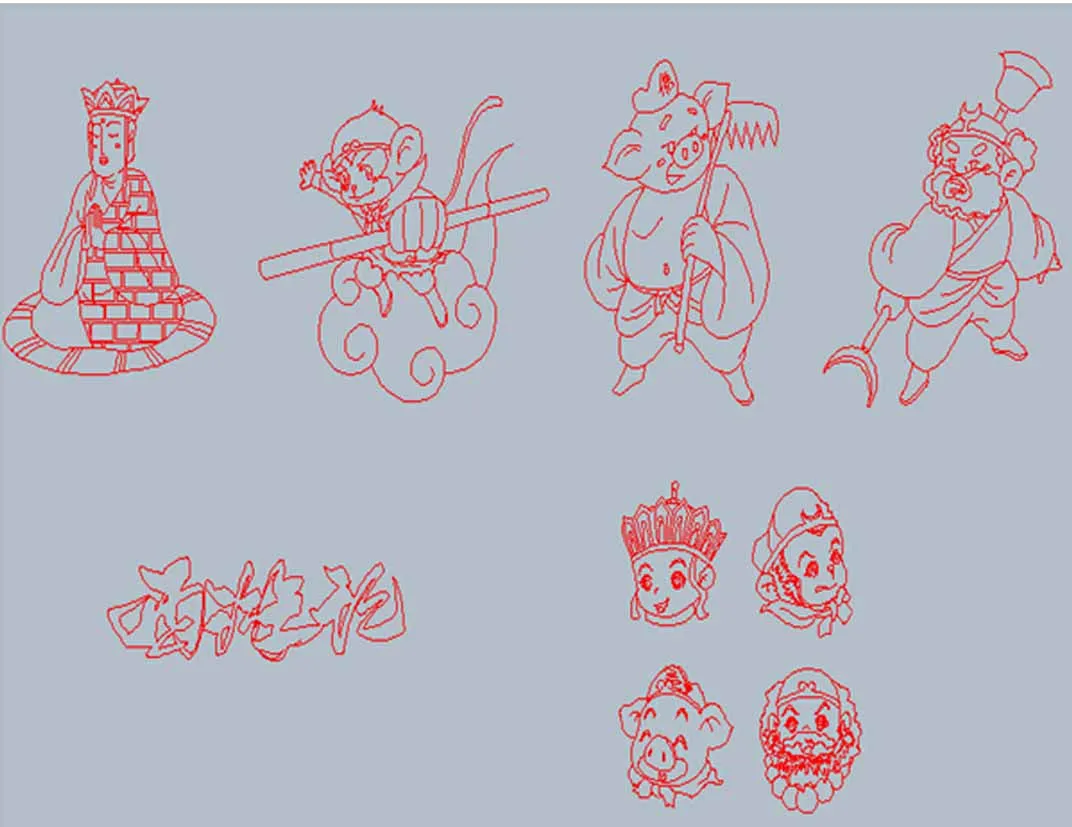
图2 《西游记》人物线条Fig.2 Lines of Journey to the West characters
1.2 真鸡蛋模型绘制与工装的设计
打开JDSoft SurfMill 9.5精雕软件,进入3D造型界面,按照实际真鸡蛋模型比例测量鸡蛋尺寸;然后,在软件中进行鸡蛋等尺寸比例的模型设计.在完成鸡蛋模型后,鸡蛋的工装整体采用内吸法,内部结构为喇叭口状(喇叭口面积更大,压强更强).通过内吸法使鸡蛋底部外蛋壳贴紧工装装夹处,更好地防止因气压过大、受力不均而导致的鸡蛋破裂及变形.工装底装配一个KSH10-01S型高速转换接头.
1.3 3D曲面投影与蛋壳表面测针点分布
通过3D曲面投影,分别将《西游记》中唐僧、孙悟空、猪八戒和沙僧等人物图像投影到鸡蛋外壳表面;然后设定曲线、曲面和投影方向.在定位投影时,人物图像之间的距离必须相等.《西游记》人物图像投影,如图3所示.

图3 《西游记》人物图像投影Fig.3 Projection of character images of Journey to the West
在蛋壳表面设置曲面测针点分布,选择曲面测量选项,曲面需要覆盖加工图形所有的元素(半径、U向和V向分布点数等参数),运行软件编程测点.在机床上,采用探点检测鸡蛋表面UV向、U向的20个点探测点,V向7个探测点,共计140个探测点,从而提高每个鸡蛋与模型精度补偿,鸡蛋表壳曲面的重合度,实际蛋雕《西游记》人物图像准确性、高精度和高回转度.曲面测针点分布,如图4所示.

图4 曲面测针点分布Fig.4 Distribution of measuring needle points on curved surface
1.4 曲面测量编程与五轴曲线加工编程
进入加工界面后,在左上角的机床上选择对应的五轴加工技术6-8,设置参数.选择R0.2雕刻刀进行鸡蛋的人物加工,R0.2雕刻刀的底端一般选择R0.1~R0.3之间的刀具.在测量向导中,选择曲面联动测量;加工图形中,探测点选择3D造型曲面测针点;加工面选取软件鸡蛋模型的曲面;加工刀具选取Φ5 mm的红宝石测头.在测量计算里选择曲面测量参数,其他选项参数为默认参数.在加工向导选项中,图形加工的表面高度为0 mm,加工深度为-0.08 mm.在编辑加工域中,轮廓线选择《西游记》人物图像,导动面选择鸡蛋模型曲面.在测量补偿里选择曲面测量参数,使用数据组号为1,其他选项参数为默认参数.
1.5 在加工界面完成后置处理NC代码
在JDSoft SurfMill 9.5软件中,打开输出路径,选中五轴加工曲线编程,输出格式为数字控制(NC)代码.导出数据代码时,机床型号的选配与实际机床必须保持一致,并将其保存至U盘里.
1.6 精雕机床JDGR200T上安装工装与对刀分中
在机床处于正常开机状态下,安装工装到机床工作台.用四爪卡盘夹紧工装台阶,将真空发生器的进口端接上Φ10 mm气管9,并连接到气压转接口,气管检测插紧到位.工装的安装,如图5所示.

(a) 工装 (b) 四爪卡盘 (c) 气管图5 工装的安装Fig.5 Installation of tooling
真鸡蛋均匀放置于鸡蛋工装模型内型腔中,根据机床内部的分中辅助界面,测头对真鸡蛋进行X轴和Y轴的分中,对Z轴进行对刀.当侧头触碰到鸡蛋最上面红色蛋壳时,通过调整倍率档位精雕控制[10],自动补偿至机床系统内部Z轴对应的参数值[11].
1.7 精雕机床JDGR200T加工真鸡蛋实际操作
机床进入多文档界面(MDI)后,把M06 T16测头调入主轴头上,再将U盘里面的NC程序调入机床里,按循环启动键,对真鸡蛋进行加工.先运行第1段程序,对Φ5 mm的红宝石测头在鸡蛋外壳进行轮廓测量[12].测头的测量,如图6所示.通过机床内部参数写保护自动进行模型鸡蛋与真鸡蛋的实际外型补偿,补偿数据由系统自动处理,从而形成以真鸡蛋外壳外型为唯一基础的形状;然后,运行第2段程序,换R0.2雕刻刀雕刻鸡蛋表面,转速为20 000 r·min-1,深度由编程软件控制为0.08 mm[13].加工雕刻,如图7所示.
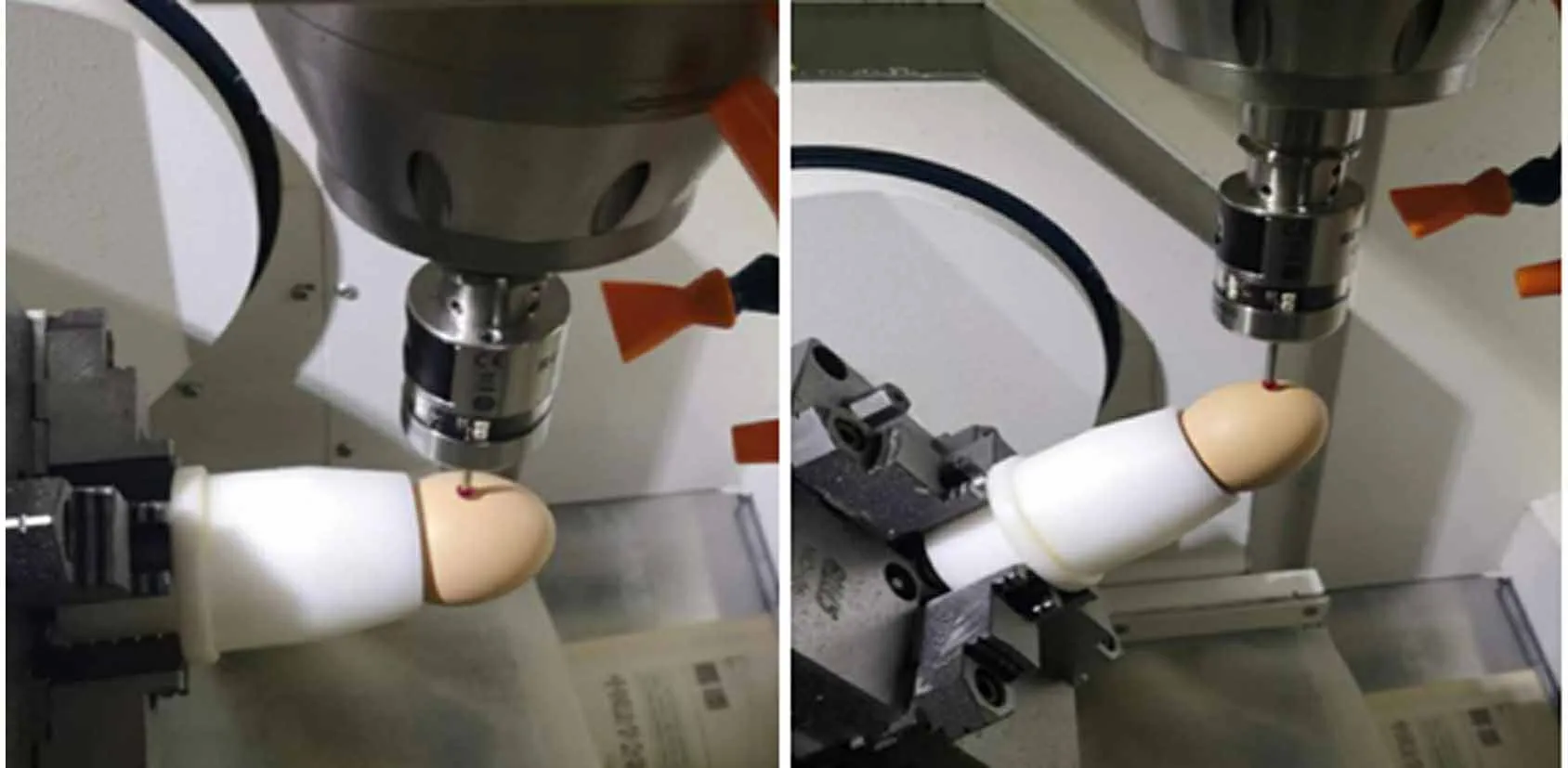
图6 测头的测量Fig.6 Measurement of measuring head

图7 加工雕刻Fig.7 Carving processing
1.8 鸡蛋底部打孔与抽出鸡蛋液
将鸡蛋翻转180°后,再次对称平稳地放入工装内,调整气压,用M06 T02测头对鸡蛋进行打孔加工[14].将医疗用具针筒(100 mL,Φ1.6 mm)针头插入鸡蛋,抽取鸡蛋里的蛋清和蛋黄,排放清洗后,再次抽取鸡蛋液,直至抽取完;然后,用针筒抽取清水,注入到鸡蛋里,反复操作,直至鸡蛋内部干净.
2 加工过程难点分析
采用JDSoft SurfMill 9.5软件,在2D界面下绘制《西游记》人物图片后,进行略微的调整.主要是因为R0.2雕刻刀刀具过小,而真鸡蛋的蛋壳厚度只有0.44 mm左右,外壳厚薄不均,塑性小、脆性大、易裂,因此,鸡蛋曲面的线条不宜过密.
蛋壳表面测针点尽量在U向和V向均匀分布,测点数也尽量多一点,这样实际曲面测量后,自动补偿更正鸡蛋模型,偏差会最小,加工效果自然也最佳.在实际选择曲面时,容易形成的不封闭曲面会导致软件报警.因此,一般采用顺时针方式拾起曲面,以有人物加工图案的底部为起始点,以有人物加工图案的顶部为终止点,这样可以避免软件报警.
真空发生器(负压发生器)[15-16]在有压缩空气的地方,或在一个气动系统中同时需要正负压的地方容易获得负压,因此,真空发生器广泛应用在工业自动化中机械、电子、包装、印刷、塑料及机器人等领域.需要注意的是最高真空度最好不小于-91 kPa,最大真空流量不小于100 L·min-1,气消耗量不小于150 L·min-1;进去孔、出气孔大小最好和机床气压气管大小一致,这样不用更换转换接头,也不会形成高低压气差,防止鸡蛋因压力差而导致的破裂.
工装的安装最大的问题就是密封性问题,所以在选择工装材料上可以选择亚克力、尼龙等塑性高的材料,尽量避免金属材料.工装底面设计决定工装底面内孔的内螺纹英制规格型号;工装上面设计分为外型设计及内型设计.外型设计是为了避开加工鸡蛋时R0.2雕刻刀的刀柄的碰撞[17],内型设计成内曲面鸡蛋的模型,可以让鸡蛋放进1/5到1/4左右.在内型最上面设计一个2 mm的小台阶,在小台阶中间设计1 mm的Z-0.3凹槽,主要是防止密封.根据小台阶的周长,用剪刀剪出对应的2 mm密封条(图8),在把密封条放进凹槽里面,在四周内壁外壁滴入液体均匀分布的胶水,达到密封的效果.

(a) 橡胶条 (b) 安装 (c) 工装图8 密封条的安装Fig.8 Installation of sealing strip
空压机输入到机床的气压是0.60 MPa,将气压调整到约0.12 MPa(数据根据加工经验得来,具体的气压数据没有经过严格检测仪器检验).在整个《西游记》原型人物加工过程中[18],气压调整的占比约为95%,几乎所有的鸡蛋碎裂、鸡蛋掉落、鸡蛋底部破裂都跟气压调整密不可分,主要是因为购买的鸡蛋的大小不一,鸡蛋外壳的厚薄不均、裂纹不均等.
3 蛋雕人物效果与分析
蛋雕《西游记》共加工出两套《西游记》人物图像.一套为全景《西游记》人物图像雕刻,鸡蛋背面配有《西游记》文字;另一套为唐僧、孙悟空、猪八戒和沙僧《西游记》人物头部图像.购买的鸡蛋是红壳鸡蛋,其具有美感、喜气与吉祥特征.全景《西游记》人物图像雕刻,如图9所示.

(a) 文字 (b)全身像 (c) 人头像图9 全景《西游记》人物图像雕刻Fig.9 Panoramic image carving of Journey to the West characters
4 结束语
手工雕刻能够进行浮雕、阴雕、阳雕,手工雕刻更具观赏性、独立性,不可复制,有收藏价值.精雕五轴加工技术具有高精度、高定位、高分度、高稳定性、线条宽窄、深浅与模型一致、可批量复制加工等优点.手工大师培养周期长且普遍性不高,而精雕五轴加工技术上手较快,软件编程掌握更容易.因此,精雕五轴加工技术相比手工雕刻具有起点低、学习周期短、普遍性强等优势.
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
新教育时代·教师版(2019年45期)2019-02-07 05:34:12
中国漫画(2017年9期)2018-01-25 20:12:14
中国漫画(2017年10期)2018-01-25 18:42:55
中国机电工业(2017年5期)2017-12-09 23:56:09
中国漫画(2017年4期)2017-06-30 08:39:17
Coco薇(2015年10期)2015-10-19 12:12:32
中国教育技术装备(2015年10期)2015-03-01 02:41:28