
张力腿筋腱焊接接头的断裂韧性
2023-10-08 05:20:12李泽邦张红岩洪晓莉
工程与试验 2023年3期
李 森,李泽邦,张 宁,刘 晓,张红岩,洪晓莉
(1.青岛海洋工程水下设备检测有限公司,山东 青岛 266000;2.青岛海检集团有限公司,山东 青岛 266000)
1 引 言
张力腿平台是深海油气开采的主流平台形式之一,国外在建及服役的张力腿平台超过30座。在我国,张力腿平台在深海油气行业内也有着广阔的应用前景[1-3]。张力腿筋腱是张力腿平台的系泊系统,服役时承受深海恶劣的工况条件,并要保证平台横摇、纵摇和垂荡等外运动性能,这对张力腿筋腱材料的强度、韧性有极高的设计、生产要求。一般情况下,张力腿筋腱要占到平台造价的25%~40%。当前,张力腿筋腱产品的生产主要集中在欧美中的几个厂家[4-6]。
张力腿筋腱与连接器、张力腿管段等结构之间主要通过焊接形式连接,焊接质量成为张力腿平台建造的重点和关键点之一。然而,在焊接过程中,焊缝容易出现缺陷和组织变化[7,8]。由于长期处于海洋环境中,焊接缺陷容易成为张力腿最薄弱的部位。在寒冷海水、地震、海啸等恶劣环境的影响下,这些缺陷易导致裂纹萌生、扩展甚至不稳定断裂。因此,除了张力腿筋腱母材断裂韧性研究外,对焊缝断裂韧性的研究也十分重要。
裂纹尖端张开位移(CTOD,crack tip opening displacement)试验是评定张力腿筋腱焊接接头断裂韧性的一种有效方法。CTOD值越大,表明裂纹尖端处材料抵抗开裂的性能越好。由于焊接接头是非均质体,CTOD值能够直接反映出裂纹尖端处材料组织的韧性[9-12]。
2 试验方法和过程
2.1 试验材料
张力腿筋腱的材质是X70,张力腿筋腱材料的化学成分实测值见表1,主要力学性能实测值:屈服强度为548MPa,抗拉强度为632MPa,伸长率为45%。
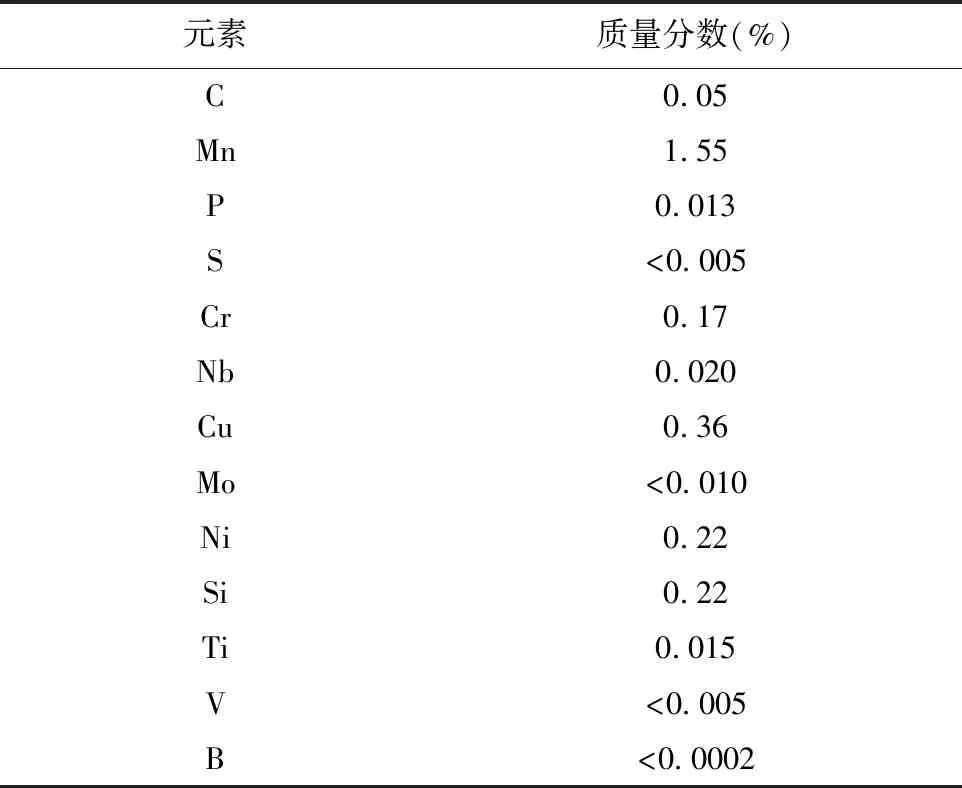
表1 张力腿筋腱化学成分
张力腿筋腱采用的管道直径914mm,壁厚38.1mm;焊接方法为氩弧焊(GTAW)+埋弧焊(SAW)复合焊接工艺,焊接位置为5G(GTAW)+1G(SAW)。焊接材料选用Pipeliner 80Ni1(Lincoln)+LA-84(Lincoln)。
2.2 试验方案和流程
本试验采用单边切口弯曲试样,根据BS 7448-2:1997和BS 7448-1:1991预制疲劳裂纹,并依据BS 7448-2:1997判定焊接接头断裂韧性测试数据的有效性[13,14]。
测试设备包括高频疲劳试验机(GPS-300)、微机控制电液伺服万能试验机(SHT5106-P)、电子引伸计(YYU-4/10)。其中,高频疲劳试验机用于预制裂纹,微机控制电液伺服万能试验机用于CTOD试验,电子引伸计用于在试验过程中记录试样张开位移数据。为了模拟深海环境温度,试验时采用温度为4℃。
焊缝金属试样的缺口位置是在一个名义上的中心线,热影响区试样切口位置位于熔合线。本次试验计划采用9个试样,分别是焊缝试样3个、热影响区试样3个、母材试样3个,试样编号分别为W1、W2、W3,H1、H2、H3,B1、B2、B3。如果有单个试样未满足要求,需选同位置的3个试样进行试验,且结果皆满足要求。
在加工之前,所有试样编号都明确标记在试样两端。通过电火花线切割预制贯穿厚度的裂纹,其在机械缺口前端形成一个不大于60°的尖角,尖角的名义半径不大于0.12mm。机械缺口深度近似为0.33W(W为试样宽度)。每个试样在预制疲劳裂纹之前,通过局部压缩法释放残余应力,压块直径为25mm,试验机为液压试验机SHT5106-P。试样每个面的压痕深度为0.10mm~0.15mm。在高频疲劳试验机GPS-300上预制疲劳裂纹,试验频率为80Hz,应力比为0.1,试验温度为室温, 最大载荷为15kN。裂纹扩展长度通过视像观察测量,预制过程中控制两边裂纹长度差小于1mm。
本次试验由于曲率影响,加工试样按照最大厚度原则,试样厚度B=W=32mm。试样加工如图1所示(B是厚度,W是宽度,W=B,a=(0.45~0.7)W,缺口宽度=0.065W,表面粗糙度的单位为微米)。
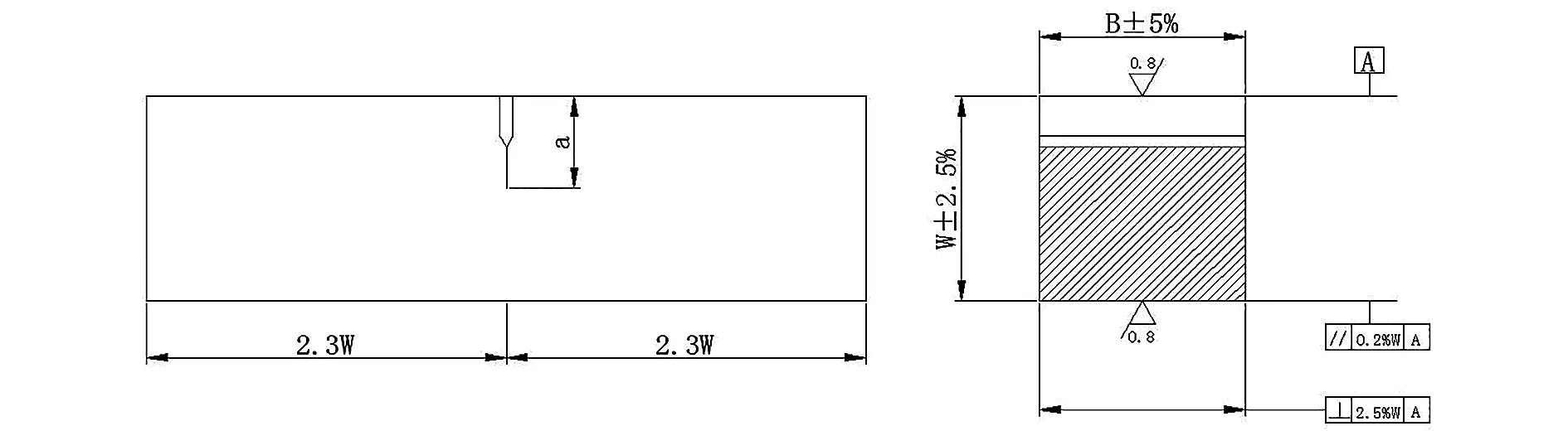
图1 试样加工图
含预制裂纹的试样制备完成后进行主试验。按照BS7448的要求,主要过程如下:在电液伺服万能试验机上进行试样定位和调整;安装好低温槽,向其内倒入冷却介质,并加入干冰进行降温;使用温度计监测温度,直到温度降至4℃。
试验开始加载,待载荷-位移曲线开始下降后停止试验,并迅速取下引伸计。试样从低温槽中取出后,迅速在万能试验机上利用三点弯曲压头快速加载,将其压断为两半,做好标记后拍照。最后,测量裂纹长度,分别在两个半段试样厚度方向测量9个裂纹长度。
试验结束后对测量数据进行处理,根据实测数据,结合公式进行数据计算,得到CTOD值[15-17]。CTOD值计算公式:
3 结果与分析
3.1 CTOD试验结果
CTOD测试结束后,根据原始数据和载荷-位移曲线,按照公式计算CTOD值,如表2所示。根据BS 7448-2∶1997的规定,每组3个试样,有效试样的平均CTOD值不应小于0.35mm,任何有效样本的最低CTOD值不应小于0.30mm,据此对其有效性进行判定。
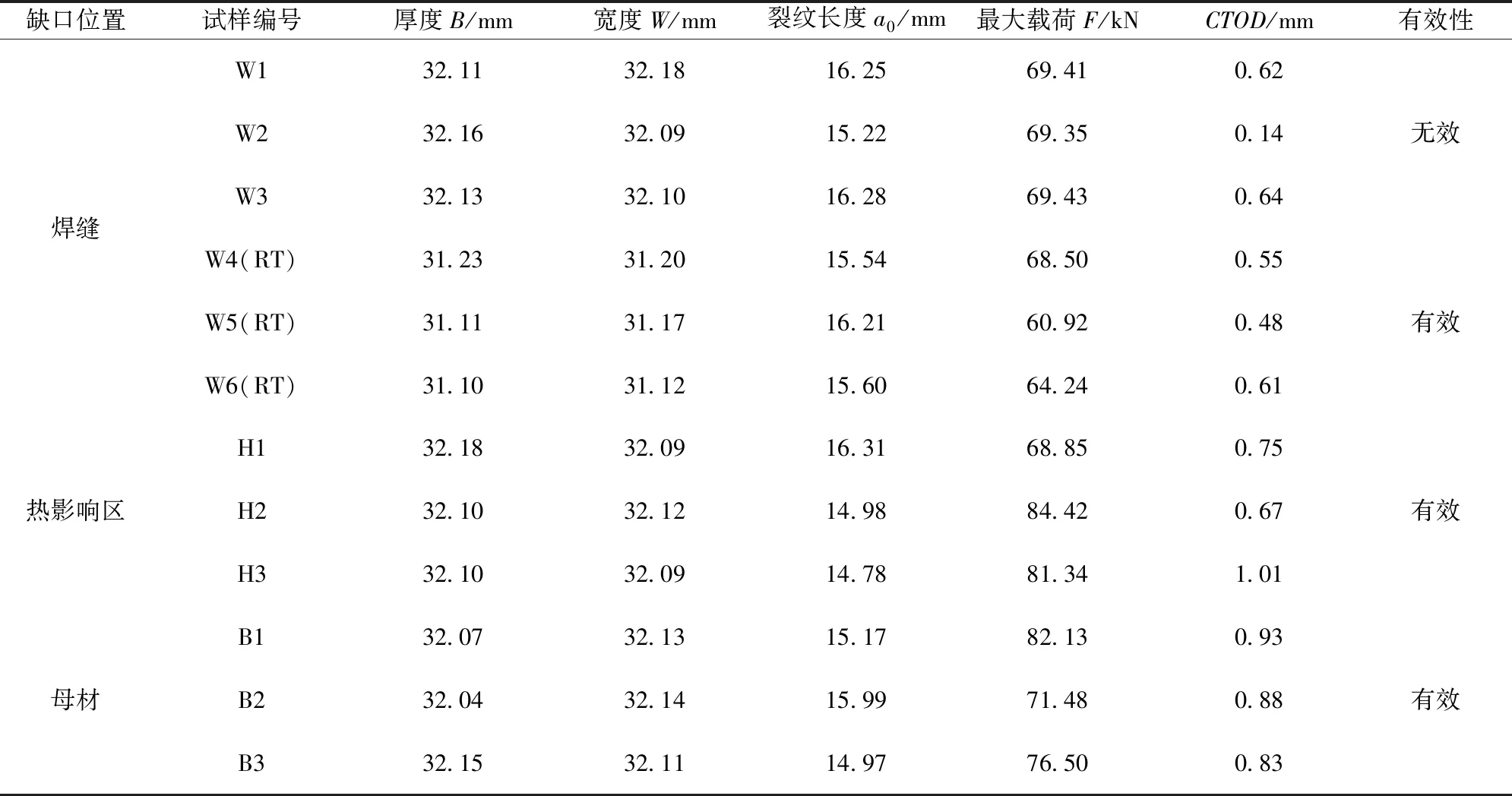
表2 CTOD试验结果
根据表2的试验结果可以看出,张力腿筋腱在各个区域的CTOD值都比较高。焊缝第一组检测的3个试样CTOD值分别为0.62mm、0.14mm、0.64mm,第2个试样的CTOD值小于0.30mm,故选取临接材料1组3个试样进行重试,其编号分别为W4、W5、W6,CTOD值分别为0.55mm、0.48mm、0.61mm,符合标准要求。
热影响区试样CTOD值分别为0.75mm、0.67mm、1.01mm,均大于0.35mm,符合标准要求。母材处CTOD值分别为0.93mm、0.88mm、0.83mm,均大于0.35mm,符合标准要求。
CTOD值最大可达1.01mm(热影响区),最小为0.48mm(焊缝),CTOD平均值从高到低依次为母材、热影响区、焊缝。母材抗裂能力强,且数据较为均匀,具有良好的韧性。结果表明,母材的抗裂性能最好,热影响区的抗裂性能略差,焊缝的抗裂性能最差。
3.2 宏观断口分析
试样宏观断口形貌如图2所示,焊缝宏观断裂处出现分层裂纹,其原因主要是由于材料中存在夹杂、气孔、偏析和带状组织等缺陷。在试验过程中,这些缺陷的尖端部分会产生较高的应力集中,对裂纹的萌生和扩展有一定的影响,从而使缺口根部出现分层裂纹,这也是焊缝CTOD韧性评价值较差的原因。
(a)母材 (b)热影响区 (c)焊缝
典型断裂可分为脆性裂纹扩展断裂和稳定裂纹扩展断裂两种。脆性裂纹扩展断裂由5个部分组成,由下至上依次为加工缺口、预裂纹、稳定扩展区、不稳定扩展区和破碎区。与脆性裂纹扩展断裂相比,稳定裂纹扩展断裂不存在不稳定扩展区。从图2可以看出,母材的缺口破碎区域较为平整,这与塑性变形过程中裂纹尖端存在大量位错滑移有关。热影响区的缺口呈现块状和层状裂纹,这主要是由于其组织较为复杂,晶粒大小不一,而且有部分应力集中所造成的。
4 结 论
张力腿筋腱焊接接头各区域的CTOD值普遍较高,这表明该焊接接头具有良好的断裂韧性和抗开裂性能。各区域的CTOD值由高到低依次为:母材、热影响区和焊缝,即母材韧性最好,热影响区韧性稍差,焊缝韧性最差。
张力腿筋腱焊缝存在一定数量的孔隙和夹杂物,这些孔隙和夹杂物对裂纹萌生和扩展有一定的影响。这些缺陷容易在断口表面产生分层裂纹,导致焊缝CTOD值相对较低。
猜你喜欢
中国海上油气(2021年2期)2021-06-09 08:13:48
铝加工(2020年6期)2020-12-20 14:08:41
哈尔滨轴承(2020年2期)2020-11-06 09:22:28
哈尔滨轴承(2020年1期)2020-11-03 09:16:08
海洋工程装备与技术(2020年2期)2020-07-13 07:08:18
天津大学学报(自然科学与工程技术版)(2019年1期)2019-12-21 09:03:36
中国海上油气(2019年5期)2019-10-24 03:41:08
焊接(2016年7期)2016-02-27 13:05:05
橡塑技术与装备(2015年7期)2015-07-03 12:17:50
河南科技(2014年10期)2014-02-27 14:09:20
