装配式成型钢筋骨架设计研究与应用
2023-09-28 03:36伍雁华张宏丛勐罗申张吉华刘春朱可
工程建设与设计 2023年18期
伍雁华,张宏,丛勐,罗申,张吉华,刘春,朱可
(1.东南大学建筑设计研究院有限公司,南京 210096;2.东南大学建筑学院,南京 211189;3.江苏金砼预制装配建筑发展有限公司,江苏 无锡 214214;4.阿博建材(昆山)有限公司,江苏 苏州 215300)
1 引言
现浇钢筋混凝土建造主要可分为模板工程、支撑工程、钢筋工程和混凝土工程。 现浇钢筋混凝土工程的工业化创新发展的重点在于通过工业化的方式对上述四大工程进行协同优化,以完成现浇钢筋混凝土构件的成型、定位与连接。
本文以现浇钢筋混凝土建造四大工程中的钢筋工程为研究对象,通过运用标准化设计方法,对工厂加工制造、配送运输和部品化装配施工的组合成型钢筋骨架设计技术开展应用研究。
装配式组合成型钢筋骨架技术是指将钢筋骨架附加构造筋、桁架筋等与受力钢筋、箍筋通过焊接、绑扎和机械连接等工艺连接形成空间受力体, 并采用组合成型钢筋骨架构件工厂专业化加工制造、物流配送运输、现场装配式安装施工模式的工业化钢筋工程技术。
作为一种面向混凝土现浇结构体系的工业化加工配送和装配式施工技术,在满足相关规范要求的前提下,装配式成型钢筋骨架构件技术应用在设计阶段需要实现以下目标: 其一是成型钢筋骨架构件适合工业化高效制造; 其二是构件运输安全高效; 其三是成型钢筋骨架构件现场装配化安装施工连接高效便捷。 高效制造要求工厂制造的骨架制品为标准件,以便大批量高质量标准化稳定生产,同时降低钢材损耗;运输安全高效则要求工厂制造的成型钢筋骨架构件体型规整科学,以提高运输的安全性和效率,降低物流配送运输成本;装配便捷则要求成型钢筋骨架构件之间的安装节点位置人工操作方便快捷,安装流程和步骤清晰简便。
2 装配式成型钢筋骨架标准化设计
装配式成型钢筋骨架标准化设计根据设计和生产制造的不同阶段,分为3 个层级:结构空间的标准化、构件的标准化及钢筋的标准化。
结构空间的标准化设计主要指建筑采用标准规则结构轴网,形成标准化结构空间单元,设计方案及施工图阶段通过标准结构轴网设计控制后期结构构件的种类和规格达到最少化。 构件的标准化设计主要是指装配式成型钢筋骨架构件通过优化设计形成边界清晰、 规格统一的标准化工厂预制组合成型钢筋骨架构件。 钢筋的标准化设计主要通过统一钢筋构件的直径、长度、间距等几何参数,提高其在生产制造过程中的标准化、机械化、自动化程度。
3 面向制造的装配式成型钢筋骨架设计
工业化工厂加工制造是装配式成型钢筋骨架技术的重要特征。 面向制造的装配式成型钢筋骨架设计技术,核心在于标准件分件、标准件组合以及标准化的连接节点设计技术。
标准件分件,主要是在梁、板、墙柱等结构钢筋构件中提取适合机械化自动加工生产制造的标准件; 标准件组合指将机械生产的标准件分类组合形成成型钢筋骨架构件; 标准化的连接节点, 是指通过构件及其连接节点位置和工艺的优化设计,归并和减少成型钢筋骨架构件连接节点的类型,减少生产和现场安装的工序,降低制造和安装难度。
梁、 柱标准件主要是指箍筋与构造钢筋在工厂通过焊接或绑扎形成的梁、柱成型钢筋笼。 墙、板标准件主要指由两层双向钢筋网通过辅助连接件连接形成的成型钢筋笼构成。 梁、柱标准件根据不同的制造工艺,分为封闭箍筋、成型钢筋笼、成型钢筋骨架梁柱构件。 墙、 板构件标准件可以分为桁架钢筋、焊接钢筋网、成型钢筋骨架墙板构件(见图1~图3),剪力墙构件标准件可以分为边缘构件、焊接钢筋网、成型钢筋骨架剪力墙构件。
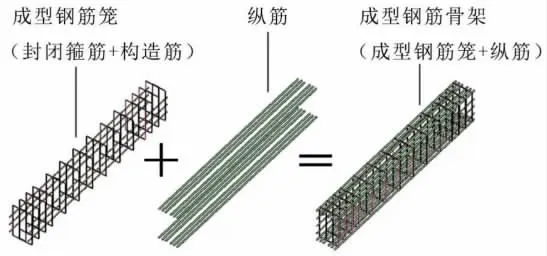
图1 装配式成型钢筋骨架梁构件做法示意
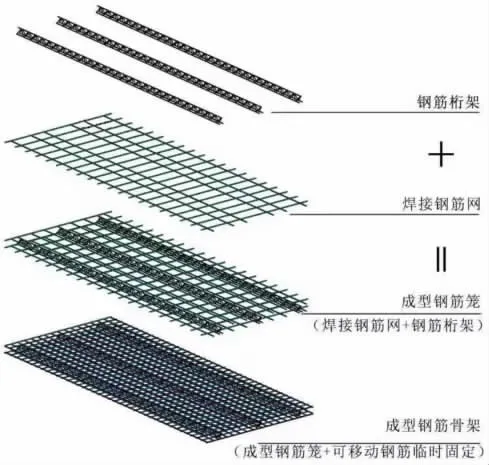
图3 装配式成型钢筋骨架板/ 墙构件做法示意
4 面向运输与吊装的装配式成型钢筋骨架设计
面向运输和吊装的装配式成型钢筋骨架设计主要关注成型钢筋骨架的运输、吊装效率以及构件安全。 钢筋骨架是通过焊接成型的钢筋空间受力体,在具有可靠经验时,由绑扎成型的钢筋构件也可作为空间受力体。 由于本文的研究对象主要是机械化制造的焊接成型钢筋骨架构件。
装配式成型钢筋骨架构件在运输和吊装阶段需要避免以下问题:(1)构件焊点发生开焊;(2)钢筋骨架发生塑性变形;(3)结构或者构件丧失稳定。
装配式成型钢筋骨架构件的焊点及其相关要求在规范条文中表述较为明确[1],根据钢筋构件中焊点的形式、钢筋布置的受力特征可以建立受力模型。 考虑到运输和吊装阶段装配式成型钢筋骨架构件的受力特征, 成型钢筋骨架梁柱构件的绑扎连接节点不参与受力计算, 仅作为防止成型钢筋骨架构件中钢筋失稳、侧移的构造措施。
在满足车辆运输能力的前提下, 成型钢筋骨架的承载能力需要和堆放层数形成平衡。 运输和吊装阶段钢筋构件的承载能力主要指成型钢筋构件在运输阶段不产生不可恢复的变形。 在受拉、受弯状态下,根据钢筋应力应变曲线,弹性屈服点可以作为钢筋产生不可恢复变形的控制点。
考虑到运输车辆限高4 m(超高时不超过4.2 m),截面边长超过600 mm 的柱子堆放层数往往不超过5 层,截面边长超过1 000 mm 柱子的堆放层数为3 层。堆放荷载超过底层成型钢筋骨架构件箍筋承载能力限值时, 可以通过增设箍筋固定焊点等措施减小计算长度, 或减小堆放层数等方法降低底层成型钢筋骨架中箍筋应力值。
计算结果表明,当成型钢筋骨架梁柱构件的箍筋直径小、强度低、间距大时,堆放超过一定层数和重量将会超过底层的成型钢筋骨架的承载能力极限值。 一般情况下运输、起吊和装配阶段针对成型钢筋骨架的验算是必要的, 施工图中应根据验算结果明确提出钢筋和焊点做法、布置的具体要求。
5 面向现场的装配式成型钢筋骨架设计
面向现场装配的装配式成型钢筋骨架设计技术, 核心在于通过节点和构件的装配设计提高现场装配操作的便利性,减少辅助工装的使用量。
装配式成型钢筋骨架连接节点位置的选择决定了装配现场的操作面, 连接节点做法则决定了装配操作的程序和复杂程度。 适宜工人现场操作的节点位置,应位于工人举手可及之处,通常高度在2 m 以内,超过这个范围往往会存在一定的操作难度,需要借助辅助工具。
以装配式成型钢筋骨架梁、柱构件为例,当梁柱节点处的梁钢筋采用后穿做法时, 可以将梁柱节点位置的柱箍筋和上层塑性铰区的柱箍筋在工厂制造成整体构件(见图4)。装配式成型钢筋骨架梁构件采用箍筋和腰筋焊接成型,纵筋采用临时固定措施,待吊装到工位后,再将纵筋穿插移动至所需位置,通过附加钢筋穿过梁柱节点连接,或者采用端锚锚固。
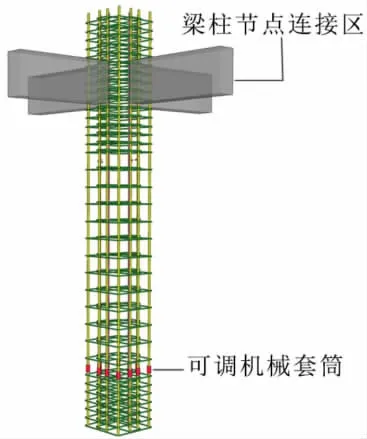
图4 装配式成型钢筋骨架柱构件安装示意
装配式成型钢筋骨架墙、 板构件主要通过焊接钢筋网组合桁架钢筋而成型。 剪力墙构件的装配需要将连接节点尽量靠近地面设置, 并尽可能在工厂完成钢筋骨架构件的制造和成型, 在现场可以通过一定量的附加穿插钢筋完成构件的装配和节点连接工作。
由于装配式成型钢筋骨架构件的现场装配存在一定的钢筋穿插和移动作业[2],当梁、柱构件箍筋采用135°弯钩做法时,将极大地增加现场操作的难度, 采用不带弯钩的焊接封闭箍筋不但可节约钢材用量,还可提高梁、柱构件浇筑质量,对安装效率的提升效果明显。
装配式成型钢筋骨架的节点连接做法可以采用搭接、机械连接和焊接。 采用搭接做法时,钢筋连接界面不清晰,起吊和安装时存在穿插作业,容易发生碰撞。 现场焊接作业过多不利于钢筋连接接头质量的控制。 机械连接接头由于操作方便、质量可控、稳定性高,被广泛应用[3]。
6 装配式成型钢筋骨架设计的应用
某地下人防工程项目,用地面积7 882.92 m2,建筑面积22 259 m2,地下4 层。 根据地形高差,西北向局部高出路面1 层,其余均为地下室,其中,-4~-2 层均为人防工程。 建筑顶板标高13.600 m, 底板标高-3.600 m, 建筑周边路面标高8.280~15.300 m。
根据装配式成型钢筋骨架设计技术的要求[4],本项目采用了装配式成型钢筋骨架柱、梁、楼板、地下室外墙以及临空墙构件。 装配式成型钢筋骨架梁、柱构件采用焊接封闭箍,通过标准化设计, 地下3 层成型钢筋骨架柱构件长度统一为4 m,柱纵筋在地面1.2~2.0 m 处同截面断开,梁柱节点区的箍筋及上伸部分的箍筋均在工厂预制。 柱纵向钢筋采用一级可调节机械套筒连接。 装配式成型钢筋骨架梁构件的所有箍筋在工厂预制,如图5 所示,梁纵筋临时绑扎在钢筋笼中,现场吊装好之后移至梁柱节点内通过端锚节点锚固。

图5 装配式成型钢筋骨架柱构件
装配式成型钢筋骨架技术在本项目的应用中, 梁柱箍筋耗材量节省了5%~8%,柱纵筋耗材量节省约2%,楼板和墙钢筋耗材量大约提高了2%~4%,节约了现场钢筋搬运和绑扎的人工作业量约80%,整体经济效益明显。
7 装配式成型钢筋骨架设计在乡村住宅中的应用
乡村住宅项目对建设成本要求相对较高, 研究团队通过多年的研发,结合钢网免拆模,在乡村建设项目中大量应用了低成本装配式成型钢筋骨架设计。 乡村住宅的建设环境相对苛刻,道路和现场作业条件往往限制了重载机械的使用。 由于装配式成型钢筋骨架构件较轻,尺寸规格小,现场工人可不借助辅助工装设备, 只需要在工厂技术人员的指导下进行简单的安装和连接工作即可高效完成构件的装配,如图6 所示。

图6 农房住宅装配式成型钢筋骨架墙体应用
乡村装配式成型钢筋骨架住宅的墙、 柱和楼板构件在现场装配完成后,通过浇筑混凝土最终整体成型。 考虑到乡村住宅项目的特殊性,将竖向受力装配式成型钢筋骨架构件,和非受力的围护墙体, 通过构造钢筋和免拆钢网模组装成一个整体构件,以提高生产、运输和装配效率。 现场装配完成浇筑受力结构的混凝土,围护构件浇筑泡沫混凝土。
8 结语
在新型建筑工业化的创新技术体系中, 钢筋工程的工业化是重要一环。 本文主要对面向制造、运输、吊装及现场装配全过程的装配式成型钢筋骨架设计展开研究,结合实际案例,形成了具有特色的工业化技术系统。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
机械工业标准化与质量(2022年4期)2022-08-12
电子乐园·上旬刊(2022年5期)2022-04-09
中国新技术新产品(2020年5期)2020-05-06
制造技术与机床(2017年5期)2018-01-19
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
汽车零部件(2014年5期)2014-11-11
中国煤层气(2014年3期)2014-08-07
组合机床与自动化加工技术(2014年12期)2014-03-01