全自动割橡胶机的设计
2023-09-27 10:43戴丽华金马夏郅
电子制作 2023年19期
戴丽华,金马,夏郅
(苏州工业职业技术学院,江苏苏州,215104)
0 引言
全自动割橡胶机硬件控制系统的设计框架,全自动割橡胶机硬件控制系统是以W806 作为控制系统的核心控制芯片,其中包含有W806单片机主控电路、OLED 显示模块、电机驱动模块、温湿度检测模块、串口Wi-Fi 模块等。
降低切割橡胶工作强度和减少人工成本的同时,以高效地工作能力去解放和发展生产力,实现橡胶产业的经济效益显著增长。
1 控制系统框图设计
如图1 为系统的框图设计。W806 单片机主控电路是整个系统的核心,相当于计算机的中央处理器,控制整个割橡胶机的逻辑运行。SHT20 温湿度传感器可以获取现场的温湿度,显示在OLED 显示模块上;电机驱动芯片用的是A3909GLNTR,控制电机的运转,计算运转时间并在OLED 显示模块上同步显示当前电机状态等参数,通过串口Wi-Fi 模块,将所有获取参数通过阿里云服务器连接至手机APP,实现远程操控。
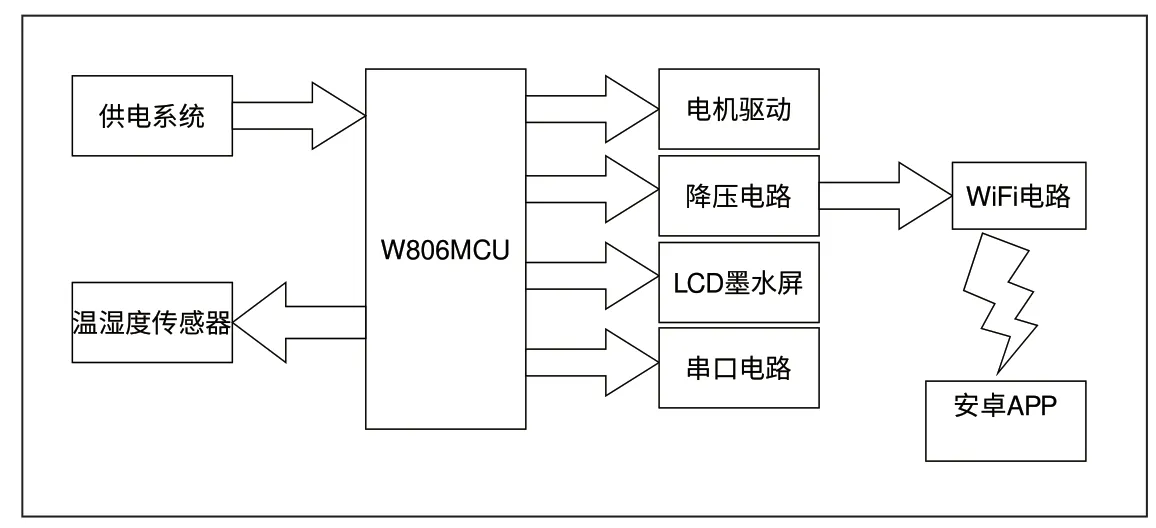
图1 系统设计框图
2 硬件电路设计
硬件电路的设计要满足是高质量、安全性、简略性等。W806 主控系统主要由W806 主控、晶振电路、MP1584EN 降压电路、复位电路、ESP8266串口电路、温湿度传感器、行程开关接口电路、WAKE UP 电路、按键电路、电机驱动电路组成。
■2.1 W806 主控
如图2 所示,W806 芯片是一款安全IoT MCU 芯片。芯片集成32 位CPU 处理器,内置UART、GPIO、SPI、SDIO、I2C、I2S、PSRAM、7816、ADC、LCD、TouchSensor 等数字接口;支持 TEE 安全引擎,支持多种硬件加解密算法,内置DSP、浮点运算单元与安全引擎,支持代码安全权限设置,内置1MB Flash 存储器。
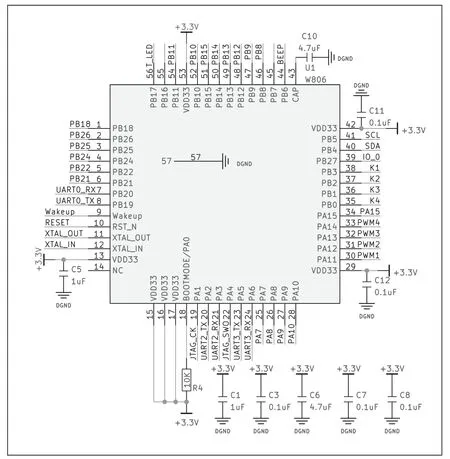
图2 W806 引脚图
■2.2 电机驱动电路设计
如图3 所示,A3909 是双全桥电机驱动器,专为12V中等功率应用。输出额定工作通过电源范围4~18V,并能够高达1A 每相。并联输出是可能的更高安培单直流电机的应用。四个输入(IN1 到IN4)可以控制正向,反向,制动和滑行模式的直流电机,或在全步进和半步进模式的双极步进电机。具有 PWM(IN/IN)输入接口,与行业标准器件兼容,并具有过温保护,欠压保护,短路保护,过流保护等功能,芯片内置 LDO,不需要逻辑电源,输入兼容 3.3V 与5V。
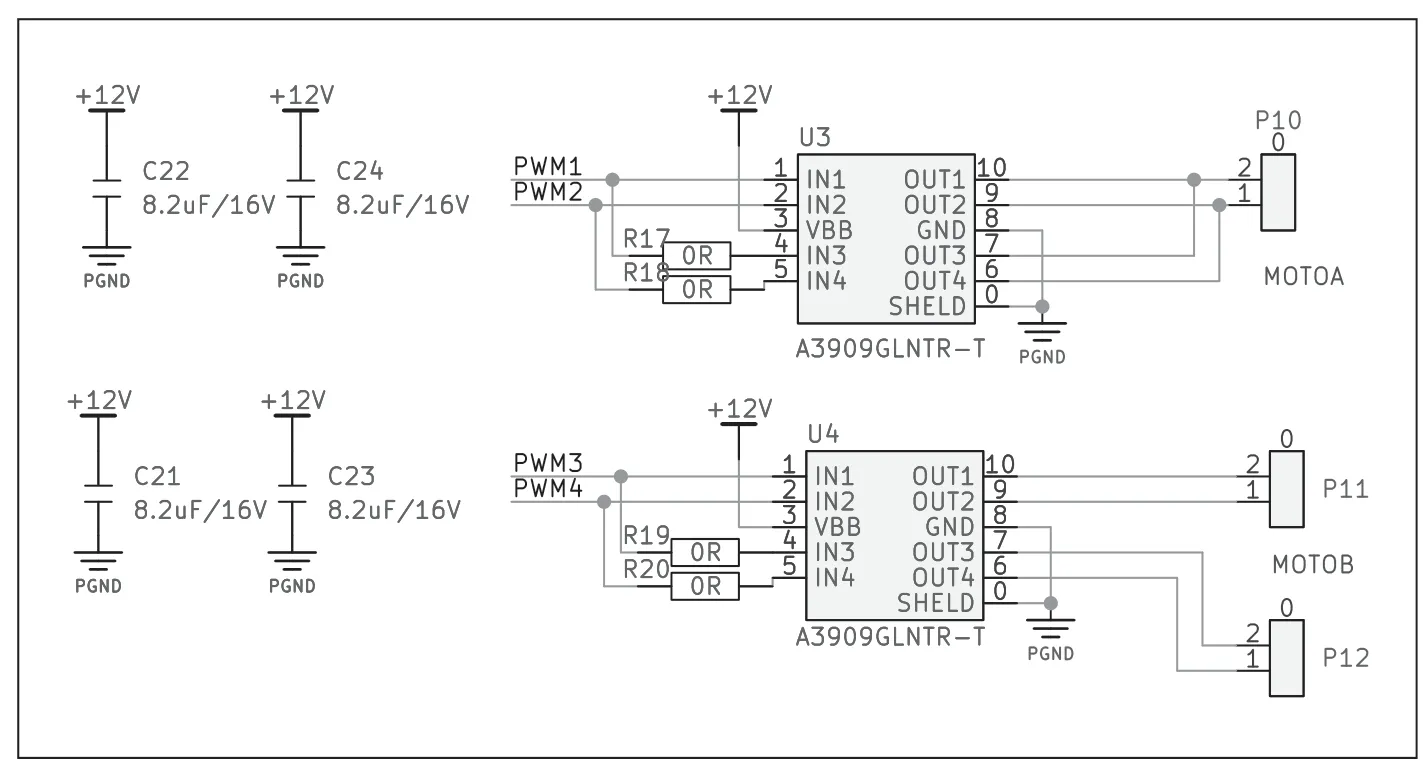
图3 电机驱动电路
■2.3 MP1584EN 降压电路设计
如图4 所示,在12V 转3.3V 降压电路单元,U2 芯片型号采用的是MP1584EN,MP1584EN 芯片是一个高频率的降压开关稳压器,芯片的内部含有一个集成高端高压功率MOSFET 功能。它提供3A 的输出电流模式,控制快速支路响应,易于补偿。芯片数据的标称耐压值只有28V,标称的输出电流有3A 输出电流,但是实际测量只有2A,而且发热,但是没有太大的影响。鉴于芯片工作时的温度过高,所以在PCB 设计时,要特别注意底部裸铜进行打过孔进行散热处理,本电路的电流在实测在2A 以内,所以设计时不另做其他处理。MP1584EN 空载时电流很小,仅有0.37mA,电路正在空载或轻负载的时候,输出波形为锯齿波。
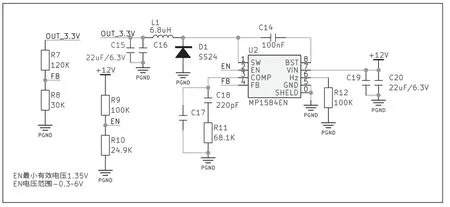
图4 MP1584EN 降压电路
输出电压关系式:VOUT=VFB*[(R1+R2)/R2](其中VFB为0.8V),R1=50.25*(Vout-0.8)kΩ。
■2.4 温湿度传感器
如图5 所示,硬件电源引脚+3.3V、DGND。+3.3V 是供电电压(2.1~3.6V)(一般为3V)DGND 是接地。串行SDA 双向 SDA 引脚用于传感器的数据输入和输出,当向传感器发送命令时,SDA 在SCL 上升沿有效,且SCL 为高电平的时候,SDA 必须保持稳定。当SCL 下降沿之后,DSDA 的值可以改变。
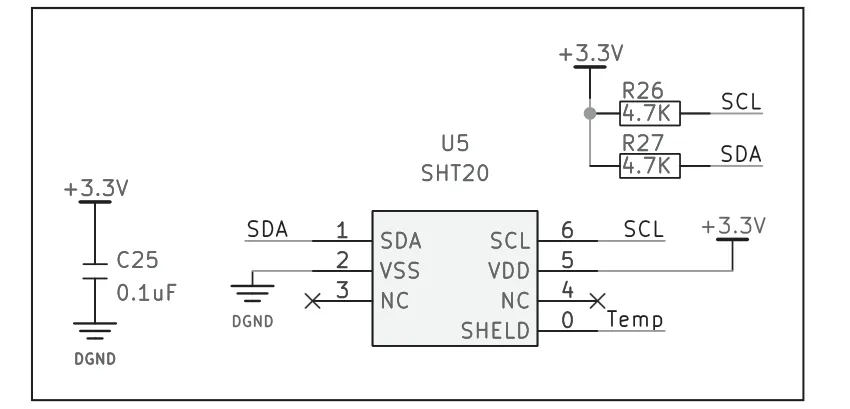
图5 温湿度传感器
3 软件驱动程序设计
双模式全自动割橡胶机系统主要由上位机和W806 嵌入式底层驱动共同构成,双模式全自动割橡胶机系统靠嵌入式底层程序完成基础的割胶、显示和设置参数等功能,依靠阿里云平台实现远程控制。
■3.1 全自动割橡胶机的软件程序设计
如图6 所示,本双模式全自动割橡胶机系统主要由上位机和W806 嵌入式底层驱动共同构成,双模式全自动割橡胶机系统靠嵌入式底层程序完成基础的割胶、显示和设置参数等功能,依靠阿里云平台实现远程控制。在现场模式下,自动割橡胶机是通过触摸串口屏按键,设定自动割橡胶机电机的工作状态,单片机通过电机驱动芯片控制电机开始工作,利用电机旋转带动机械结构。使用温度采集电路,采集工作环境温度,并显示在串口屏上。同时,还可根据需求,通过按键调节电机,灵活地设置工作状态、工作时间等。
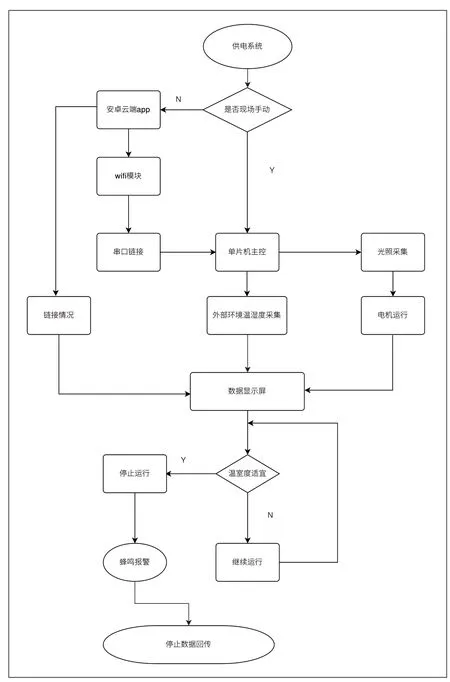
图6 全自动割橡胶机的软件程序设计图
■3.2 电机驱动程序设计
如图7 所示,全自动割橡胶机上电后,进入工作状态,需要对自身程序初始化。底层程序会根据触摸按键的输入信号,或通过WiFi 模块接收到Android 端与阿里云平台的下发的控制指令,根据比较控制指令和标志位状态,控制电机的运转状态。
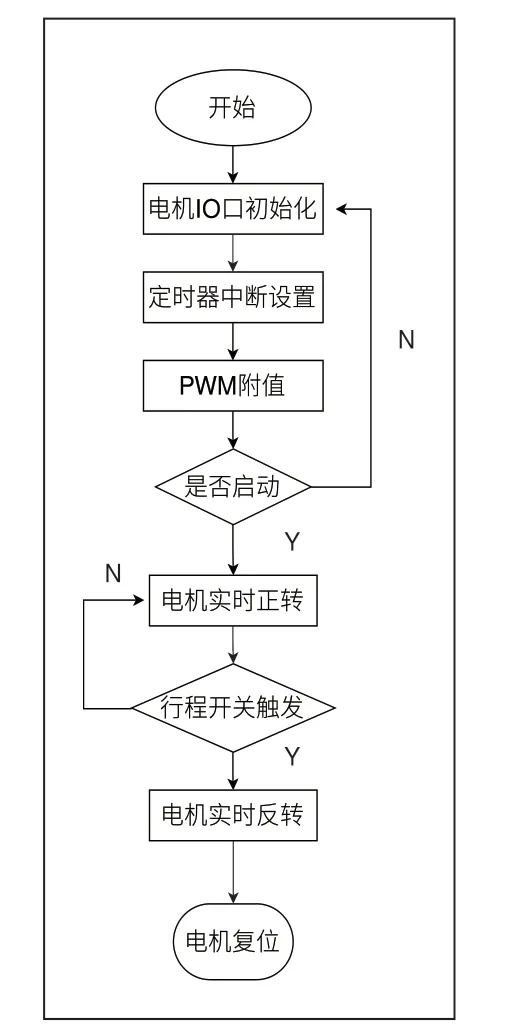
图7 电机驱动程序设计流程图
■3.3 双模式软件系统总体设计
自动割橡胶机拥有两种工作模式,双模式功能示意图如图8 所示,在现场模式下,自动割橡胶机是通过触摸串口屏按键,设定自动割橡胶机电机的工作状态,单片机通过电机驱动芯片控制电机开始工作,利用电机旋转带动机械结构。使用温度采集电路,采集工作环境温度,并显示在串口屏上。同时,还可根据需求,通过按键调节电机,灵活地设置工作状态、工作时间等。如图9 所示。
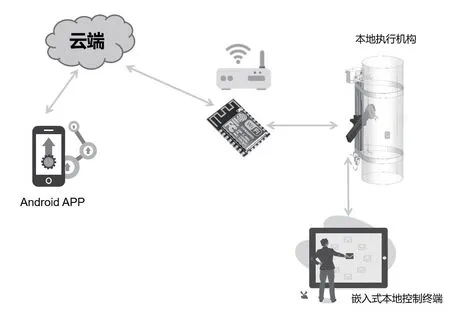
图8 双模式功能示意图
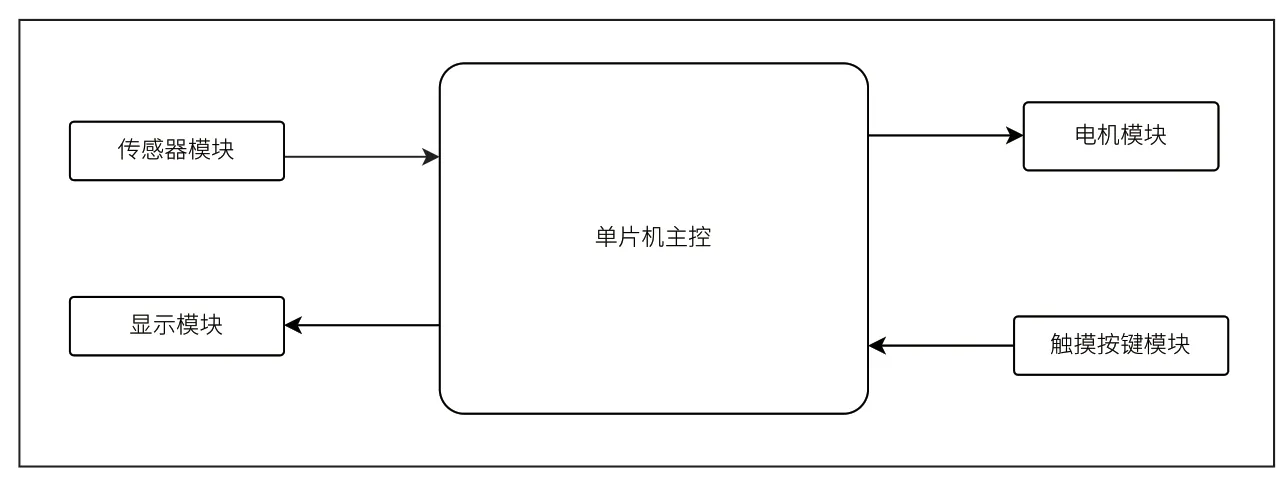
图9 现场模式原理图
如图10 所示,在远程操作模式下,W806 主控系统,需要通过串口,与WiFi 模块建立通讯,MCU 发送的指令,经过串口通过WiFi 模块发送至阿里云服务器,再通过服务器下发至Android 端。用户能通过Android 端控制自动割橡胶机,使用阿里云平台的提供的网络通讯协议,完成构建远程连接。
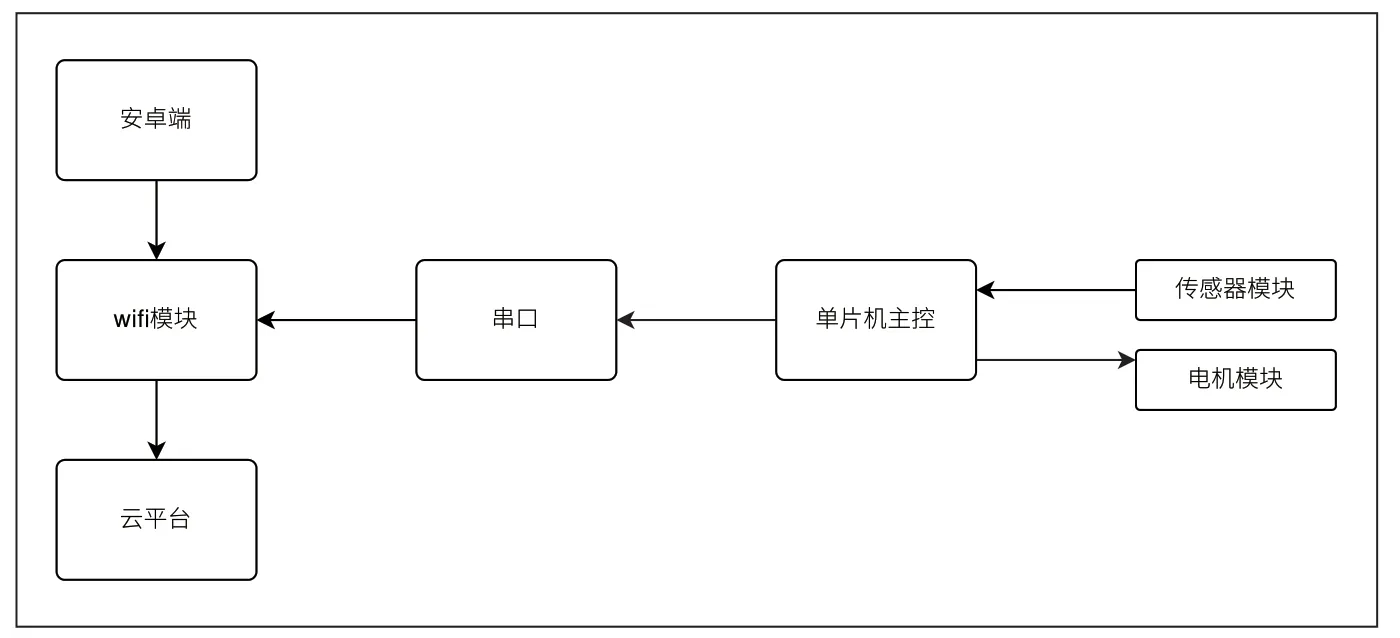
图10 远程模式原理图
■3.4 数据采集程序设计
如图11 所示,在全自动割橡胶机的底层驱动程序中,数据的采集包括对环境温湿度的采集。通过计算温度,返回温度值;计算湿度,返回湿度值。进行数据采集。每个传感器模块通过单独的子文件配置和驱动。
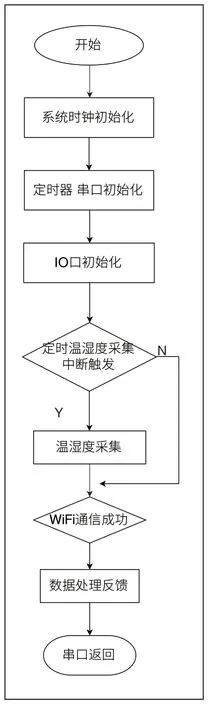
图11 温湿度采集数据流程图
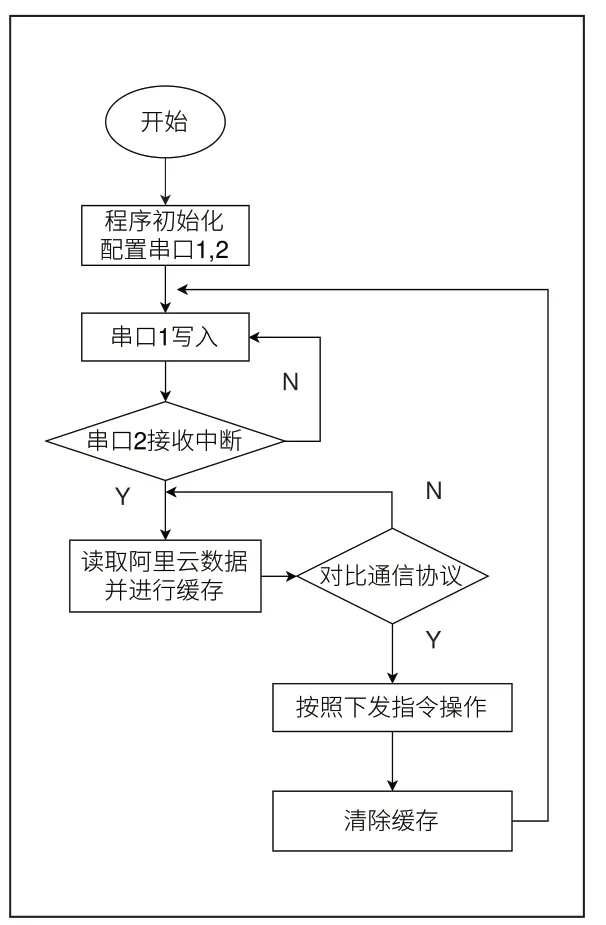
图12 WiFi 通信流程图
■3.5 WiFi 通信程序设计
设备上电以后,ESP8266首先会自检各功能,当检查无误后会对程序所设定的WiFi 进行连接,ESP8266 连接到与程序所设定的同一网络。当网络连接成功后会自动与阿里云服务器进行握手,发送用户ID 与用户Key 后,等待服务器验证后握手,验证成功后会持续检测串口数据,当检测到ESP8266 串口数据不为零时延时100ms 后对串口数据全部读取,后进行解析出有效数据,将数据发送至手机APP。如图13,14 所示。

图13 APP 登录界面
图14 APP 操作界面
4 系统实现
本文研究结合机械割橡胶理论、自动控制等技术研制一种能够快速简便且可以代替人工进行长时间作业的全自动割橡胶机器,在机械结构上去实现仿形的驱动和柔性导向的螺旋上下切割运动,从而满足机械割橡胶的精准定位。切割橡胶的轨迹运动要实现自动远程控制的功能需求,降低切割橡胶工作强度和减少人工,通过自上而下设计理念,运用模块化设计提高系统的可移植性和可拓展性,降低系统运行维护的成本。
5 结语
全自动割橡胶机设计从人们的工作需求出发,设计出的全自动机械丝杆切割装置,有效地解决了工人们无法控制割橡胶的力度问题和无法在割橡胶的最佳时间进行割橡胶等问题。解决了割橡胶工作强度高,技术难度大及割橡胶工紧缺等问题。
后续通过对电路及结构的进一步优化,更好地实现全自动的橡胶切割。自动割橡胶机未来的发展方向是专业性强、精准性好、速度要快的一种胶乳收获技术。
猜你喜欢
建材发展导向(2021年22期)2022-01-18
装备制造技术(2021年5期)2021-08-14
快乐语文(2021年15期)2021-06-15
童话世界(2020年13期)2020-06-15
漳州职业技术学院学报(2019年1期)2019-11-16
故事大王(2019年4期)2019-05-14
城市轨道交通(2019年2期)2019-04-04
电子制作(2018年11期)2018-08-04
西安工程大学学报(2016年6期)2017-01-15
海军航空大学学报(2015年3期)2015-11-11