锅炉烟气再循环风机轴承故障诊断分析
2023-09-23 02:29:22马海余
设备管理与维修 2023年16期
李 磊,成 果,马海余
(1.兰州石化公司研究院,甘肃兰州 730060;2.兰州石化公司化工储运中心,甘肃兰州 730060;3.兰州石化分公司机电仪运维中心,甘肃兰州 730060)
0 引言
能源作为社会发展的动力源泉,同时也是社会经济增长的物质基础。我国在能源战略中长期发展的规划中,能源电气化是主要方向,并且可以有效推动社会经济转向绿色发展[1]。余热回收可以做到有效提高能源利用效率,锅炉烟气再循环系统可以对余热进行回收利用。
1 监测简介
2023 年1 月,公用工程一部动力与水处理区域出现振动异常信号,排查发现故障来源为1#锅炉装置烟气再循环风机系统,现场生产要求锅炉持续运行,无法满足长时间停止运行的需求,当停机过久时,可能导致不满足生产需要,并为生产现场带来很大的困难与隐患[2]。在发现异常情况后,现场迅速通知相关人员,相关的监测人员对监测数据进行及时且详细的分析,及时发现故障来源,并进行排查。
1.1 循环风机测点布置
循环风机包括轴承座、风机、电机等(图1),没有布置固定测点,监测人员在采集数据时,针对风机两个轴承座的水平(H)、垂直(V)、轴向(A)共6 个位置进行采集数据,图1 中1 测点为驱动端轴承座;2 测点为风机叶轮侧轴承座。

图1 风机测点
1.2 风机主要参数
该设备型号为XOEI53-63,介质为烟气,温度250 ℃,压力651 Pa,风量3364.8 m3/h,设备转速2970 r/min,功率90 kW,宁波伯克杰特工业风机有限公司生产,轴承型号为滚动轴承SKF2218K,D=200 mm,d=110 mm,n=18,N=970/60 r/min=49.5 r/min(D:外环直径,d:内环直径,n:滚动体数目,N:转速频率)[3]。
1.3 监测数据
根据各测点的振动监测数据,对驱动端(1V、1H、1A)及叶轮端(2V、2H、2A)轴承座数据进行了频谱分析。检修前各测点振动值见表1。
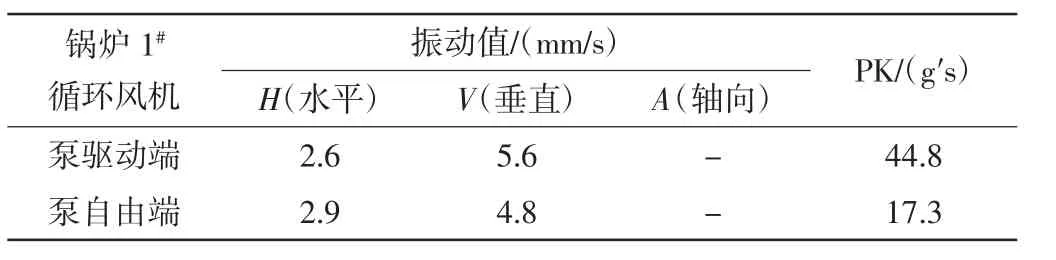
表1 检修前各测点振动值
频谱图、波形图及peakvue 频谱如图2 所示。

图2 驱动端2H、2V 方向速度、Peakvue 频谱
2 故障分析
该风机为环保设备,须各部门沟通后处理,暂时进行监测特护运行。1 月11 日至15 日特护监测运行数据无波动,1 月16 日再次补充润滑脂后数据(泵驱动端:水平1.9、垂直4.2、轴承冲击24.9 g′s,泵自由端:水平1.8、垂直2.8、轴承冲击6.4 g′s)均有明显好转。
从现场技术员了解到该轴承为滚动轴承,查询轴承故障相关特征频率经验公式[3],将现场实际设备参数代入相关经验公式,得出故障频率,SKF2218K 轴承相关部位的结果如下:①滚动体故障频率:BSF≌N(0.5-1.2/n)=21.78 Hz;②保持架故障频率:FIT≌N(0.2n-1.2/n)=195.03 Hz;③内环故障频率:BPFI≌N(0.5n+1.2)=554.4 Hz;④外环故障频率:BPFO≌N(0.5n-1.2)=435.6 Hz。
结合振动数据及图谱分析,400 Hz 故障频率与轴承外环故障特征频率435.6 Hz 相吻合,故判断驱动端轴承外圈和滚动体存在点蚀、保持架出现故障。建议立即停机检修,1 月18 日停机检修。更换2218K 轴承1 套,加注防水耐高温润滑脂回装并试车。400 Hz 外圈故障频率消失,PK+值恢复正常范围,与故障判断分析基本一致。
诊断结论如下:①轴承的整体结构分析结果表明,故障点可能存在于轴承的外环;②经过专家的诊断分析,建议该机组进行停车,并整体检修,在检修期间,需注意对轴承、叶轮等部分的检修;③现场工况复杂,并且因为需要连续性生产,压缩机组暂无法进行停车检修操作,为应对这种情况,需向该轴承内部空间强压入过量润滑脂,与此同时,需进一步加强对该机组的状态监测,例如监测轴承温度,一旦温度出现较大波动则需要立即停车,以防止故障的发生,如抱轴的现象[4]。
3 现场验证
3.1 拆机检查
2023 年1 月18 日,经过检修人员拆检,发现如下问题:①轴承2218K 外圈损坏明显,坑槽可能是异物导致(但未发现,保持架未发现缺陷)(图3a));②滚动体划痕与外圈坑槽有关(图3b));③更换2218K 轴承1 套,加注防水耐高温润滑脂回装并试车。400 Hz 外圈故障频率消失,PK+值恢复正常范围,与故障判断分析基本一致。
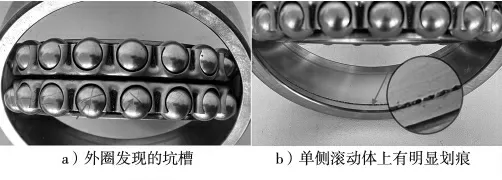
图3 2218K 轴承故障
3.2 试车运行评价
检修后试车各测点振动值见表2,检修后轴承驱动端频谱如图4 所示。

表2 检修后试车各测点振动值

图4 更换轴承后驱动端2H、2V 方向速度频谱
3.3 监测总结
各测点数据均在标准范围,轴承部件故障频率的准确性是导致判断准确率的唯一标准,加强故障频率计算分析能力,轴承安装过程避免异物进入轴承盒内,杜绝此类故障发生。更换轴承后,送风机在驱动端轴承的振动值降至2.13 mm/s 以下,说明现场设备运行情况良好。故障特征频率情况显示,设备不存在轴承外环故障特征频率,说明维持该状态保持轴承健康运行。
4 故障总结
现场设备出现振动异常信号后,经过排查,发现故障来源为1#锅炉装置烟气再循环风机系统,对现场情况进行诊断分析,结果表明产生故障的主要原因是润滑脂被严重污染,同时轴承间隙过大,最终造成轴承失效。被污染的润滑脂导致滚动体表面与滚道产生点痕,轴承间隙过大使轴承内环滚道表面存在划痕,导致轴承的振动参数出现较大波动,最终导致轴承磨损失效[5]。
对该故障进行诊断分析后,总结现场维修处理经验如下:今后在现场维修、维护中,要确保新轴承的安装操作符合相关标准,并注意轴承锁紧,保证螺母到位;在加注润滑脂方面,需要确保加注器的干净,保证润滑油油质不受到外界污染等事项;设备故障发生后,要及时进行排查,并对数据进行整理分析,找到相关故障发生原因、总结经验,避免类似的情况再次发生。
猜你喜欢
石油商技(2023年4期)2023-12-09 08:49:36
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
能源(2018年5期)2018-06-15 08:56:02
能源(2017年9期)2017-10-18 00:48:27
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
石油知识(2017年3期)2017-04-05 16:36:36
石油学报(石油加工)(2017年1期)2017-02-08 01:51:34
现代工业经济和信息化(2016年12期)2016-05-17 05:37:47
科技创新导报(2016年5期)2016-05-14 11:34:34