
3D 打印铁尾矿砂混凝土的力学和冻融循环耐久性研究
2023-09-19 00:41申彦飞
金属矿山 2023年8期
张 宁 申彦飞 吴 凯
(1.赤峰学院资源环境与建筑工程学院,内蒙古 赤峰 024000;2.加拿大阿尔伯塔大学工程学院,阿尔伯塔 埃德蒙顿 T6G2R3;3.太原理工大学土木工程学院,山西 太原 030024)
3D 打印技术被认为是数字化设计的重要标志[1],由于其快速成型等突出优势,该技术被广泛应用于航空航天、生物医药、工业制造等领域。近年来,3D 打印技术在建筑领域也取得了一定的应用[2-6]。3D 打印混凝土是一种基于3D 打印技术应用于混凝土施工的新材料,该技术是在计算机系统的控制下,将配置好的混凝土通过3D 打印装置挤出[7],3D 打印混凝土技术不需要传统的模板支撑,这是最新的混凝土无模成型技术,3D 打印混凝土材料将向绿色、轻质、高强、快硬、早强方向发展[8-9]。张耀宇等[10]发现掺加适量的减水剂、纤维素醚、可再分散性乳胶粉和速凝剂可有效改善混凝土的可打印性,刘超等[11]研究了随着打印喷头尺寸的增大,3D 打印混凝土的可建造性增强,打印试件的力学强度提升了7.5%~31.6%,孔隙率和缺陷数量下降。
尾矿是矿山最大的固体废物之一。2013 年底,我国的现存尾矿量超过100 亿t[12],其中铁尾矿作为尾矿中用量较大且利用率较低的尾矿,造成耕地占用、植被破坏和水污染等环境问题,对铁尾矿循环加以利用,既可以减少污染,又可减少过度开采河砂带来的生态破坏等问题[13-15]。秦毅[16]得到掺加铁尾矿砂和小粒径的铁尾矿的泡沫混凝土可以有效提升泡沫混凝土的抗冻性能。顾晓薇等[17]以高硅型铁尾矿砂与粉煤灰复掺替代硅砂制备蒸压加气轻质混凝土,随着铁尾矿砂掺量的增加,抗压强度先增大后降低,随着水胶比的增大,试件的干体积密度和抗压强度逐渐降低。
本文选用铁尾矿砂部分替代普通河砂,制备了3D 打印铁尾矿砂混凝土,研究了不同铁尾矿砂掺量,不同加载方向,不同养护龄期等因素对3D 打印铁尾矿砂混凝土的抗压强度、劈裂抗拉强度和抗弯强度的影响,并对3D 打印铁尾矿砂混凝土经历冻融循环100 次时的质量损失率、抗压强度损失率和抗弯强度损失率进行了研究。
1 试验材料与试验方法
1.1 试验材料
(1)水泥。P·O 52.5R 普通硅酸盐水泥,细度1.7%,其化学成分如表1 所示。

表1 水泥主要化学成分Table 1 Main chemical components of cement %
(2) 硅灰。SiO2含量94%,表观密度1 649 kg/m3。
(3)铁尾矿砂。取自辽宁地区,表观密度2.76 kg/m3,含水量4.3%,含泥量1.2%,不均匀系数14.7,曲率系数3.1,属中砂,级配良好,其化学成分如表2 所示。
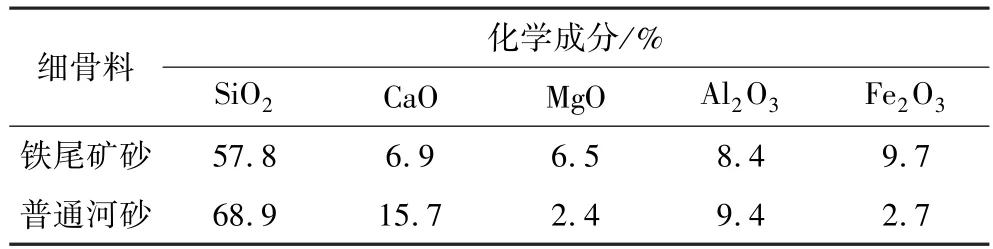
表2 铁尾矿砂和普通河砂化学成分Table 2 Chemical composition of iron tailings sand and common river sand
(4)普通河砂。最大粒径为2.5 mm,其化学成分如表2 所示。
(5)减水剂。聚羧酸类高效减水剂,减水率为35%,固含量为42%。
1.2 试验配合比
3D 打印铁尾矿砂混凝土配合比如表3 所示,其中铁尾矿砂掺量分别为0%、15%、30%和45%,水胶比为0.2。
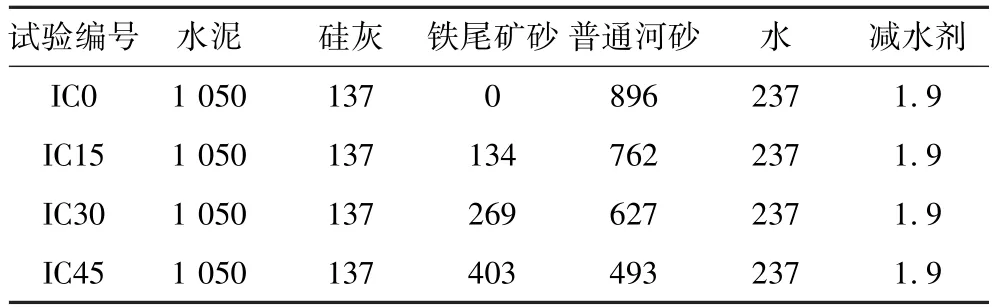
表3 3D 打印铁尾矿砂混凝土配合比Table 3 Mix ratio of 3D printing iron tailings sand concretekg/m3
1.3 各向异性
由于3D 打印铁尾矿砂混凝土在空间X、Y、Z方向上存在各向异性,因此其加载方向示意如图1所示。
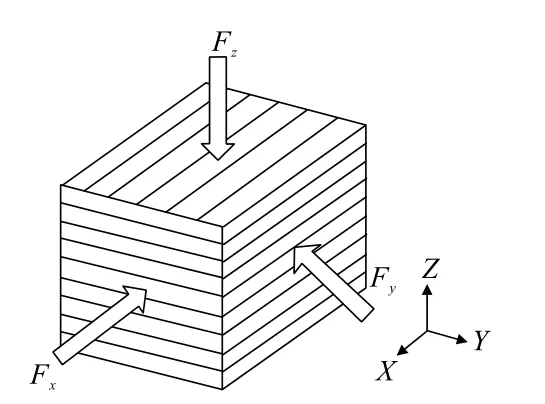
图1 3D 打印铁尾矿砂混凝土的加载方向示意Fig.1 Schematic diagram of loading direction of 3D printed iron tailings sand concrete
1.4 测试方法
3D 打印铁尾矿砂混凝土的力学性能测试方法根据《GB/T 50081—2019 混凝土物理力学性能试验方法标准》[18]进行测试。其中抗压强度试件和劈裂抗拉强度试件尺寸为100 mm×100 mm×100 mm,抗弯强度试件尺寸为100 mm×100 mm×400 mm,基于3 个变量分别进行力学试验,即铁尾矿砂掺量(0%、15%、30%、45%),加载方向(X、Y、Z),养护龄期(3 d、14 d、28 d)。
3D 打印铁尾矿砂混凝土的冻融循环测试方法按照《GB/T 50082—2009 普通混凝土长期性能和耐久性能试验方法标准》[19]中的快冻法进行,试件尺寸为40 mm×40 mm×160 mm,最高温度为5 ℃,最低温度为-18 ℃。将测试试件加水后置于冻融机中,在100次冻融循环后取出试件,测试质量损失率M、抗压强度损失率Mc和抗弯强度损失率Mf。
式中,m为冻融前试件的质量,kg;mf为冻融循环100次时试件的质量,kg。
式中,mc为冻融前试件的抗压强度,MPa;mfc为冻融循环100 次时试件的抗压强度,MPa。
式中,mf为冻融前试件的抗弯强度,MPa;mff为冻融循环100 次时试件的抗弯强度,MPa。
2 结果与讨论
2.1 铁尾矿砂掺量对力学性能的影响
图2 为不同铁尾矿砂掺量的3D 打印混凝土抗压强度变化图。由图2 可知,掺入铁尾矿砂后,3D 打印铁尾矿砂混凝土的抗压强度低于普通混凝土,但抗压强度的下降程度并不明显。随着铁尾矿砂掺量的增加,3D 打印铁尾矿砂混凝土在X、Y、Z方向上的抗压强度均下降。当铁尾矿砂掺量为0%时,3D 打印混凝土在Z方向上的抗压强度最大,为30 MPa,3D 打印混凝土在Y方向上的抗压强度最小,为21 MPa。当铁尾矿砂掺量为45%时,3D 打印混凝土在X、Y、Z方向上的抗压强度较普通混凝土分别降低了33.3%、42.9%和16.7%。
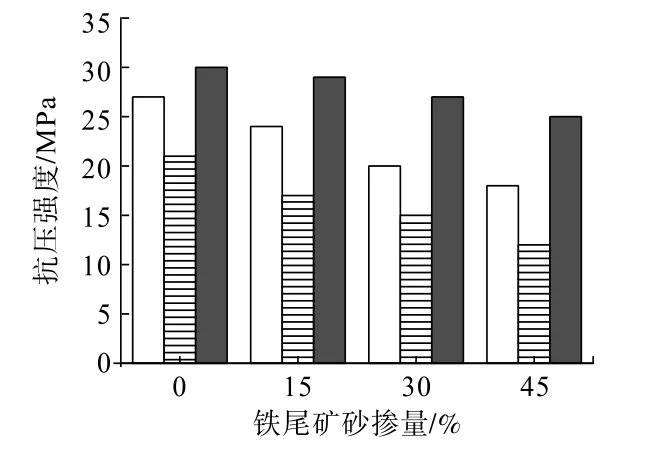
图2 铁尾矿砂掺量对抗压强度的影响Fig.2 Effect of iron tailings sand content on compressive strength
图3 为不同铁尾矿砂掺量的3D 打印混凝土劈裂抗拉强度变化图。图3 表明了铁尾矿砂掺量对3D打印混凝土拉伸性能的影响。从图中可以发现,3D打印铁尾矿砂混凝土在X和Y方向上的劈裂抗拉强度随铁尾矿砂掺量的增加呈现先增大后减小的趋势,而在Z方向上的劈裂抗拉强度随铁尾矿砂掺量的增加呈现递增趋势。当铁尾矿砂掺量为0%时,3D 打印混凝土在X方向上的劈裂抗拉强度最大,为2.3 MPa,3D 打印混凝土在Z方向上的劈裂抗拉强度最小,为1.5 MPa,当铁尾矿砂掺量为45%时,3D 打印混凝土在X、Y方向上的劈裂抗拉强度较普通混凝土分别降低了17.4%、17.6%,在Z方向上的劈裂抗拉强度较普通混凝土提高了106.7%。
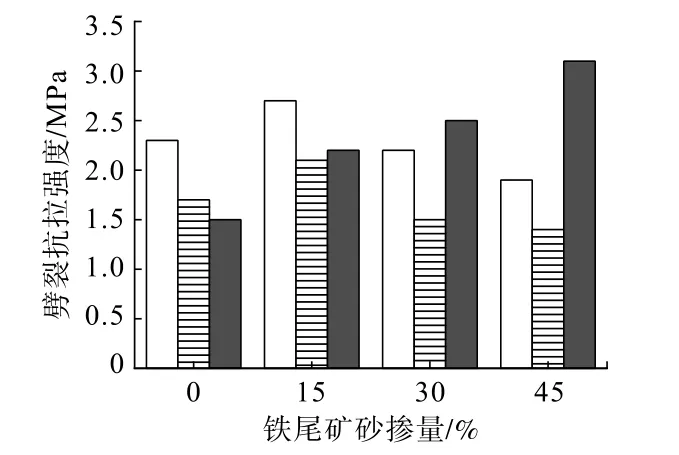
图3 铁尾矿砂掺量对劈裂抗拉强度的影响Fig.3 Effect of iron tailings sand content on splitting tensile strength
图4 为不同铁尾矿砂掺量的3D 打印混凝土抗弯强度变化图。由图4 可以发现,随着铁尾矿砂掺量的增加,3D 打印铁尾矿砂混凝土的抗弯强度呈现明显的规律性变化,3D 打印铁尾矿砂混凝土在X方向上的抗弯强度先增大后减小,在Y和Z方向上的抗弯强度逐渐增大。当铁尾矿砂掺量为0%时,3D 打印混凝土在Z方向上的抗弯强度最大,为3.3 MPa,3D打印混凝土在X方向上的抗弯强度最小,为2.4 MPa,当铁尾矿砂掺量为45%时,3D 打印混凝土在X、Y、Z方向上的抗弯强度较普通混凝土分别提高了25.0%、31.0%和42.4%。
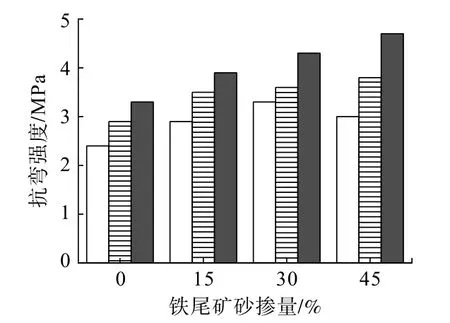
图4 铁尾矿砂掺量对抗弯强度的影响Fig.4 Influence of iron tailings sand content on flexural strength
综上,掺入铁尾矿砂后,3D 打印铁尾矿砂混凝土在X、Y、Z方向上的抗压强度低于普通混凝土,在X、Y方向上的劈裂抗拉强度低于普通混凝土,在X、Y、Z方向上的抗弯强度高于普通混凝土。由于机械破碎后得到的铁尾矿砂存在打印材料上的缺陷,造成铁尾矿砂与水泥砂浆的界面过渡区的致密性降低,随着铁尾矿砂掺量的增加,3D 打印铁尾矿砂混凝土的抗压强度和劈裂抗拉强度会低于普通混凝土,但其抗弯强度有明显提高,这一结果与铁尾矿砂的高吸水性和内部固化机理有关,可以提高3D 打印材料的抗弯强度。
2.2 各向异性对力学性能的影响
图5 为铁尾矿砂掺量15%的混凝土和普通混凝土在不同方向上的抗压强度变化图。由图5 可以发现,3D 打印铁尾矿砂混凝土的抗压强度具有明显的各向异性,而铁尾矿砂的替代对3D 打印混凝土各向异性的影响作用有限。此外,3D 打印铁尾矿砂混凝土较3D 打印普通混凝土在X、Y和Z方向上的抗压强度分别降低了11.1%、19.0%和3.3%,对比3D 打印X、Y和Z方向,3D 打印铁尾矿砂混凝土和3D 打印普通混凝土在Z方向上的抗压强度最高,分别为29 MPa 和30 MPa,在Y方向上的抗压强度最低,分别为17 MPa 和21 MPa。
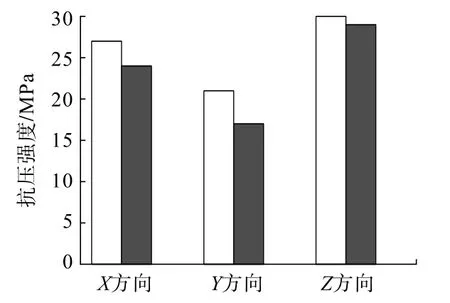
图5 打印方向对抗压强度的影响Fig.5 Effect of printing direction on compressive strength
图6 为铁尾矿砂掺量15%的混凝土和普通混凝土在不同方向上的劈裂抗拉强度变化图。由图6 可知,3D 打印铁尾矿砂混凝土的抗拉劈裂强度具有明显的各向异性,而铁尾矿砂的替代对3D 打印混凝土各向异性也有一定的影响。此外,3D 打印铁尾矿砂混凝土较3D 打印普通混凝土在X、Y和Z方向上的劈裂抗拉强度分别提高了17.4%、23.5%和46.7%,对比3D 打印X、Y和Z方向,3D 打印铁尾矿砂混凝土和3D 打印普通混凝土在X方向上的劈裂抗拉强度最高,分别为2.7 MPa 和2.3 MPa,在Z方向上的劈裂抗拉强度最低,分别为2.0 MPa 和1.5 MPa。
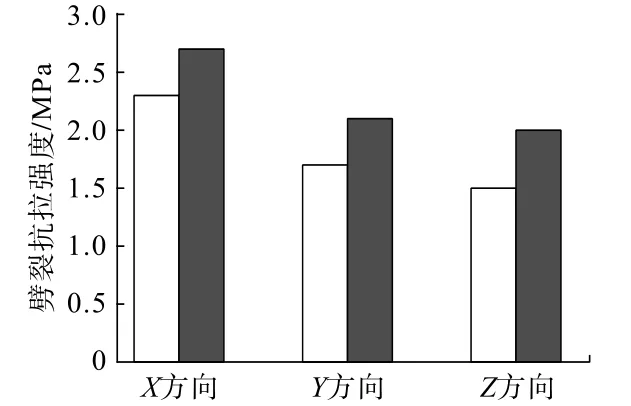
图6 打印方向对劈裂抗拉强度的影响Fig.6 Effect of printing direction on splitting tensile strength
图7 为铁尾矿砂掺量15%的混凝土和普通混凝土在不同方向上的抗弯强度变化图。图中可观察到3D 打印铁尾矿砂混凝土的抗弯强度仍存在明显的各向异性,3D 打印铁尾矿砂混凝土较普通混凝土在3个方向上的抗弯强度均有提高。此外,3D 打印铁尾矿砂混凝土较3D 打印普通混凝土在X、Y和Z方向上的抗弯强度分别提高了20.8%、20.7%和18.2%,对比3D 打印X、Y和Z方向,3D 打印铁尾矿砂混凝土和3D 打印普通混凝土在Z方向上的抗弯强度最高,分别为3.9 MPa 和3.3 MPa,在X方向上的抗弯强度最低,分别为2.9 MPa 和2.4 MPa。
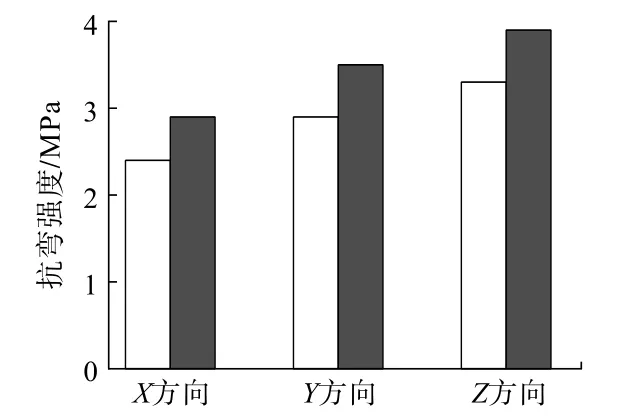
图7 打印方向对抗弯强度的影响Fig.7 Effect of printing direction on flexural strength
综上,由于3D 打印层与层之间的粘结强度较弱,在打印过程中(如图1),铁尾矿砂混凝土试件在水平面内可以看成多个细直的长条形状,在Z方向上逐层打印。因此,Y方向的打印时间小于Z方向的打印时间,平行于X与Y平面的粘结应力最小,平行于X与Z平面的粘结应力次之。当载荷沿X或Y方向时,铁尾矿砂混凝土试件的膨胀方向垂直于相邻层之间的平面。但是,当载荷沿Z方向时,铁尾矿砂混凝土试件的膨胀方向垂直于相邻条带之间的平面。因此,X和Y方向上的抗压强度小于Z方向上的抗压强度,X和Y方向上的劈裂抗拉强度大于Z方向上的劈裂抗拉强度。而抗弯强度由铁尾矿砂混凝土梁试件的底部中心位置确定,梁底部中心区域出现最大拉应力,在X方向加载时,3D 打印铁尾矿砂混凝土梁试件的抗弯性最差,这是因为拉应力垂直于粘结强度最弱的相邻层。因此,在X方向上的抗弯强度最低,在Z方向上的抗弯强度最高。
2.3 养护龄期对力学性能的影响
图8~图10 分别为不同龄期内的3D 打印铁尾矿砂掺量15%的混凝土和普通混凝土在Z方向上的抗压强度、劈裂抗拉强度和抗弯强度变化图。由图可知,随着养护龄期的延长,3D 打印铁尾矿砂混凝土的抗压强度、劈裂抗拉强度和抗弯强度均有不同程度的提高,这与普通混凝土的变化规律一致。养护龄期为14 d 时,3D 打印铁尾矿砂混凝土和普通混凝土的抗压强度较3 d 增长了76.9%和56.3%,劈裂抗拉强度较3 d 增长了45.5%和62.5%,抗弯强度较3 d 增长了33.3%和31.6%。养护龄期为28 d 时,3D 打印铁尾矿砂混凝土和普通混凝土的抗压强度较14 d 增长了26.1%和20.0%,劈裂抗拉强度较14 d 增长了37.5%和15.4%,抗弯强度较14 d 增长了39.3%和32.0%。以上数据表明,掺加铁尾矿砂有助于3D 打印混凝土后期力学性能的提升。
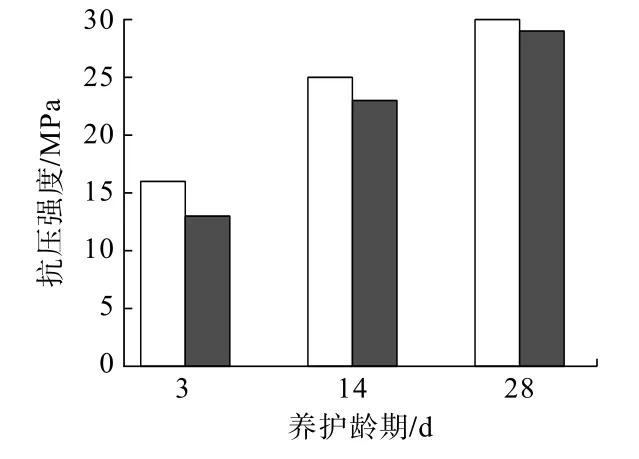
图8 养护龄期对抗压强度的影响Fig.8 Effect of curing age on compressive strength
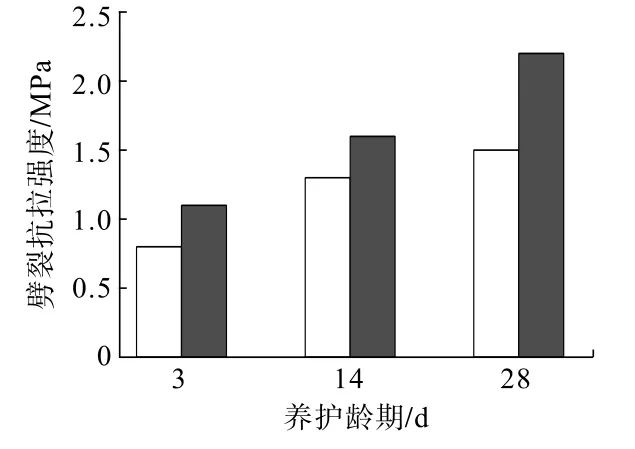
图9 养护龄期对劈裂抗拉强度的影响Fig.9 Effect of curing age on splitting tensile strength
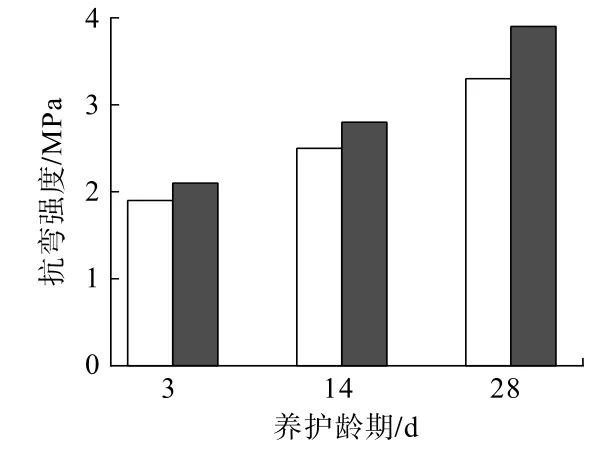
图10 养护龄期对抗弯强度的影响Fig.10 Influence of curing age on flexural strength
2.4 冻融循环测试
表4 为3D 打印铁尾矿砂混凝土经历冻融循环100 次时的质量损失率,图11 和12 分别为3D 打印铁尾矿砂混凝土经历冻融循环后的抗压强度损失率和抗弯强度损失率。铁尾矿砂掺量越高,经历冻融循环后的质量损失越大,IC15、IC30 和IC45 经历冻融循环100 次时的质量损失率较IC0 提高了32%、178%和206%,3D 打印铁尾矿砂混凝土经历冻融循环后,在Z和Y方向上的抗压强度损失率和抗弯强度损失率也有显著的提高,其抗压强度损失率和抗弯强度损失率随着铁尾矿砂掺量的增高呈现上升趋势,3D 打印铁尾矿砂混凝土在Z方向的抗压强度损失率较高,在Y方向上的抗弯强度损失率较高。
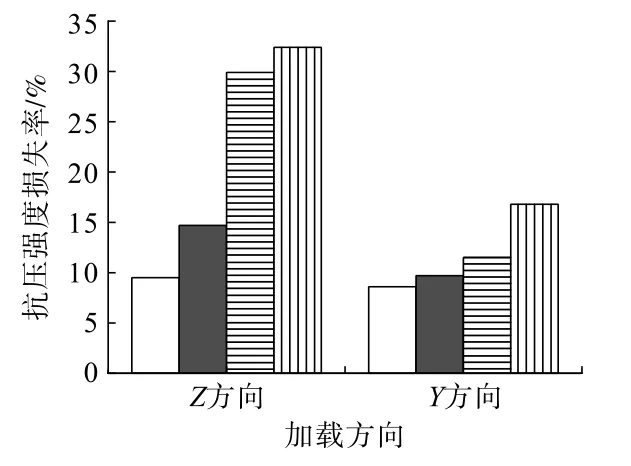
图11 3D 打印铁尾矿砂混凝土的抗压强度损失率Fig.11 Compressive strength loss rate of 3D printed iron tailing sand concrete
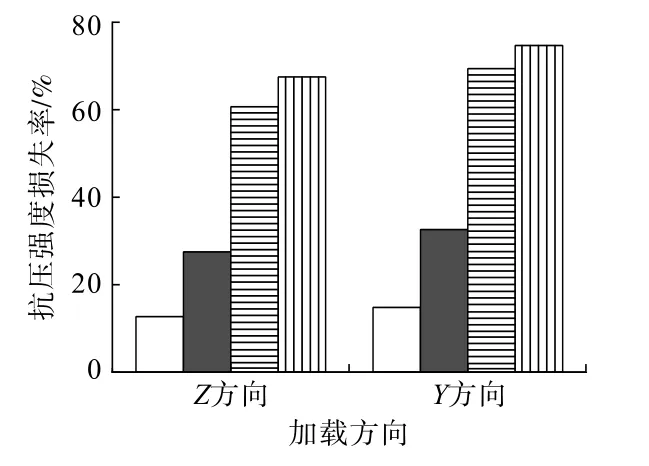
图12 3D 打印铁尾矿砂混凝土的抗弯强度损失率Fig.12 Flexural strength loss rate of 3D printed iron tailing sand concrete
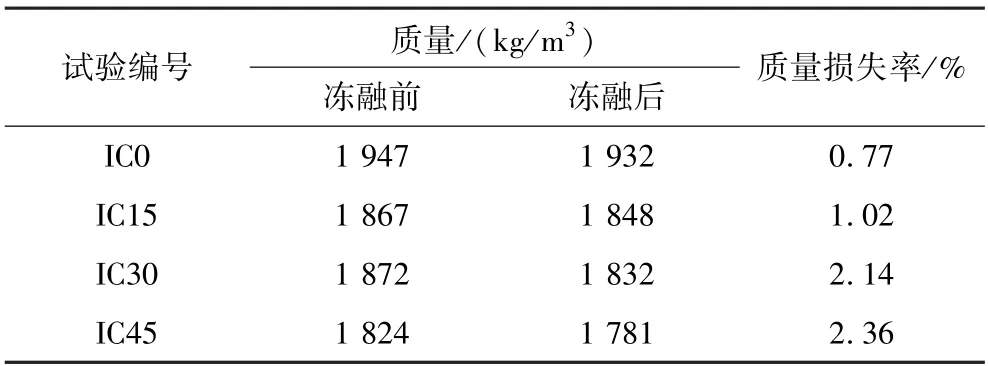
表4 3D 打印铁尾矿砂混凝土质量损失率Table 4 Quality loss rate of 3D printed iron tailings sand concrete
3 结 论
(1)随着铁尾矿砂掺量的增加,3D 打印铁尾矿砂混凝土的抗压强度和劈裂抗拉强度略低于普通混凝土,但其抗弯强度有明显提高。
(2)3D 打印铁尾矿砂混凝土和3D 打印普通混凝土在Z方向上的抗压强度和抗弯强度最高,在X方向上的劈裂抗拉强度最高。
(3)掺加铁尾矿砂后,3D 打印铁尾矿砂混凝土较普通混凝土的后期(14~28 d)力学性能显著提升。
(4)铁尾矿砂掺量越高,经历冻融循环后的质量损失越大,3D 打印铁尾矿砂混凝土在Z方向的抗压强度损失率较高,在Y方向上的抗弯强度损失率较高。
猜你喜欢
新型建筑材料(2023年1期)2023-02-09
建材发展导向(2021年20期)2021-11-20
矿产综合利用(2021年4期)2021-10-12
重庆建筑(2021年3期)2021-03-31
山东交通科技(2020年2期)2020-08-13
矿产综合利用(2020年1期)2020-07-24
新型建筑材料(2018年8期)2018-10-19
中国军转民(2017年9期)2017-12-19
水利科技与经济(2017年12期)2017-04-22
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
