
基于双目视觉的焊接机器人系统研究及应用
2023-09-15 13:05杨翠珠
无线互联科技 2023年13期
杨翠珠
(北方民族大学 电气信息工程学院,宁夏 银川 750021)
0 引言
随着全球自动化及智能机器人技术的不断发展,焊接机器人代替传统的手工焊接已成为一种趋势,自动化焊接使焊接产品的质量得到提升,可靠性及稳定性不断增强,很大程度上提高了焊接效率。本文对自动化焊接技术进一步深入研究,设计基于双目视觉的焊接机器人,对实现对大型铸件复杂焊缝的自动化焊接,具有重要意义。
1 焊接机器人研究现状及存在的问题
国外对焊接机器人技术研究较早。1997年,瑞典ASEA公司研制的LaserTrack视觉跟踪系统,对焊缝路径不需提前进行示教,能够自主寻找焊缝初始点并进行跟踪,跟踪精度为0.4 mm[1]。2019年,Bi D等[2]设计了一套基于双目视觉定位系统的管-管焊接机器人,实现对焊缝的实时跟踪及焊枪的精确定位。
相比较国外,我国研究人员对焊接机器人技术研究相对较晚,但在自动化焊接领域也取得了一定的研究成果。2017年,范明洋等[3]提出一种基于线结构光的曲线焊缝自动化焊接技术,具有良好的检测精度。2021年,付瑶等[4]研究转向架生产中横梁组成的内腔焊缝自动化焊接技术,创新了口字形焊法,实现自动化焊接。
焊接机器人技术发展迅速,但仍然存在很多问题,如对于焊接环境艰难、焊缝位置不易检测识别的情况,尤其是对工厂大型铸件复杂焊缝的焊接。由于铸件较大且焊缝不易检测识别,目前大多采用传统的人工焊接方式,效率低且焊接产品质量不稳定,因此,需要对相应的焊接机器人技术进一步深入研究。
2 焊接机器人系统构成及相关原理
2.1 焊接机器人系统
为解决复杂焊缝的自动化焊接问题,本文设计基于双目视觉的焊接机器人系统。系统分为硬件部分和软件部分。硬件部分为双目相机、机械臂;软件部分利用Python、OpenCV、Matlab等技术完成焊缝的自动化焊接。系统软件实现流程如图1所示。
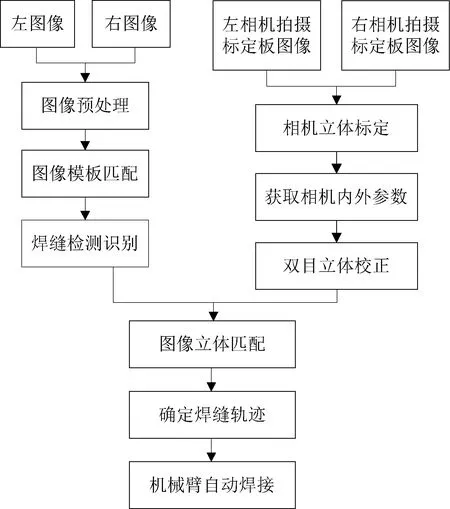
图1 系统软件实现流程
2.2 相关工作原理概述
系统主要完成焊缝的识别与定位工作。进行焊缝识别时,需先利用双目相机拍摄焊缝图像。相机成像模型中有四大坐标系:像素坐标系、图像坐标系、相机坐标系及世界坐标系。通过这四大坐标系之间的转换关系,以及相机成像模型确定目标物体在空间中的三维坐标和成像平面上对应点的映射关系。
2.2.1 坐标系的建立
(1) 像素坐标系。
图像中的像素点即图像位置,属于二维平面坐标系,像素坐标系的原点位于图像左上角,原点为O(u,v),u、v轴表示像素点在像素坐标系中的行数、列数,单位为像素(pixel)。任意一点在像素坐标系中可表示为(u,v)。
(2) 图像坐标系。
图像坐标系即物理坐标系,原点为相机中心,与成像平面的交点O(u0,v0)也称为主点,x、y轴方向与像素坐标系坐标轴方向相同,单位为mm,任一点可表示为(x,y)。
(3) 相机坐标系。
以相机光心为原点建立的坐标系,属于三维坐标系,XC、YC轴方向与图像坐标系方向一致,ZC轴为相机的光轴,与图像坐标系平面垂直,各个坐标轴可用右手坐标系规则确定,空间一点在相机坐标系中可表示为(XC,YC,ZC)。
(4) 世界坐标系。
真实物体存在的坐标系,又称大地坐标系。通常为了方便计算,将图像左下角设为世界坐标系原点OW,单位为mm。空间中任一点在世界坐标系中可表示为(XW,YW,ZW)。
2.2.2 坐标系间的转化
双目视觉系统中,通过四大坐标系之间的转换,可以实现图像中任意一点的三维重建。假设空间中一点P,像素坐标系下的坐标为(u,v),图像坐标系下的坐标为(x,y),相机坐标系下的坐标为(XC,YC,ZC),世界坐标系下的坐标为(XW,YW,ZW)。
(1)
(2)
式(2)中,M0为相机内参矩阵,M1为相机外参数矩阵,其中,旋转矩阵R为两坐标系之间得相对位姿,T为相机基线长度。
2.2.3 焊缝检测识别
本系统对焊缝进行检测识别时,需要先对图像进行预处理操作,如直方图均衡化、灰度对数变换、双边滤波等。进行检测识别时,可采用Blob算法检测、LOG算子检测、Canny边缘检测算子等检测算法,具体根据焊缝特征选取检测算法,本文采用LOG算子检测,能较为准确地对焊缝进行检测识别。
2.2.4 焊缝轨迹规划
本系统实现对焊缝的检测识别后,还需对焊缝进行轨迹规划,确定焊缝在机器人基坐标系下的空间轨迹方程,实现机器人对焊缝的自动化焊接。焊接机器人的轨迹规划分为关节空间轨迹规划和笛卡尔空间轨迹规划,主要方法有多项式差值、曲线拟合等方法。本文采用多项式插值法,结合焊缝的描述方程及运动学相关约束条件,确定焊缝的轨迹方程。
3 焊接机器人的发展及应用
近年来,各个国家对科学技术越发重视,机器人的研究水平也成为各国科学技术水平重要的衡量标准。因此,需要对焊接机器人的发展趋势及工业应用进行研究与分析。
3.1 焊接机器人的发展趋势
3.1.1 智能化发展
目前,智能化发展已经成为我国自动化焊接技术的重要发展方向,将智能控制技术融合到自动化焊接技术中,保证生产过程快速、稳定地进行,实现焊接过程的智能化。
3.1.2 网络化发展
随着计算机技术的不断发展,焊接机器人系统中融入计算机网络体系,进一步增强焊接过程的自动化管理,实现自动化焊接过程的一体化控制。同时,当设备出现故障无法正常运行时,计算机网络技术可以通过远程监控排查故障问题,并及时采取相应的解决措施。
3.1.3 高效化发展
焊接机器人对产品进行焊接时,不仅要考虑焊接速度,还要保证焊接质量,传统的手工焊接难以满足这两个要求。而焊接机器人不仅能实现批量化焊接,还能保证焊接产品的质量,实现焊接过程的精准控制,效率高且稳定可靠。
3.2 焊接机器人的工业应用
3.2.1 智能化焊接专机
智能化焊接专机为一定形状的焊接接头,焊接特定工件的焊接机器人,主要融合视觉传感器技术和自动化焊接技术。智能化焊接专机通过视觉传感器实时获取焊接产品信息,并利用计算机软件技术,进行智能控制,实现自动化焊接。目前,由于智能化焊接专机焊接产品的质量难以得到保证,因此有待进一步提高。
3.2.2 自动化焊接机器人
随着焊接行业对自动化焊接技术的要求不断提高,智能化焊接专机已不能满足当代社会的焊接要求,此时焊接效率更高,焊接质量更好的焊接机器人逐渐发展起来,并在焊接领域被广泛应用。焊机机器人作为一种多功能、可重复编程的自动控制操作机,不仅提高了焊接产品的生产效率,实现稳定、高质量焊接,还缩短了产品的生产周期,改善了工人的劳作强度,同时减少了相应设备的投资。
4 结语
焊接机器人技术在各个行业广泛应用,发挥着越来越重要的作用。本文就焊接机器人研究现状进行分析,并针对工厂大型铸件复杂焊缝焊接困难问题,设计基于双目视觉的自动化焊接系统,概述相关原理以及焊接机器人的发展趋势及工业应用。研究表明高效率、高质量的自动化焊接机器人为大型铸件复杂焊缝的自动化焊接、批量化生产确定了方向。
猜你喜欢
艺术家(2023年8期)2023-11-02
小哥白尼(军事科学)(2022年2期)2022-05-25
电子制作(2019年20期)2019-12-04
中学生数理化·七年级数学人教版(2018年4期)2018-06-28
数学大世界(2018年1期)2018-04-12
中等数学(2017年2期)2017-06-01
现代计算机(2016年11期)2016-02-28
中国海洋大学学报(自然科学版)(2014年8期)2014-02-28
机械与电子(2014年2期)2014-02-28
空间控制技术与应用(2010年3期)2010-12-23
