
预制构件生产线送料机的设计
2023-09-13 12:04刘元元
黑龙江科学 2023年16期
刘元元
(山东华宇工学院 机械工程学院,山东 德州 253000)
0 引言
预制装配建筑技术是以构件预制化生产、装配式施工为生产方式,整合设计、生产、施工等产业链,实现建筑产品节能、环保、全生命周期价值的最大化,是一种新型建筑生产技术[1]。混凝土预制构件生产线可以满足混凝土构件预制化的生产要求[2],正向着自动化、标准化、模数化、通用化的生产方向发展[3],可用于生产PC墙板、叠合楼板等。混凝土预制构件生产线布局如图1所示[2],主要包括布料机、送料机、振动台、摆渡车、码垛机、养护窑等设备,其中送料机沿轨道在搅拌站及混凝土布料机之间移动,将拌好的混凝土输送给布料机。

图1 混凝土预制构件生产线布局
1 原有技术方案
混凝土送料机的储料机构与运动机构为一个整体(如图2所示),具体结构参考专利为:一种高速混凝土筒式送料机,专利号CN215671137U。储料机构在运动机构下方,为圆筒状滚筒结构,运动机构可以沿特制架高轨道行走,这种混凝土送料机要求搅拌站出料口高度必须高于接料口,储料机构开口朝上,对准混凝土出料口接料,接满料后沿轨道运行到布料工位,储料机构翻转超90°时,将料倒入布料机储料仓内。对于一些已有搅拌站的非新建厂房,需增加预制构件生产线成套设备,如果搅拌站出料口高度不能满足要求,需重建搅拌站或对现有搅拌站进行改造,否则无法满足生产线设备运转要求,会大大提升新建或改造成本。
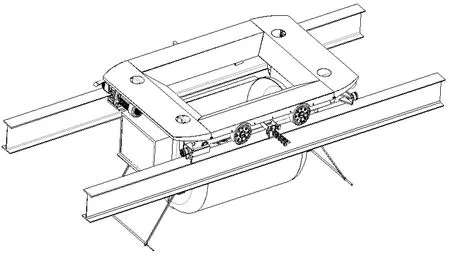
图2 一种高速混凝土筒式送料机(专利)
2 提升式送料机结构设计
搅拌站出料口高度不满足生产线设备运转要求时,可利用普通罐车从搅拌站接料,采用提升式送料机,厂房配搅拌站均能满足要求,不需新建或改造搅拌站。如图3所示,结构有别于原有送料机,分为滚筒组件与上走行组件,为两体式结构。滚筒组件可装混凝土料,上走行组件能够在特制轨道上行走。滚筒组件通过卷扬系统下降到地面附近预定高度,通过罐车给滚筒组件上料,上满料后通过卷扬系统上升到上走行组件的合适高度,与其组成一个整体,再沿特制架空轨道行走到布料工位给布料机布料。提升式送料机与常规送料机参数对比见表1。
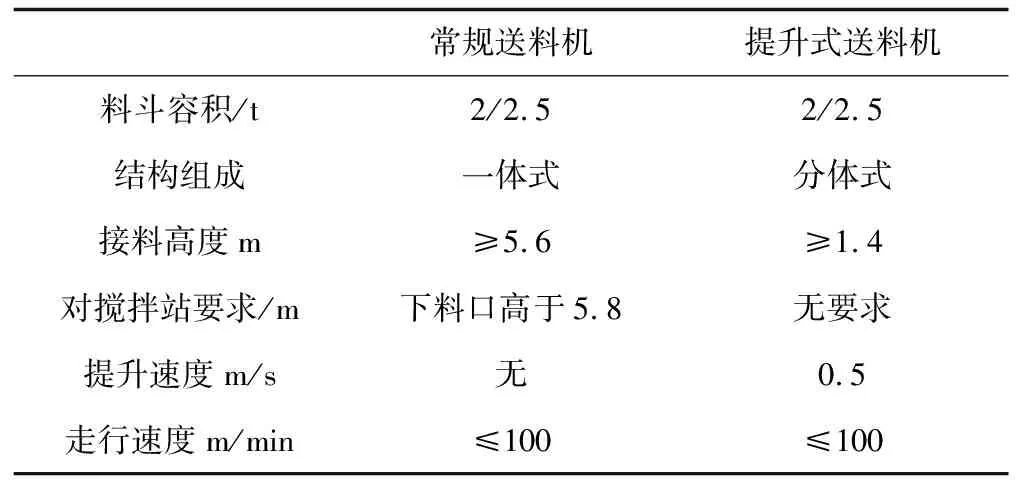
表1 送料机参数对比
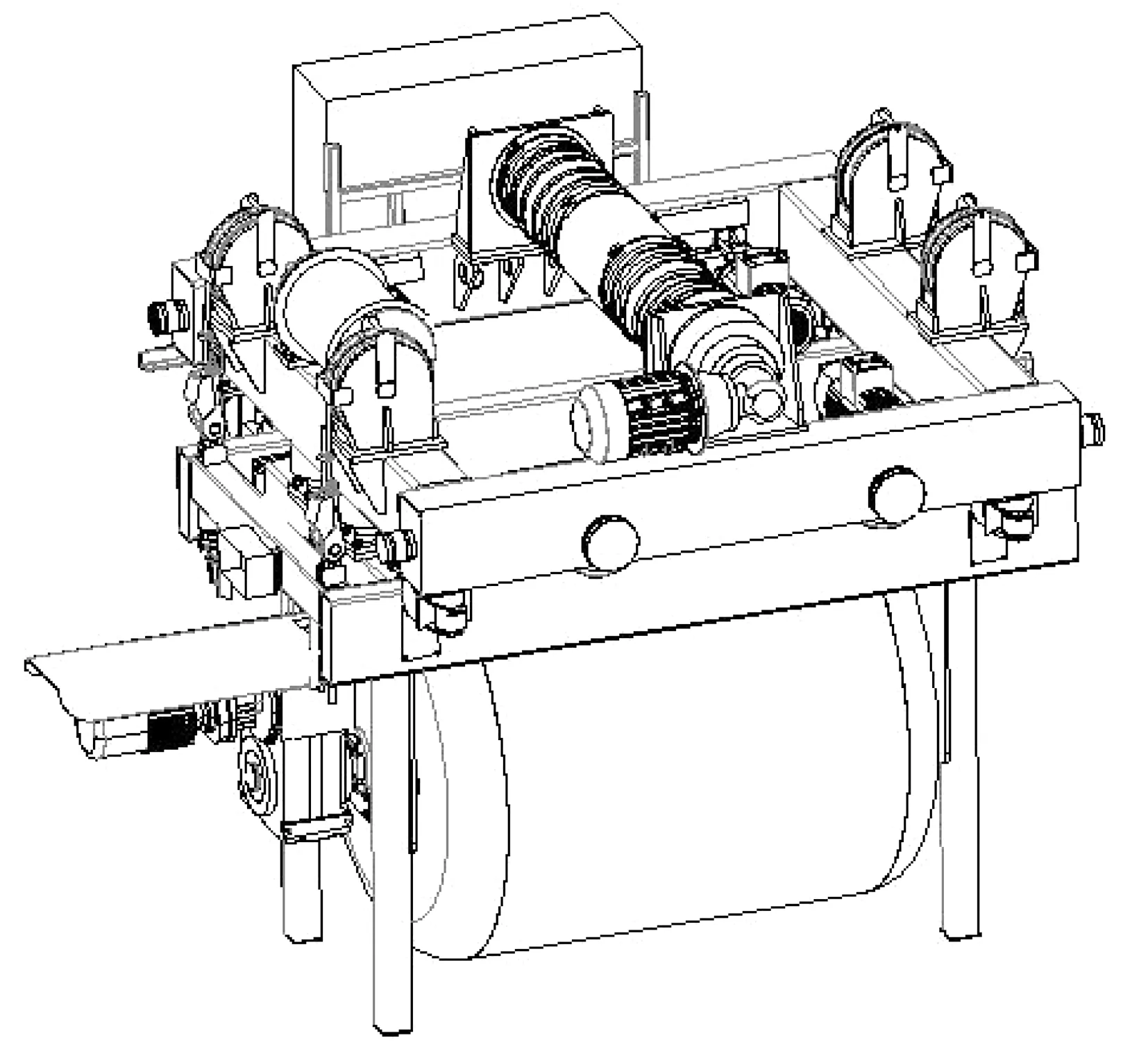
图3 提升式送料机结构示意图
如图4所示,滚筒组件由滚筒支架、滚筒驱动组件、滚筒、震动组件、下定位组件、钢丝绳松绳检测机构等组成。滚筒支架由4个支腿组成,滚筒组件整体下降时支腿可以站立到地面上,方便罐车给滚筒组件上料。滚筒驱动组件由驱动电机减速机带动滚筒正反向360°翻转,满足滚筒接料及放料要求,滚筒接料时,滚筒驱动组件带动滚筒开口朝上,滚筒放料时,滚筒驱动组件带动滚筒旋转大于90°放料。震动组件安装于滚筒开口另外一侧的特制凹槽内,用护盖保护,防止混凝土覆盖,滚筒放料时短暂开启,震动组件辅助落料,避免混凝土积压到滚筒内壁上。下定位组件安装于滚筒支架上部,可设置3处定位点,用于滚筒组件上升与上走行组件对接定位,组合成一个整体,提升式送料机在轨道上长距离行走时不会发生大幅度晃动。钢丝绳松绳检测机构安装于滚筒支架四角上,滚筒组件下降到地面后,钢丝绳松绳检测机构接近开关感应到感应件,卷扬系统电机停止旋转,不再继续松钢丝绳,可有效防止钢丝绳过松造成托槽凌乱。

1.滚筒支架 2.滚筒驱动组件 3.滚筒 4.震动组件 5.下定位组件 6.钢丝绳松绳检测机构
如图5所示,上走行组件由走行框架、驱动组件、钢丝绳卷筒组件、滑轮组件、电缆卷筒组件、导向组件、上定位组、感应组件、电控组件等组成。走行框架为矩形管或箱型体拼焊围成的矩形框架,驱动组件为驱动减速电机带动驱动轮在特制架空轨道上行走,走行框架两侧各布置一组驱动组件,两组驱动组件驱动轮带动两组从动轮实现四轮在轨道上的行走。如图6所示,钢丝绳卷筒组件由电机减速机、卷筒组件、钢丝绳组成。卷筒组件上面的四段沟槽旋向特定,1、3段为右旋,2、4段为左旋,卷筒组件上缠绕4段钢丝绳,钢丝绳一端缠绕固定在卷筒组件上,一端通过滑轮组件固定在滚筒组件滚筒支架上。4个滑轮组根据4段沟槽合理布置位置,滑轮组可以倾斜小角度,保证卷筒与滑轮组间钢丝绳的倾斜角度小于3°,以免钢丝绳脱槽划伤钢丝绳或缠绕混乱。驱动组件带动钢丝绳卷筒组件旋转,实现4段钢丝绳同时松绳及紧绳,松绳时滚筒组件下降,紧绳时滚筒组件上升。导向组件4组安装于走行框架下部,配置滚轮可调节外侧宽度尺寸,滚轮沿着送料机轨道内侧行走,防止整机走偏或侧翻。电控组件放置在走行框架上,给整机供电,滚筒组件由于上升与下降高度变化造成供线长度不断变化,需要通过电缆卷筒来调节,电缆卷筒同样放置在走行框架上,卷筒组件下降时,拉着电缆卷筒放线,电缆卷筒内置弹簧被拉紧,卷筒组件上升时,电缆卷筒靠内置弹簧自动收线。导向组件安装于走行框架下部,与滚筒组件下定位组件数量及位置对应,用于滚筒组件上升与上走行组件的对接定位,组合成一个整体。提升式送料机在轨道上长距离行走时不会发生大幅度晃动。感应组件设置感应开关与接近开关,当滚筒组件上升到合适位置后,钢丝绳卷筒组件电机减速器及时停止。感应组件的位置需安装调试。

7.走行框架 8.驱动组件 9.钢丝绳卷筒组件 10.滑轮组件 11.电缆卷筒组件 12.导向组件 13.上定位组件 14.感应组件 15.电控组件

7.走行框架 9.钢丝绳卷筒组件 10.滑轮组件 901.电机减速机 902.卷筒组件 903.钢丝绳
3 提升式送料机动作过程
提升式送料机上走行组件与滚筒组件预装到一起,钢丝绳长度调整到位,4组导向组件先不安装,到安装现场后将整机吊装在送料机轨道支架上,上走行组件四轮接触轨道上表面,安装4组导向组件,调整好间隙,使整机能够沿架空轨道顺利行走。当整机行走到接料点,设置感应组件自动停止,电机减速机带动卷筒组件朝一个方向旋转,4段钢丝绳同时松绳实现滚筒组件下降。当滚筒组件下降到地面后,钢丝绳松绳检测机构内置弹簧不受力回弹,感应组件检测后反馈信号,使卷筒组件停止旋转。罐车开过来给滚筒组件上料,上满料后,通过遥控器手动操作上升按钮,钢丝绳卷筒组件由电机减速机带动反方向旋转,4段钢丝绳同时收紧,滚筒组件上升到高处,滚筒组件下定位组件嵌入到上走行组件的定位组件内,防止走行过程中滚筒组件晃动,上升到上限位,感应组件检测后卷筒组件停止旋转。滚筒组件与上走行组件组合成一个整体,可沿特制架空轨道行走,走行框架两侧安装有导向组件,沿轨道内侧平稳行走,防止侧翻。电控组件放置于走行框架侧面给整机供电,底部滚筒驱动组件供电需要供线长度反复变化,通过电缆卷筒组件实现。
4 结束语
针对搅拌站出料口高度无法满足生产线设备运转要求的问题,设计了一种提升式送料机,分析了滚筒组件与上走行组件的结构及提升式送料机的动作过程,为预制构件生产线提供了良好的解决方案。不需新建或改造原有搅拌站即可满足生产线运转要求,降低了生产线成本。
猜你喜欢
幼儿教育·教育教学版(2022年10期)2022-07-04
冶金设备(2021年1期)2021-06-09
重型机械(2020年2期)2020-07-24
建材发展导向(2019年11期)2019-08-24
测控技术(2018年6期)2018-11-25
新疆钢铁(2016年1期)2016-08-03
设备管理与维修(2016年7期)2016-04-23
机电产品开发与创新(2014年4期)2014-03-11
自动化与仪表(2014年10期)2014-02-26
