
粤北油茶粕中茶皂素热水提取工艺优化
2023-09-11 15:15:26华军利梁锦霞温金梅敬思群
农产品加工 2023年16期
华军利,梁锦霞,温金梅,敬思群
(韶关学院英东食品学院,广东 韶关 512005)
韶关,地处粤北山区,气候温润、雨水充沛,油茶栽培历史悠久。油茶产业作为韶关脱贫攻坚的主导产业之一,政府推动在浈江、小坑、乳源、新丰等县区大力建设油茶产业园,涵盖育苗、种植、加工、研发、营销等关键环节,其中乳源瑶族自治县油茶产业园入选省级现代农业产业园。目前,全市油茶种植面积达1.8 万hm2,油茶籽产量1.95 万t,茶油4 651 t。油茶籽压榨提油后产生大量的剩余物油茶粕,油茶粕中含有许多有价值的物质,如茶皂素、蛋白质等,其中又以茶皂素的活性较为特殊。茶皂素作为纯天然的表面活性剂,性能良好,具有抑菌、驱杀害虫、消炎、抗氧化、溶血、降血压等药理活性,其应用涉及农业、医药、环境等诸多领域[1-4]。因此,对茶皂素进行充分地研究利用,优化茶皂素的提取工艺,不仅能够减少资源不必要的浪费,还能够在一定程度上提升产品的经济价值,促进产业增收创收,助力乡村振兴。从工艺成本、安全系数、操作简便程度和对环境影响等多方面综合考量,采用热水提取法,优化热水浸提粤北脱脂油茶粕中的茶皂素提取工艺。
1 材料与方法
1.1 试验原料
油茶粕,广东友丰油茶科技有限公司提供。
1.2 试剂与设备
香草醛、无水乙醇、浓硫酸、石油醚等,均为分析纯;茶皂素标准品。
多功能粉碎机,DHG-9146 型电热恒温鼓风干燥箱,HH-4 型数显恒温水浴锅,TD-5Z 型台式低速多管架离心机,722 型可见分光光度计等。
1.3 试验方法
1.3.1 提取工艺
取适量油茶粕,放置于60 ℃恒温干燥箱中干燥4 h,再经粉碎过筛,用石油醚脱脂,在室温自然风干后放置于干燥箱中恒温干燥4 h,备用。取2 g 油茶粕粉,按一定料液比加入蒸馏水,在设定温度下浸提一定时间,浸提结束后离心分离取上清液,测定其中茶皂素含量。
1.3.2 茶皂素含量测定方法
采用香草醛- 浓硫酸显色法测定提取液中茶皂素含量。
2 结果与分析
2.1 浸提温度对茶皂素提取得率的影响
称取6 份2 g 的脱脂油茶粕粉末置于烧杯中,以1∶10 的料液比添加蒸馏水,用玻璃棒搅拌均匀后,分别放入温度为55,60,65,70,75,80 ℃的热水中浸提1 h。浸提结束后,测定提取液茶皂素含量并计算得率,考查浸提温度对茶皂素提取率的影响。依据茶皂素在热水中容易溶解这一物理性质,在一定范围内提高萃取剂的温度能够加快茶皂素的溶解速度。然而,由于茶皂素在温度过高的情况下又非常容易发生水解[5]。因此,选择适宜的浸提温度至关重要。
浸提温度与茶皂素提取率的关系见图1。
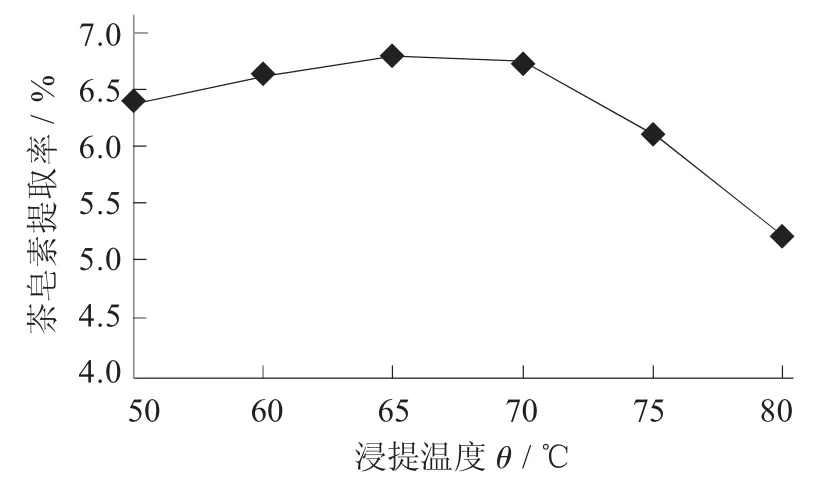
图1 浸提温度与茶皂素提取率的关系
由图1 可知,当温度为55~65 ℃时,茶皂素提取率随横坐标呈稳步上升的趋势,在温度到达65 ℃时,曲线上升到最高处,此时茶皂素提取率为6.78%。随后,继续提高浸提温度,曲线不再上升,提取率开始持续下降。曲线之所以呈现这样的走势,可能有以下3 个方面的原因:①过高的温度超出了茶皂素的承受能力,茶皂素分子发生了水解;②除茶皂素外,溶液中还存在着果胶、蛋白质等其他物质,在水温升高的前提下,这些物质极易发生凝固,而且往往是不可逆的,这种凝固的加剧,很有可能导致溶液中原本析出的茶皂素被吸附在这些物质上;③溶液中的水溶性淀粉的糊化速度随着温度的升高而加快了,溶液的黏性变大,使得茶皂素的析出变得困难[6]。综合以上3 个原因,选择65 ℃作为最佳浸提温度。
2.2 浸提时间对茶皂素提取率的影响
准确地称取6 份2 g 的脱脂油茶粕粉末置于烧杯中,以1∶10 的料液比添加蒸馏水,搅拌均匀后,放入70 ℃的水浴锅中分别浸提1.0,1.5,2.0,2.5,3.0,3.5 h。浸提结束后,测定提取液茶皂素含量并计算得率,考查浸提时间对茶皂素提取率的影响。茶皂素存在于油茶粕的内部,再用热水将其从油茶粕中提取出来的这一过程中,茶皂素需要一定的时间才能够从颗粒的内部扩散到溶液中去,从这个角度出发,按理说来,浸提时间越长,溶液中茶皂素的含量就越高,茶皂素的提取率也会随之持续上升。但溶剂中的茶皂素浓度达到一定的量时,溶液的传质推动力会有所减小,茶皂素的溶出速度也会相应减缓[7]。因此,必然会存在一个较为合适的热水浸提时间。
浸提时间与茶皂素提取率的关系见图2。
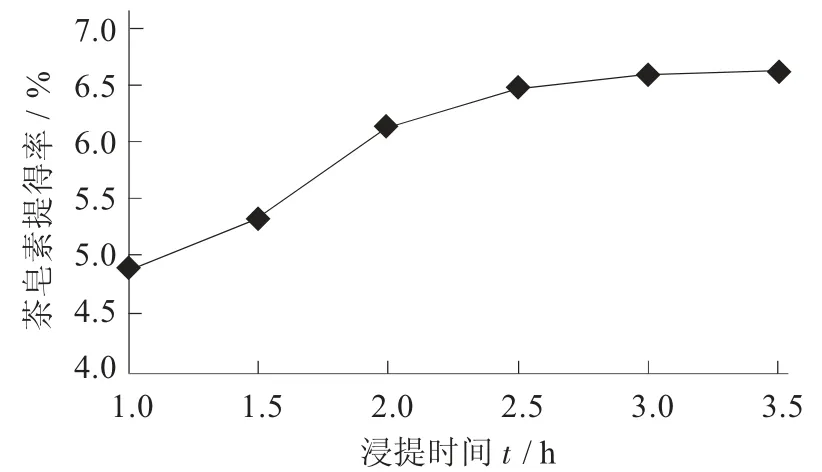
图2 浸提时间与茶皂素提取率的关系
由图2 可知,曲线整体呈上升的趋势,当浸提时间达到2.5 h 时,茶皂素的提取率几乎不再出现大幅度地增加,此时茶皂素提取率为6.46%,曲线在2.5~3.5 h 内变得平缓,由此可见继续成比例地增加浸提时间,茶皂素的提取得率也不会再出现明显的上升。从提取周期、能耗等方面综合考虑,选取最佳浸提时间为2.5 h。
2.3 料液比对茶皂素提取得率的影响
准确地称取6 份2 g 的脱脂油茶粕粉末置于烧杯中,分别以1∶8,1∶9,1∶10,1∶11,1∶12,1∶13的料液比添加蒸馏水,用玻璃棒搅拌均匀后,烧杯口封上保鲜薄膜,放入70 ℃的水浴锅中浸提1 h。浸提结束后,测定提取液茶皂素含量并计算得率,考查料液比对茶皂素提取得率的影响。
料液比的大小实质上是溶质跟溶剂的比值大小,理论上来说,加大料液比意味着在溶质的量固定的前提下,溶剂的量增加,两者差距变大,溶质就更容易被提取出来。由于溶质的量是固定的,料液比必然会存在一个较优值。在料液比达到一定的数值时,随着溶质的浓度逐渐降低,提取的速度就会趋于平缓,继续加大料液比,也提取不出再多的溶质,而溶剂的量却会大大增加[8]。因此,对于最适料液比的探究非常有必要。
料液比与茶皂素提取率的关系见图3。
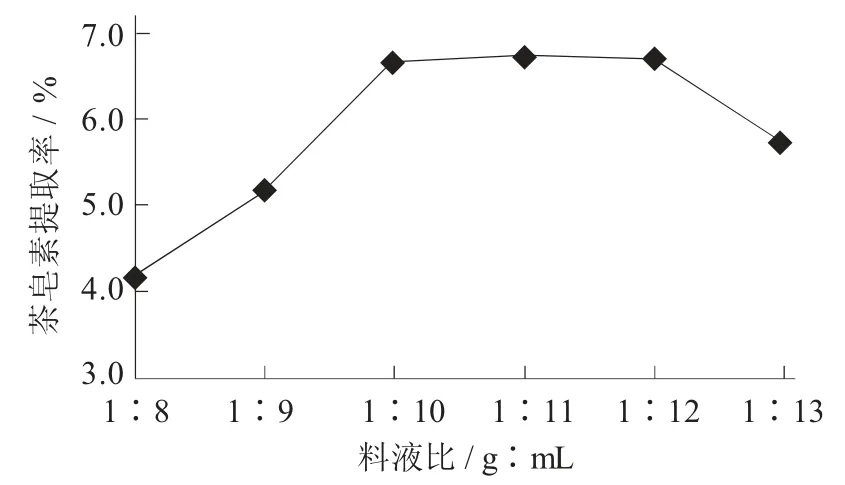
图3 料液比与茶皂素提取率的关系
由图3 可知,在料液比为1∶8 ~ 1∶11 时,曲线整体呈上升趋势。当料液比为1∶11 时,茶皂素得率获得最大值,此时的茶皂素提取率为6.70%;当料液比为1∶12 时,茶皂素的提取率出现小幅度的降低;当料液比继续增加到1∶13 时,下降明显,表明在1∶11 ~ 1∶12 的料液比条件下,茶皂素基本上浸提完毕。在溶质的量没有多大变化的前提下,继续增加料液比,使得溶剂的量远大于溶质的量,那么溶剂开始起到稀释溶质浓度的作用,茶皂素含量就会降低,相应地提取得率也会下降[9]。因此,从节约成本的角度出发,选择最佳提取料液比为1∶11。
2.4 浸提次数对茶皂素提取率的影响
准确地称取6 份2 g 的脱脂油茶粕粉末置于烧杯中,根据1∶10 的料液比添加蒸馏水,充分混合后,放入70 ℃的水浴锅中,在浸提时间1.5 h 固定不变的情况下,分别进行1,2,3,4 次浸提,即1 次浸提1.5 h,2 次浸提每45 min 一次,3 次浸提每30 min一次,4 次浸提每22.5 min 一次。2,3,4 次浸提每次取出时,需进行离心分离。将离心后的液体收集入容量瓶中,固体物料加入首次浸提相同量蒸馏水,搅拌均匀,放入70 ℃的水浴锅中,继续浸提。每次离心后的上清液倒入同一容量瓶,浸提完成后测定提取液茶皂素含量并计算得率,考查浸提次数对茶皂素提取率的影响。
理论上来说,随着浸提次数增加,相应浸出的茶皂素的量也会增加,当浸提达到一个相对稳定的状态时,每增加一次浸提次数,对溶剂的消耗量也会成倍增加,因此,选择一个合适的浸提次数也十分重要。
浸提次数与茶皂素提取率的关系见图4。
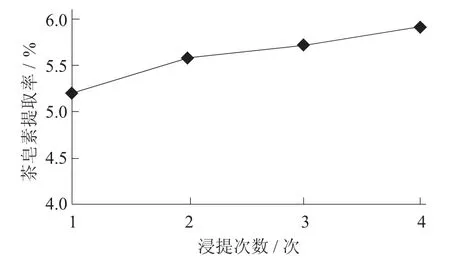
图4 浸提次数与茶皂素提取率的关系
由图4 可知,成比例的增加浸提次数,茶皂素的提取率会相应的增加,但浸提超过2 次后,茶皂素提取率的增加程度明显减小,而蒸馏水的用量却在成倍地增加。因此,从节约能源的方面考虑,试验选取最佳浸提次数为2 次。
2.5 热水提取茶皂素工艺条件的优化
通过对单因素试验得出的试验结果进行归纳和分析,确定了正交试验的进行方案,通过正交试验,进而研究出提取茶皂素的最优因素组合。根据单因素试验分析可看出,随着热水浸提次数的增加,茶皂素的提取率逐渐升高,但热水浸提次数超过2 次后,茶皂素的提取率上升的幅度比较小,反应趋于稳定状态。因此,考量到资源的节约以及生产周期的长短,在正交试验的研究中,将浸提次数固定为2 次,将浸提时间、料液比、浸提温度这3 个因素作为正交试验的主要研究因素。同时,在对于单因素研究结果进行了充分的分析之后,将在单因素试验研究出的各因素的最优条件作为水平数选取的中间值,即将浸提温度65 ℃,浸提时间2.5 h,料液比1∶11 作为中间值,然后在对应曲线左右两侧就近取点,共选取3 个水平进行L9(34)正交试验。
热水浸提正交试验因素与水平设计见表1,热水浸提条件正交试验结果见表2,方差分析结果见表3。
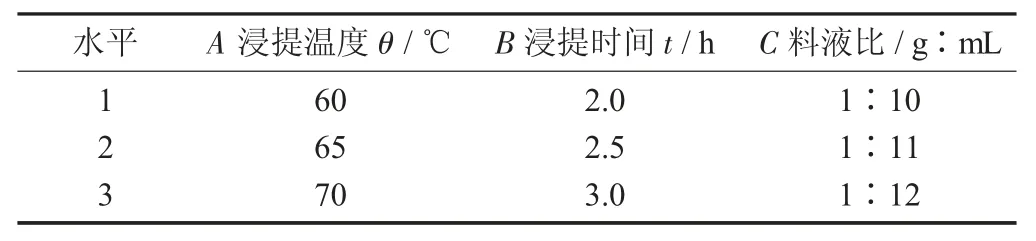
表1 热水浸提正交试验因素与水平设计
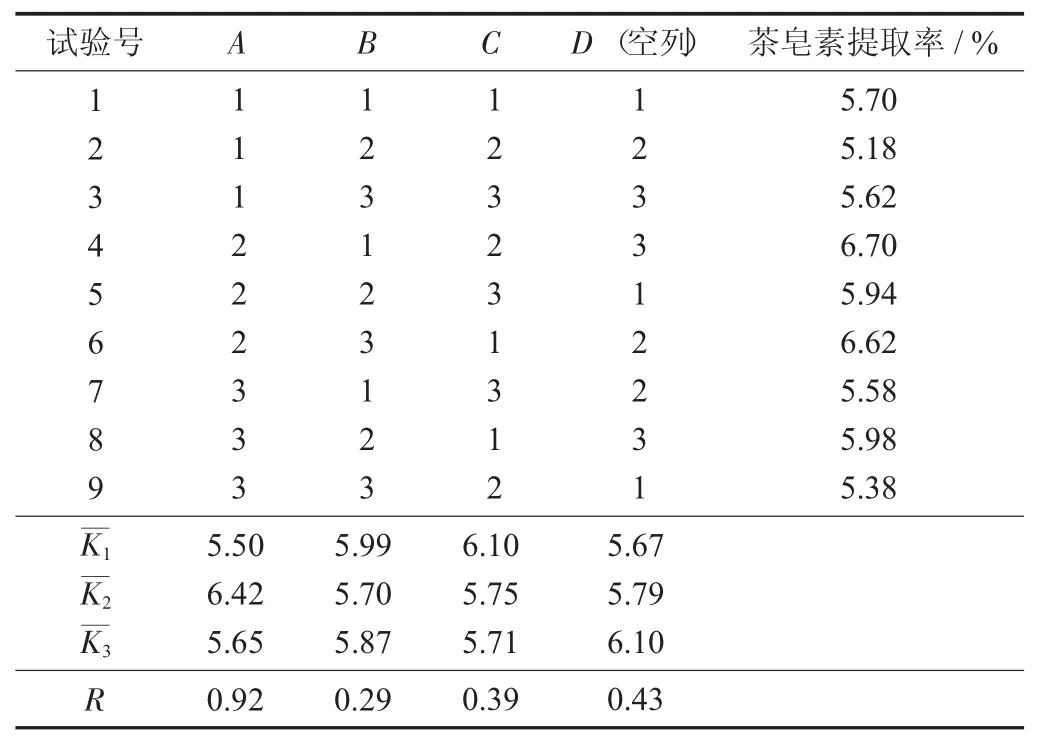
表2 热水浸提条件正交试验结果
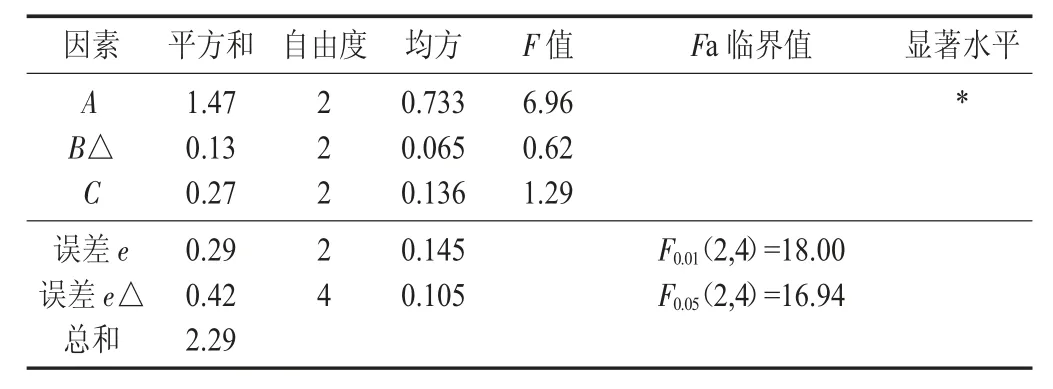
表3 方差分析结果
R值反映了在某列因素水平波动时,试验指标的变动幅度。R值越大,说明该因素对试验指标的影响越大。因此,由表2 可知,各因素对于油茶粕热水浸提液中茶皂素含量的影响程度由大到小依次为A(浸提温度)、C(料液比)、B(浸提时间)。F值的大小与各个因素的显著性有着直接的关系,F值越大,说明该因素在试验指标中越显著。由表3 的计算结果可看出,浸提温度对于茶皂素的提取率存在着显著的影响,而其他2 个因素对于茶皂素的提取率影响不显著。因此,在茶皂素的提取工艺中,浸提温度是需要被优先考虑的因素。据各因素各水平的平均值K值来确定优水平,进而选出优组合。因此,该工艺得到的优组合为A2B1C1,由于计算得出的理论最优组合不在表2 中,因此需要进行最优试验,进一步探究最优组合。最后得出的试验结果为茶皂素提取率6.86%,优于正交表中的最佳组合A2B1C2,因此试验研究出的茶皂素最优提取工艺条件为浸提温度65 ℃,浸提时间2 h,料液比1∶10,浸提次数2 次。在此条件下,茶皂素提取率为6.86%。
3 结论
对热水提取脱脂油茶粕中的茶皂素的工艺进行了相关研究,通过对脱脂油茶粕进行单因素试验和正交试验,得到的最优工艺条件为浸提温度65 ℃,浸提时间2 h,料液比1∶10(g∶mL),浸提次数2 次的条件下,试验可获得茶皂素最高提取率为6.86%。
猜你喜欢
初中生学习指导·中考版(2024年1期)2024-04-19 09:30:00
阅读(科学探秘)(2022年8期)2022-05-30 10:48:04
初中生学习指导·中考版(2022年1期)2022-02-09 22:34:56
中国生殖健康(2020年4期)2021-01-18 02:58:30
农药科学与管理(2019年10期)2019-04-20 07:13:14
中国生殖健康(2018年4期)2018-11-06 07:12:34
电镀与环保(2018年1期)2018-04-04 05:21:16
天然产物研究与开发(2018年1期)2018-02-02 07:21:24
中学生数理化·中考版(2017年12期)2017-04-18 12:55:09
中国粮油学报(2016年1期)2016-02-06 02:17:04
