
长距离运输带式输送机张紧力控制装置研究
2023-08-31 09:33:18曹伟
机械管理开发 2023年7期
曹 伟
(山西焦煤汾西矿业中兴煤业, 山西 交城 030500)
0 引言
随着煤矿井下大功率、先进的采掘设备应用推广,煤炭产量不断增加,对带式输送机运输可靠性、稳定性以及运输效率等方面提出更高要求[1-2]。带式输送机由于负载大、运输距离长,在输送带自重、运输物料重力以及牵引力等作用下出现一定程度伸出情况,若不对伸长量进行补偿容易导致输送带出现打滑、跑偏等故障,给带式输送机高效安全工作带来一定影响[3-5]。采用张紧装置给带式输送机提供一定张力,可提升带式输送机运行稳定性[6-7]。随着煤矿井下带式输送机控制方式、驱动方式等不断发展,带式输送机运行过程中输送带张紧力呈现时变性、非线性的特征,文中就依据带式输送机张紧力变化特点提出一种张紧力控制装置,可确保带式输送机张紧力始终在合理范围内,提升带式输送机运行的可靠性。
1 带式输送机运行受力分析
带式输送机结构有转向滚筒、驱动滚筒、输送带、机架以及托辊等,输送带通过驱动、转向滚筒闭环实现输送带上物料运输,通过调整转向滚筒与驱动滚筒间距离即可实现输送带张紧程度(张紧力)的调整[8-9]。带式输送机在未启动时上部及下部输送带受到的张紧力一致;而带式输送机运行时,受滚筒与输送带间作业力影响上部输送带张紧、下部松弛,具体正常运行时输送带受力情况如图1 所示。
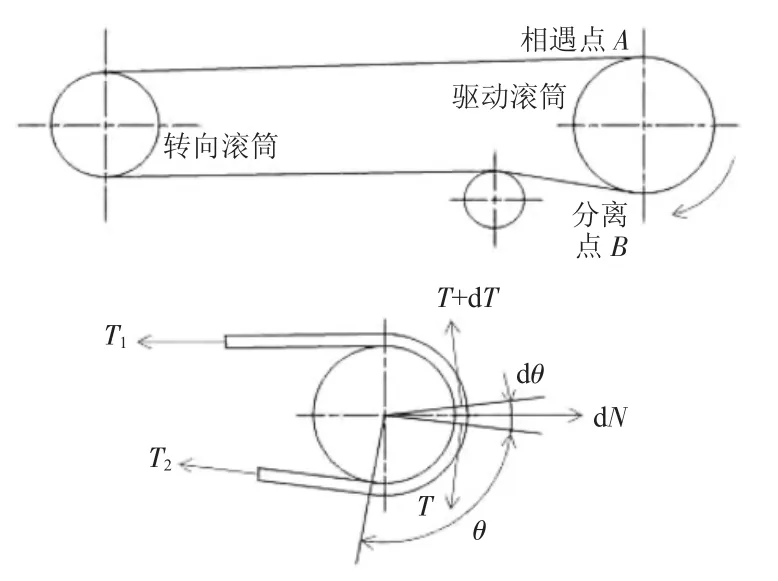
图1 正常运行时输送带受力示意图
设定输送带与滚筒分离点B 位置张紧力为T,相遇点A 位置张紧力为T+dT,滚筒在A、B 两点间施加到输送带上的作用力为dTN,则与滚筒接触位置输送带受力可通过下述公式表示:
式中:θ 为起算点与研究点间夹角;μ 为滚筒与输送带间摩擦系数。求解公式(1)并结合边界条件T(θ=0)=T2求得T=T2e-μθ。
将驱动滚筒与输送带间包角设定为λ,则相遇点A 位置输送带张力T1=T2eμλ。
驱动滚筒给输送带摩擦力F 可通过式(2)计算:
从上述公式可看出,增加滚筒作用到输送带上的驱动力可通过增大滚筒与输送带间摩擦系数、提升输送带张紧力以及增大输送带与滚筒间包角实现。其中提升输送带张紧力不需要改变输送机结构,仅增加张紧力控制装置即可实现,因此提升带式输送机张紧力即为增设张紧力控制装置。
2 张紧力控制装置设计
2.1 结构组成
为确保张紧力控制装置给输送带提供足够的张紧行程以及张紧力,并避免带式输送机运行过程中张紧力突变的问题,张紧力控制装置采用液压油缸、张紧小车组合方式,具体结构组成包括有机械系统(组成包括张紧绞车、钢丝绳以及移动小车等)、电气控制系统(包括张紧检测装置、电控站等)以及液压控制系统(包括液压制动器、液压马达以及蓄能器等)等,具体如图2 所示。电控站根据预先设定的控制程序调整液压马达输出扭矩、转速等,绞车转动张紧收放钢丝绳从而带动移动小车运动,达到改变输送带张紧力的目的;张紧缓冲油缸可确保张紧力平稳、吸收张紧力调整过程中可能存在的冲击或者波动。

图2 张紧力控制装置结构示意图
2.2 关键组成单元选型
1)PLC 控制器。该设备是整个张紧力控制装置电控系统的核心组成,依据控制需要选用的PLC 控制器型号为S7-200 系列,该PLC 控制器内CPU 处理单元为226AC/DC/RLY 处理器,可基于Windows 系统编程。系统通信处理器选用CP342-5、接触器型号为3TF46331XB4。
2)溢流阀。该装置是实现液压控制的核心元件,通过对液压系统溢流压力进行调节,可控制液压马达转扭矩,进而控制钢丝绳收放量,实现输送带张紧程度调节。根据张紧力需要并结合煤矿井下环境特点,选用的溢流阀型号为EBG-10,该溢流阀对液压油清洁程度要求较低且压力调节范围在1~24.5 MPa。
3)传感器。张紧力控制装置中传感器主要作用是实现输送带张紧力实时监测。由于控制系统发出的控制指令均以传感器监测获取到的输送带张力为基础,因此对传感器性能稳定、监测精度等有较高要求。采用的传感器型号为LD206 型并配合型号LD920 压力变送器实现张紧力监测结果传输,采用的传感器监测范围为1 000~10 000 kN,测量偏差在1%以内。
2.3 张紧力控制方式
张紧力控制装置具备有手动以及自动两种控制方式。
2.3.1 张紧力自动控制
张紧力自动控制过程可细分为启动、加速至稳定运行、正常运行及保压、停机这4 个阶段。
1)启动阶段。电控箱供电后首先应进行自检,若发现张紧力低于预警值时则认为系统存在液压或者机械故障,应停机检查;若张紧力可满足要求则启动液压泵并为液压缸供液,电液比例阀调整启动压力,同时松开液压绞车制动抱闸,液压马达工作并拉紧钢丝绳;检测到施加到输送带上的预紧力为正常预紧力的1.4~1.5 倍时,则认为带式输送机具备有启动条件,则带式输送机正常启动。
2)加速至稳定运行阶段。当带式输送机完成启动后溢流阀将供液压力调整至正常值,绞车在液压马达驱动下送绳,直至输送带张紧力降至设计预紧力;此后绞车液压抱闸抱紧,确保张紧力控制装置在稳定状态运行。
3)正常运行及保压阶段。带式输送机运行时输送带张紧力会随着负载变化,用传感器监测张紧力并将结果传输给PLC;当张紧力波动超过设定值的10%时,电磁换向阀通电并通过控制绞车转动实现张紧力调节,确保张紧力始终在设定范围内。同时张紧力控制装置中蓄能器以及缓冲液压缸也可对小范围张紧力波动进行调节。
4)停机阶段。电控系统发出停机信号后,溢流阀将压力调整至停机压力,换向阀动作后绞车转动并松绳,直至输送带张紧力恢复至停机设定值;随后换向阀复位,液压系统停止运行,带式输送机得以平稳停机。
2.3.2 张紧力手动控制
当需要对带式输送机进行维护时,可将张紧力控制装置控制方式调整为手动模式,此时可通过控制按钮实现缓冲液压缸伸缩或者绞车正转、反转控制,从而实现带式输送机张紧力手动调节控制。
3 张紧力控制装置技术优势
1)相对于带式输送机使用的常规液压油缸张紧方式而言,文中采用的张紧方式将液压油缸、张紧绞车相结合,使得张紧力控制装置最大张紧行程可达到20 m,输送带具备有更大的伸缩调节范围,便于接头及后续维修工作开展。
2)采用传感器可实现输送带张紧力实时监测,为张紧力调整提供基础;此外张紧力调节装置可根据带式输送机在启动、制动及平稳运行等阶段的运输需要,对张紧力进行分区段精准控制,降低输送带磨损以及能耗。
3)在带式输送机制动、启动或者载荷出现小幅变化时,张紧力控制装置中内置的蓄能器、缓冲液压油缸等可确保输送带上张紧力平稳,避免带式输送机在后期运行期间出现打滑问题。
4)当输送带出现断带故障时,输送带上张紧力会出现明显波动,传感器将监测信号迅速传输给电控系统,系统实现张紧绞车抱闸的同时将油缸与蓄能器连通,液压油缸缓慢卸荷,降低输送带断带故障以及张紧力控制装置带来的冲击影响。
4 结语
为提升煤矿井下长距离运输带式输送机运行稳定性及可靠性,文中在对带式输送机运行期间受力分析基础上,提出一种带式输送机张紧力控制装置。该控制装置将液压油缸、张紧绞车相结合,不仅可为满足带式输送机在不同运行工况下输送带张紧力控制需要,而且张紧行程较大。对张紧力控制装置结构、关键零部件以及张紧控制方式等内容进行分析。文中所提张紧力控制装置对提升带式输送机运行稳定性、节省运行成本等方面有一定的应用优势。
猜你喜欢
中国金属通报(2021年21期)2021-11-19 07:44:44
机械管理开发(2020年2期)2020-04-16 02:53:38
山西焦煤科技(2016年4期)2016-12-01 06:03:55
设备管理与维修(2016年5期)2016-03-16 02:20:53
同煤科技(2015年4期)2015-08-21 12:51:04
橡胶工业(2015年10期)2015-08-01 09:06:02
机械工程师(2015年10期)2015-02-02 01:13:50
电视技术(2014年7期)2014-03-11 15:36:57
河南科技(2014年24期)2014-02-27 14:19:41
河南科技(2014年14期)2014-02-27 14:11:53
