
润滑剂改善柴油机缸盖与螺栓结合面接触性能的研究
2023-08-31 09:32:10刘志刚冀树德张兴刚齐国栋毛玉欣陈卓群
机械管理开发 2023年7期
刘志刚, 冀树德, 张兴刚, 张 科, 贾 伟,齐国栋, 高 巍, 毛玉欣, 陈卓群
(中国北方发动机研究所(天津), 天津 300400)
0 引言
螺栓紧固是柴油机缸盖与机体连接的主要方式,但研制过程中由于方案、结构、材料等的验证,需要重复试验并根据情况在试验结束后拆装发动机,多次拆装后发现,缸盖与螺栓结合面有明显的划痕损伤,已经严重影响到装配质量和配合效果。针对此问题,本研究选用三种不同的润滑剂,采用相同拧紧工艺进行了缸盖与螺栓结合面损伤分析和评价,从而合理选用结合面润滑剂,以减少重复拆装次数引起的结合面划伤问题,同时为后续装配方法改进提出指导意见。
1 测试对象特征分析
测试对象为V 型6 缸增压中冷柴油机,V 形夹角90°、四冲程、共轨喷射系统、干式油底壳。
柴油机左、右两排分别分布3 个独立的缸盖,缸盖与气缸密封构成燃烧室,缸盖装有进、排气门座,气门导筒孔、喷油器孔[1-2]。缸盖内部设有冷却水套,下端面与缸体构成冷却水腔。缸盖与机体之间采用长螺栓紧固连接,在每一气缸四个角的位置布置一条螺栓,见图1。
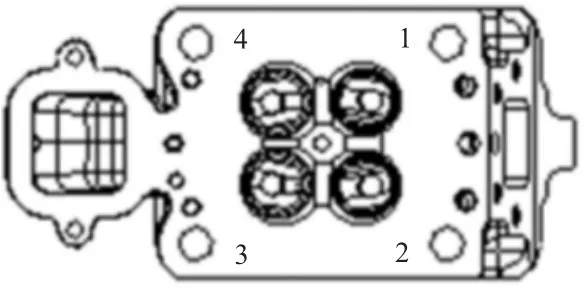
图1 缸盖表面布置螺栓孔
缸盖采用合金铸铁材料,机体与缸盖的紧固连接采用六角钢制高强度螺栓。
2 缸盖螺栓安装工艺及测试方法
2.1 柴油机缸盖螺栓安装工艺
柴油机缸盖螺栓的安装按1—3—4—2 的顺序安装,安装的时候先对各个螺栓预压80 N·m 的拧紧力,在此基础上分三个步骤进行,见图2。第一次按照安装顺序将各个螺栓旋转过相同的角度60°,第二次同样按照安装顺序将螺栓旋转过相同的角度60°。完成上述两步后,再次将螺栓按照安装顺序旋转过相同的角度30°。
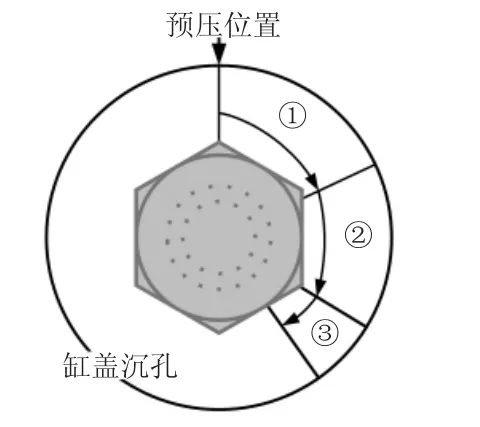
图2 缸盖螺栓安装方法
按照上述安装方法,依次将柴油机V 形夹角两侧的缸盖顺序安装,最终实现柴油机缸盖的安装。
2.2 接触面性能测试方法
选取三种润滑剂,以单个缸盖为单位,分别在6个缸使用不同的润滑剂,见表1,然后按照缸盖螺栓安装工艺进行安装[3]。
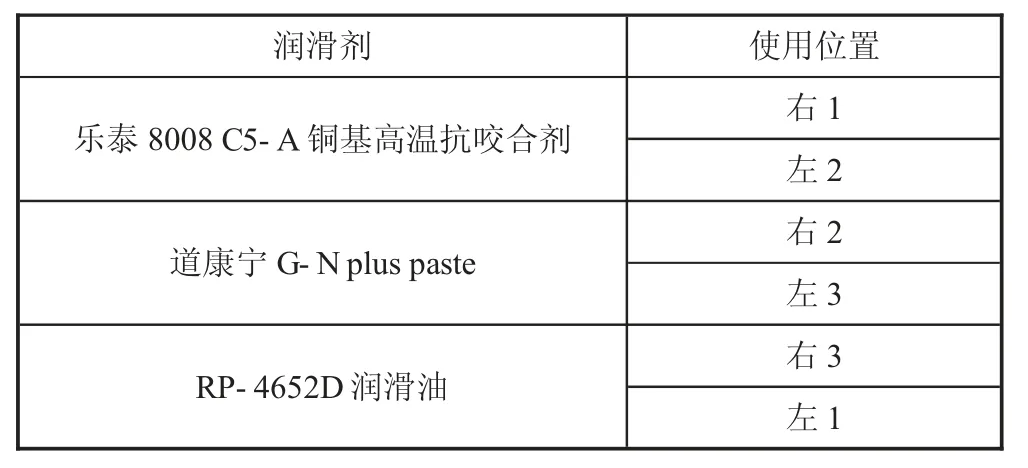
表1 润滑剂使用情况
在缸盖螺栓安装过程,预压位置开始每一角度旋转工序实施时测量拧紧力矩。按照表1 润滑剂使用位置及缸盖螺栓安装工艺重复进行10 次后,检查缸盖与螺栓结合面的情况。
3 润滑剂性能特征分析
三种润滑剂的主要性能特征见表2。由表2 可知,道康宁G-N plus paste 润滑剂的密度最大,乐泰8008 C5-A 铜基高温抗咬合剂的针入度、运动黏度、耐温范围都比较大,而RP-4652D 润滑油在各方面的性能都是最低的。三种润滑剂基于耐温、耐磨、润滑等的需求,加入了不同的成分,道康宁G-N plus paste 添加了二硫化钼,乐泰8008 C5-A 铜基高温抗咬合剂添加了铜和石墨,而RP-4652D 润滑油添加了改善性能的添加剂[4]。
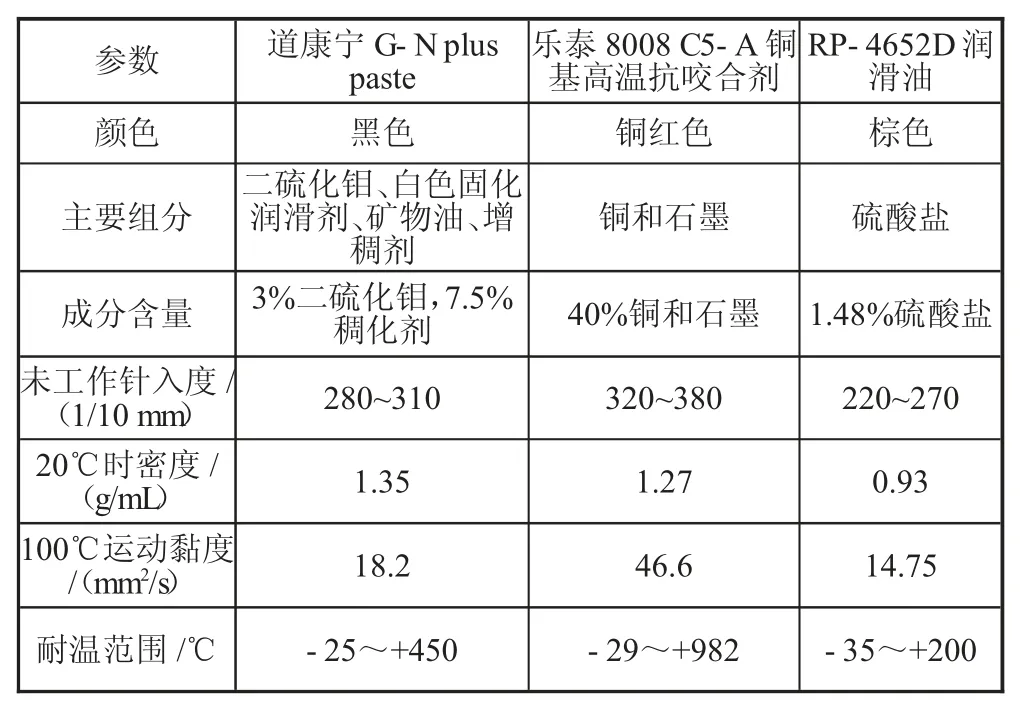
表2 润滑剂主要特征性能
二硫化钼和石墨以固体微粒的形态存在于润滑剂中,使用时采用将润滑剂黏着在摩擦表面,形成固体润滑膜。摩擦时,材料表面形成转移膜,摩擦主要发生在润滑剂内部,从而减少摩擦。对添加剂类的成分,主要是溶于润滑剂中,从而使用润滑剂在某些方面的性能得到强化[5]。
为了进一步比较三种润滑剂的性能特征,采用MOAII 光谱分析仪对其进行光谱分析,分析结果见表3。由表3 可知,三种润滑剂的主要元素以钙、锌、磷为主,整体来看元素分布差异主要集中在铜元素,乐泰8008 C5-A 铜基高温抗咬合剂的铜含量远高于其他两种润滑剂。此外,乐泰8008 C5-A 铜基高温抗咬合剂其他元素的含量也是相对较高的,道康宁G-N plus paste 与RP-4652D 润滑油在各个方面是基本相当的。
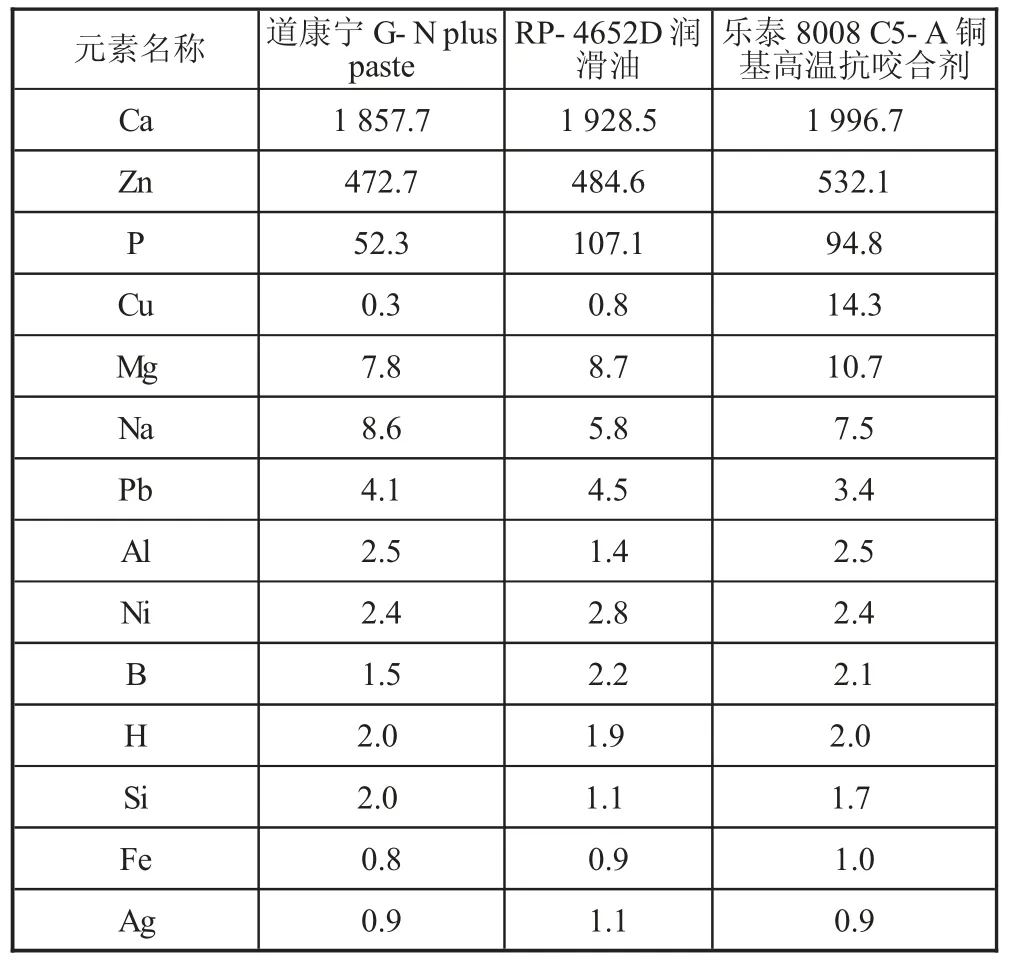
表3 润滑剂光谱分析结果
4 缸盖螺栓安装测试分析
4.1 不同润滑剂拧紧力矩分析
在三次不同角度旋转工序操作,每一步每个螺栓记录的结果见表4。为了减少润滑剂涂抹厚度不一致或人为操作差异引入的不确定因素,选取测试结果较为均匀的力矩值,以缸为单位计算平均值进行比较。
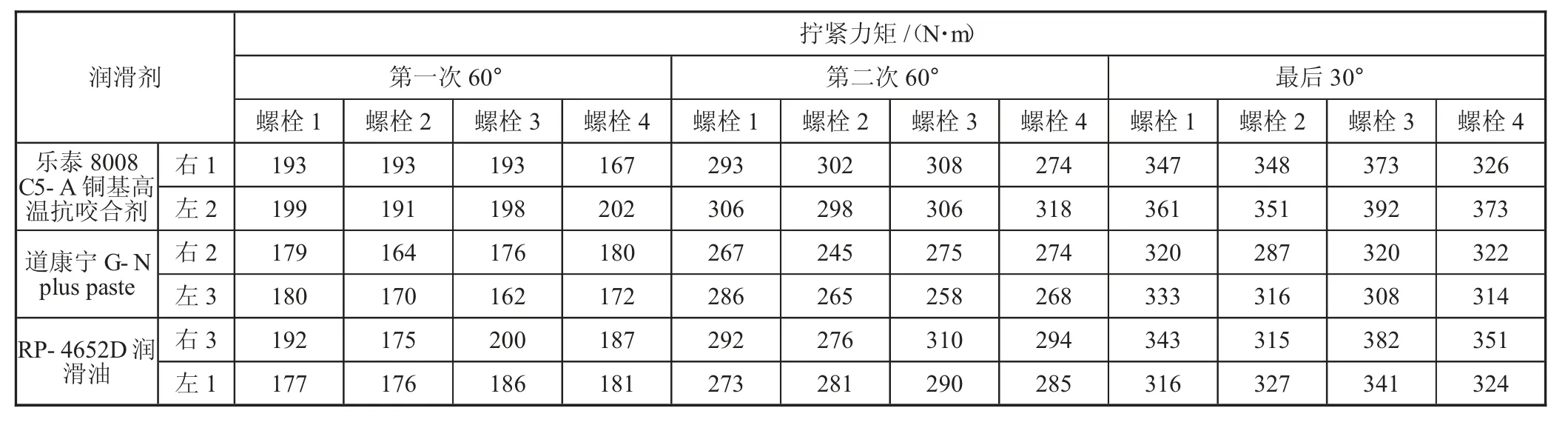
表4 每个螺栓旋转工序的拧紧力矩
乐泰8008 C5-A 铜基高温抗咬合剂、道康宁G-N plus paste 和RP-4652D 润滑油简记为C5-A、G-N 和4652D。采用标准偏差进行均匀度分析,在第一次60°操作中,相同润滑剂组选取一组,选取对象为左2、右2、左1,计算平均值,比较结果见图3;在第二次60°操作中,相同润滑剂组同样选取一组,选取对象为左2、左3、左1,计算平均值,比较结果见图4;在最后30°操作中,相同润滑剂组仍然选取一组,选取对象仍为左2、左3、左1,计算平均值,比较结果见图5。

图3 第一次60°工序下不同润滑剂拧紧力矩比较
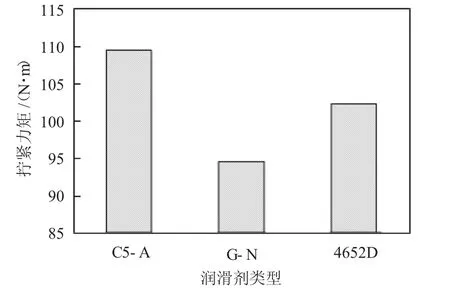
图4 第二次60°工序下不同润滑剂拧紧力矩比较
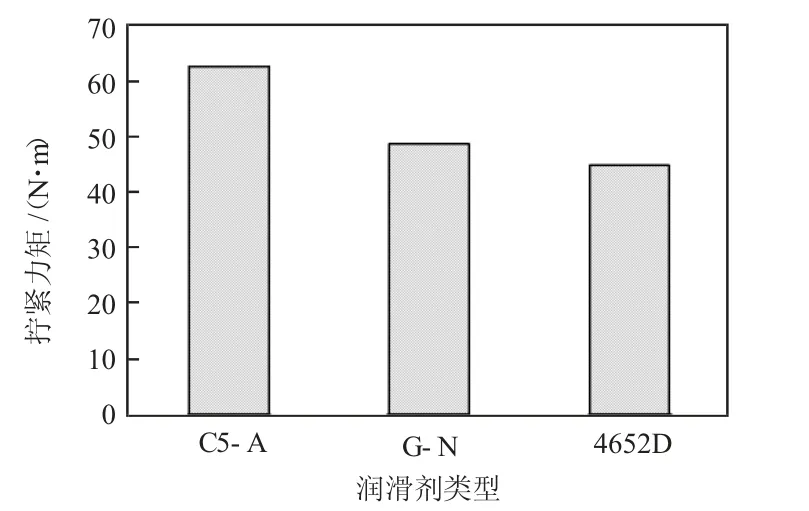
图5 最后30°工序下不同润滑剂拧紧力矩比较
从三次拧紧效果来看,第一次旋转角度工序每单位角度施加的力矩最大,第二次和第三次基本相同。相比,乐泰8008 C5-A 铜基高温抗咬合剂每次旋转工序操作施加的拧紧力矩都比较大,道康宁G-N plus paste 和RP-4652D 润滑油从整体来看,每次旋转角度工序操作施加的力矩基本是一致的。在所有工序操作完成后,三种润滑剂对应缸盖螺栓的拧紧力矩都超过了300 N·m,道康宁G-N plus paste 整体拧紧力矩最小,乐泰8008 C5-A 铜基高温抗咬合剂和RP-4652D 润滑油最终施加的拧紧力矩差不多,乐泰8008 C5-A 铜基高温抗咬合剂稍大[6]。
更换其他类似机体和缸盖,分别三步旋转和一步旋转操作进行缸盖螺栓拧紧操作,比较缸盖螺栓施加的拧紧力矩,结果见图6。由图6 可知,一步旋转操作施加的拧紧力矩整体大于三步旋转操作施加的拧紧力矩,但二者的差别不是很大。
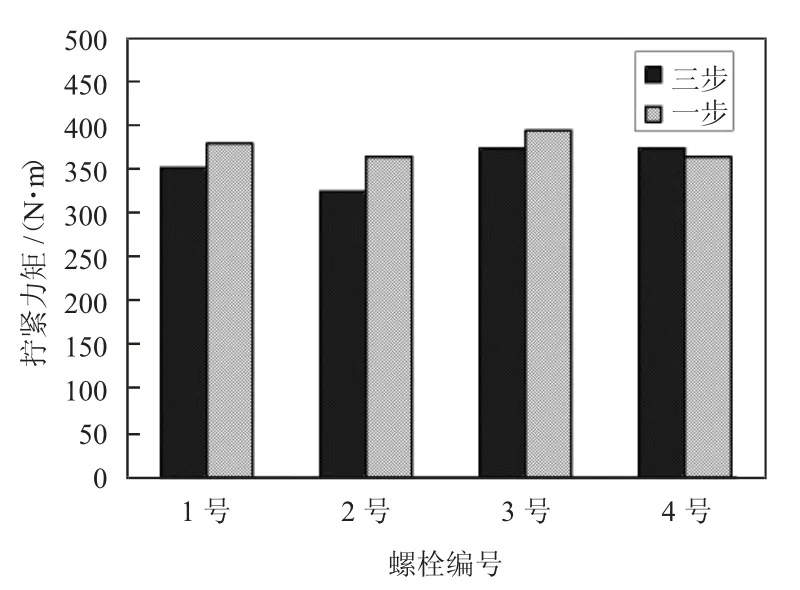
图6 不同工艺步骤拧紧力矩比较
基于上述分析,不同润滑剂使用下,缸盖螺栓拧紧力矩的差异性主要来自于润滑剂本身。
4.2 结合面特征分析
按照安装工艺多次完成缸盖螺栓安装后,检查缸盖与螺栓结合面的情况,结果见图7 和图8。

图7 4652D 和C5-A润滑剂拧紧使用后比较
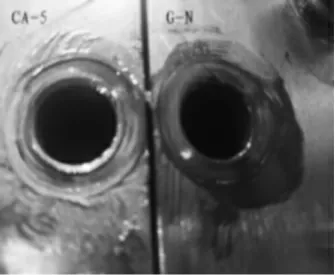
图8 C5-A 和G-N 润滑剂拧紧使用后比较
根据图7 和图8 可知,涂抹乐泰8008 C5-A 铜基高温抗咬合剂的结合面,润滑剂被明显挤出,形成光亮的环形带,部分结合部位润滑剂几乎消失,润滑作用减弱。相比之下,道康宁G-N plus paste 和RP-4652D 润滑油在结合部位仍有留存,尽管呈现摩擦黑色,但仍能起到一定的润滑作用。
为了进一步检查结合面的损伤情况,擦拭结合面的润滑剂,观察拧紧操作后形成的划痕,其结果见图9、图10 和图11。
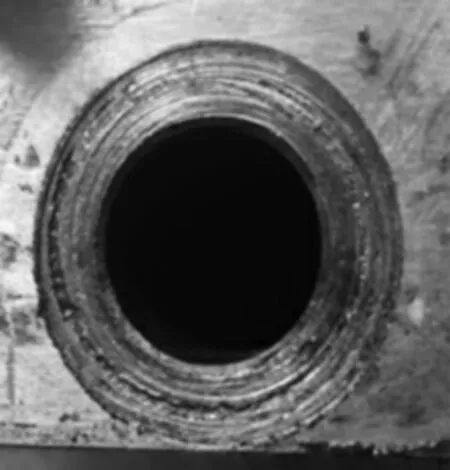
图9 C5-A 润滑剂使用后结合面特征
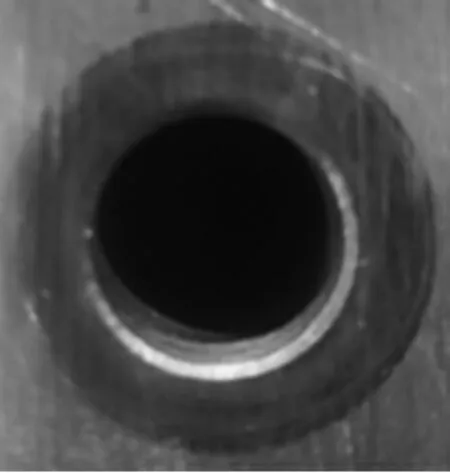
图10 G-N 润滑剂使用后结合面特征
图11 4652D 润滑剂使用后结合面特征
根据图9—图11,涂抹乐泰8008 C5-A 铜基高温抗咬合剂的结合面出现明显坑状损伤,涂抹RP-4652D 润滑油的结合面出现少许划痕,而涂抹道康宁G-N plus paste 基本完好无损。结合三种润滑剂的特征性能,运动黏度和主要成分对摩擦性能有较大的影响,二硫化钼和石墨对结合面有很好的润滑效果,但是乐泰8008 C5-A 铜基高温抗咬合剂运动黏度很大,拧紧过程润滑剂不能保留在结合面,以致螺栓与缸盖几乎干摩擦。相比之下,道康宁G-N plus paste润滑剂中二硫化钼起到了很好的润滑作用。
5 结论
三种润滑油用于缸盖与螺栓结合面的润滑,润滑效果依次为道康宁G-N plus paste、RP-4652D 润滑油、乐泰8008 C5-A 铜基高温抗咬合剂,乐泰8008 C5-A 铜基高温抗咬合剂运动黏度较大、附着性差,在螺栓拧紧实施操作过程中不能很好地附着在结合面,以致螺栓与缸盖之前几乎干摩擦,润滑效果最差。道康宁G-N plus paste 和RP-4652D 润滑油都能起到减磨作用,但道康宁G-N plus paste 添加了二硫化钼减磨材料,对结合面减少摩擦有更好的作用。
猜你喜欢
润滑油(2019年5期)2019-11-28 16:09:18
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
钻井液与完井液(2018年5期)2018-02-13 01:06:38
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
电镀与环保(2016年4期)2017-01-20 08:15:37
电镀与环保(2016年3期)2017-01-20 08:15:27
浙江大学学报(工学版)(2016年2期)2016-06-05 09:20:51
工业设计(2016年6期)2016-04-17 06:42:53
上海金属(2015年5期)2015-11-29 01:13:43
制冷学报(2014年1期)2014-03-01 03:06:27
