金属板材太阳能槽式反射镜的弹性近似加工工艺及模型
2023-08-30 08:29李林
上海节能 2023年8期
李 林
国核示范电站有限责任公司
0 引言
由于我国经济的高速发展,常规化石能源(煤炭、石油、天然气等)的消耗正以惊人的速度增长,太阳能是一个重要的化石替代能源[1]。
在各种太阳能发电技术中,真正得到实际应用的只有太阳能光伏发电和聚焦类太阳能热发电两种[2]。太阳能光伏发电也称“零碳能源”,但太阳能电池生产过程能耗高,生产运输、销售、安装、包装等都要排放CO2,近年来人们开始重新审视太阳能光伏发电技术,同时把目光转向聚焦类热发电技术。聚焦类热发电技术有塔式、槽式、碟式、线性菲涅尔等四种类型,其中槽式太阳能热发电是技术最成熟、商业化最好的太阳能热发电技术[3]。
槽式太阳能热发电采用槽式聚光集热装置,实现线聚焦,把太阳光聚焦到安装在槽式反光镜焦线上的集热管上[4],加热集热管内的工质,直接或间接生产高压、高温水蒸气,并将其送入汽轮机内做功发电。
槽式聚光集热装置主要由反射镜、集热管、支架、太阳跟踪装置等组成,其中的槽式聚光反射镜目前一般采用玻璃或多层复合材料[5],玻璃材料具有强度小,运输和安装过程中易破碎、不易和支架结合、抗风能力不够强、抛物面镜面加工制作工艺复杂、造价高等特点。因此,探索制造工艺简单、成本相对较低,并且能满足实际应用要求的制造工艺就显得尤为关键。
1 设计方案
本设计是提供一种金属板材槽式发射镜的加工工艺,用于解决现有槽式聚光反射镜的抛物面镜面加工制作工艺复杂、造价高等技术问题。
为实现上述目的,本设计的技术方案为:一种金属板材槽式发射镜的加工工艺,首先在平板两端向中间方向施加一对大小相同方向相反的力,通过平板的弹性变形加工成一种柱形曲面,然后在柱形曲面上施加两种附加力,即边缘扭转力和压紧力,计算不同条件下两个附加力的最佳位置和大小,形成高精度的近似抛物面。
2 理论设计计算
2.1 弯曲曲线
平板的弯曲可以看作是直杆在垂直尺寸上的简单发展。因此考虑直杆的铰链纯弯曲就足够了,它的直径应该是无穷小的。假设原来的杆处于水平位置,其重量是无穷小的,因此不受重力的影响。此时杆的两个边缘在一定程度上被外力F 压缩,杆将弹性变形为弯曲形状,见图1。

图1 弯曲曲线
将方程(5)代入到方程(3)得:
由方程(7)可以得到如下方程:
对于等式的左边,每项的因子必须是0。为了使方程(10)成立,即:
由此产生一组方程如下:
2.2 数值算法
所选镜面不锈钢板材,其性能见表1。利用数值解法可以很容易求解方程(3),然后从点开始通过迭代求出,具体算法如下:

表1 镜面不锈钢材的性能
(1)输入给定材料(不锈钢)的外力(F)、杨氏弹性模量(E)和杆惯性矩(I)的数据;
(4)定义适当的迭代步长,例如0.001;
2.3 射线追踪分析
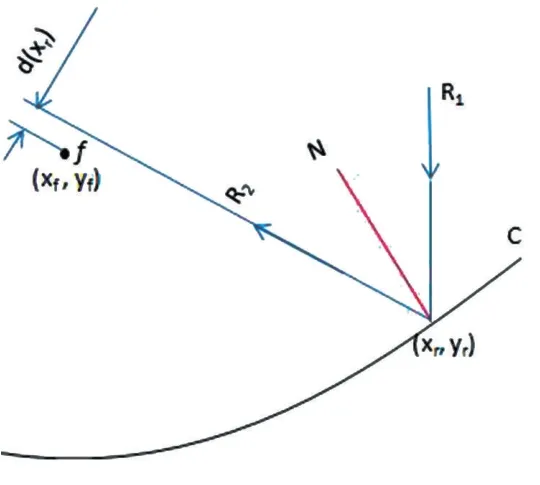
图2 反射曲线上的射线追踪
反射镜上某一点的太阳辐射不是一条光束线,而是一个角直径为0.01 rad 的光束锥。因此,反射辐射也形成了一个具有相同角直径的锥,如图3 所示,
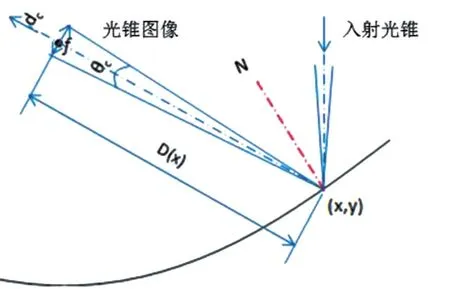
图3 反射曲线上的太阳光锥跟踪
因此,接收器的直径不应小于D(X)/100,否则部分反射辐射将丢失。假设接收器是一个圆管,我们把聚焦比定义为反射器的开口宽度W 与接收器直径的比值,反射上界与下界可分别由如下公式计算:
接收器的直径为:
2.4 边缘扭转力
第一次校正力是边缘扭转力(见图4),它是由一个假定刚性的机构T 施加,它在端点上施加压力,在端点上施加拉力。设两端的边缘扭转力为Fe,在这种情况下,扭转力对区域内的点没有影响,对于区域,可以通过下式来计算:
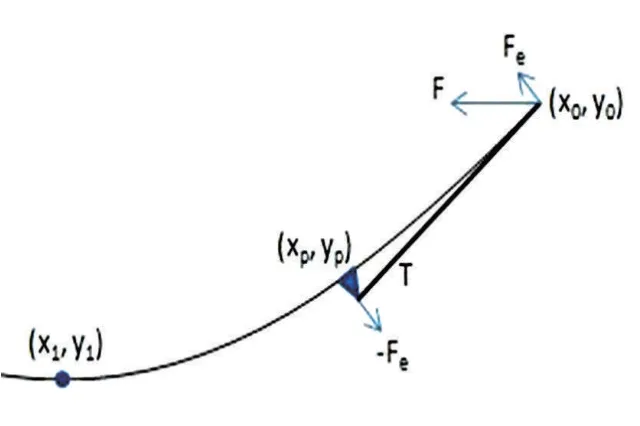
图4 在弯曲曲线上施加边缘修正力
在外力和边缘扭转力的共同作用下,曲线方程表示为:
2.5 压紧力
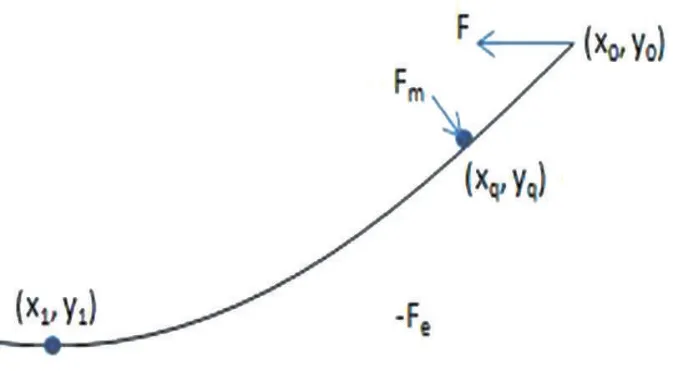
图5 压紧力
压紧力对曲线曲率的影响可表示为:
2.6 总体效应
我们可以得到修正后的弯曲曲线的微分方程,如式(29)所示:
现在,方程(29)和(14)、(4)共同构成曲线数学模型。
优化算法详细如下:
(i)定义适当的迭代步长,例如0.001;
(l)如果弧长小于金属板的半宽度,则转到(i)并开始下一次计算,否则迭代收敛并终止;
优化参数设置如表2 所示,最佳参数所得聚焦比可达115。
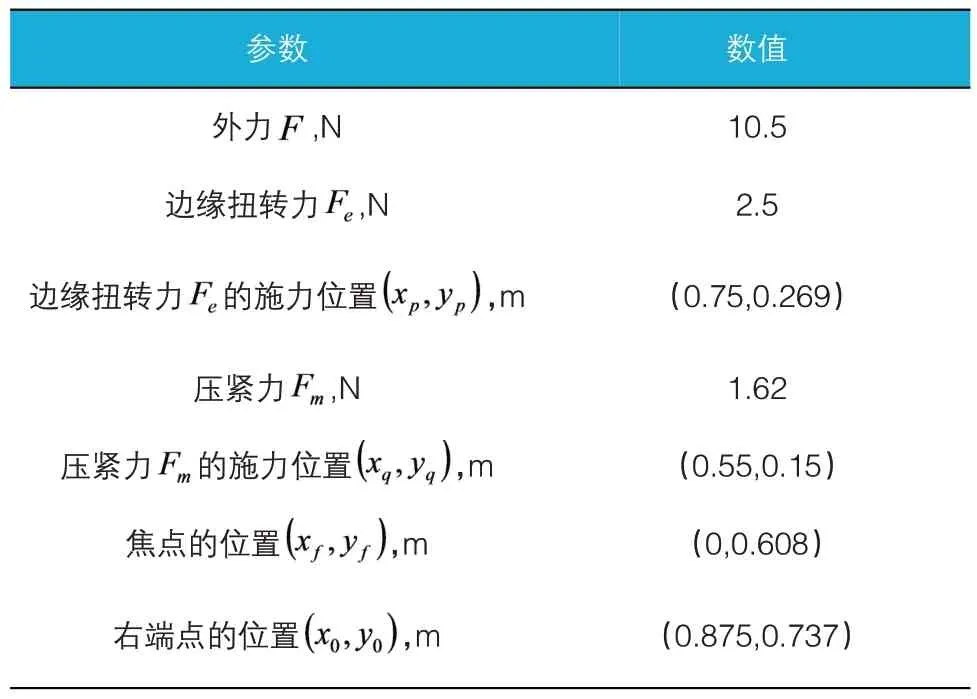
表2 优化参数设置
3 结论
本文基于弹性力学基本原理,提出的一种加工槽式聚光集热器抛物面反射镜的创新方法。通过对金属板材施加几个作用力,把它加工成一个抛物面式的太阳能槽式反射镜,在具有高反射率的镜面型金属板材(如镜面不锈钢板)两端向中间方向施加一对大小相同、方向相反的力,根据弹性力学原理,平板将被弯曲成柱形曲面,此柱形曲面和聚焦所需要的抛物面误差还比较大,用于光线的反射聚焦时不会产生明显的焦点,所以尚不能满足高质量聚光器的要求。必须再在板材上施加两个附加力(边缘扭转力和压紧力),经过力学原理分析计算,可确定两个附加外力的最佳方向、最优值和最佳施力点。采用此种加工工艺制造的实物如图6 所示。

图6 实物图
本加工工艺可在不需要模具的情况下以平板的弹性变形加工成高精度的拋物面,相对于现有加工方法有加工过程不需要模具、材料强度高、运输和安装过程中不易破碎、易与支架结合、抗风能力强等特点,能够适用于绝大多数环境,其最大聚光比ρ可以达到115(市场上的聚光器一般为90 左右),此外,加工成本比模具加工法降低30%以上,具有良好的经济性,能在低成本情况下较大幅度地提高槽式反射镜的聚光比,提高能量品质,提高太阳能的利用率。
猜你喜欢
新能源科技(2022年9期)2022-11-20
环境技术(2020年1期)2020-03-06
文萃报·周二版(2019年48期)2019-09-10
中学生数理化·八年级物理人教版(2018年12期)2019-01-31
中国工程咨询(2017年4期)2017-01-31
环境科技(2016年4期)2016-11-08
光学精密工程(2016年6期)2016-11-07
光学精密工程(2016年1期)2016-11-07
电源技术(2016年9期)2016-02-27
中国铁道科学(2015年5期)2015-06-21