
尿素高压氨泵故障处理及操作优化策略研究
2023-08-29 04:11:34李星
中国设备工程 2023年15期
李星
(中海石油华鹤煤化有限公司,黑龙江 鹤岗 154100)
1 高压氨泵结构特点与工艺流程
该高压氨泵采用3X8 3/4-10 级HSB 型10 级中速离心泵,其主要参数如表1。该泵结构有泵体、密封系统、电机、齿轮箱、仪表控制联锁系统及润滑油系统等主要组成部位。泵体作为高压氨泵的主体部位,其结构分为外缸、内缸、轴承、泵盖及其他转动部件。外缸内缸结构整体呈现双蜗壳设计,外缸设计为筒体式,内缸设计为水平剖分式,外缸承受的是爆发压力,内缸蜗壳承受的是压缩应力。泵体的10 级叶轮其顺序前五级依次按一至五排列,后五级则是按十至六顺序排列,前后五级叶轮进口方向相反,即以背对背方式布置,使得1 级进口处于驱动端,6 级进口处于非驱动端,为减少叶轮运动产生的轴向力做最大限度的设计。而且非驱动端的平衡套对平衡推力大小有很大作用,使得较容易进行轴端密封。
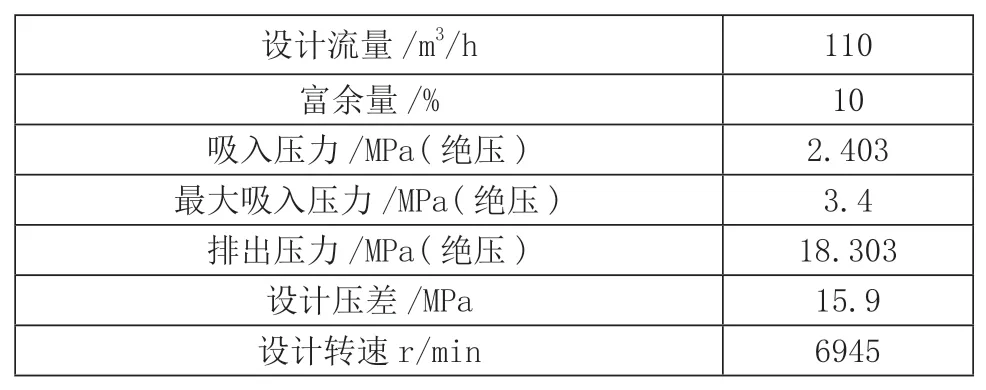
表1 高压氨泵主要参数
高压氨泵的工艺流程为将来自合成氨设备的氨液升压至指定压力后送至高压氨泵进口,之后再高压氨泵再次升压至指定压力。在此过程中,氨液需要在氨泵入口前端主管线上经过氨过滤器及调节阀,分管线上的进口安全阀、截止阀以及进口流量计,在泵的出口后端主管线上经过调节阀,分管线上经过高压闸阀和翻板式止逆阀,之后再经过高压闸阀和弹簧顶板式止逆阀回流至成氨界区。而控制人员需要时刻关注系统情况,调节主线上的调节阀和泵出口副线上的调节阀以达到控制适量的氨液进入高压系统的目的。
2 高压氨泵检修情况与处理措施
因氨泵双侧机封泄漏严重,本次检修的目的是对双侧机封进行更换(机封国产化)并对径向轴承、止推盘、止推轴承及其配合间隙进行检查。检修作业需要关注事项具体有联轴器顶丝、找正对中、止推盘锁母(重点项)、机封轴套及轴间的方键(重点项)、机封与轴平行度(重点项)、轴窜的测量、机封轴套键槽、径向轴承方向(重点项)、工具摆放。前期技术准备工作是本次检修的重点,专用工具、工机具、量具准备齐全,把检修数据研究透彻,数据测量要精准,配合间隙要严格保证在图纸要求范围内。机封取出及安装过程中,要严格保证机封与轴的平行度,防止抱死无法动作,机封取出后要仔细打磨清洗,保证各个配合面的清洁度,防止发生回装阻塞现象。其需要检修的点具体可见表2。

表2 多级离心式高压氨泵P06102A/B 检修检查用数据表
对于检修情况良好的有止推盘两侧工作面无肉眼可见划痕等缺陷,着色探伤无明显缺陷;主、副推瓦块无明显缺陷,厚度偏差均为0.03mm 以下,不作调整,清洗后可以继续使用。检修情况需要进行修复或者更换的如下。
(1)对动静环、轴套与轴间进行拆解检查后,发现三者间附着大量红色固体锈垢,驱动侧机封拆卸时轴套与轴间结垢造成机封卡塞、锈垢堆积,导致轴表面拉伤(非密封与装配位置),初步判断机封冲洗水水质差导致长时间运行结垢是缩短机封寿命的主要原因,轴套与轴间的结垢堆积是导致本次转子拉伤的原因,针对该原因可对结垢进行清理并在之后的工艺中更换机封冲洗水水质。具体见图1。

图1 机封静环座、轴套与转子结构情况
(2)检查转子驱动侧径向轴承装配位置时发现有磨损痕迹,可以利用金相砂纸沾油将高点处理掉,见图2。
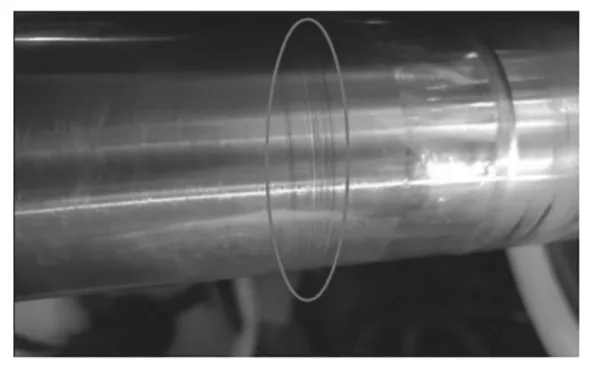
图2 转子驱动侧径向轴承装配位置
(3)驱动侧径向轴承存在较明显的磨损痕迹,考虑到设备运行过程中振值及温度均处于较好水平,本次对上瓦磨损处高点利用锯条及金相砂纸进行打磨处理,见图3。

图3 驱动侧径向轴承
(4)需要更换的部件,有动静环备件包(4 套动环、4 套静环及其配套密封圈),集装机封座及轴套不做更换,经过清洗后继续使用,属于机封国产化。机封密封圈均存在变形、腐蚀等情况,本次决定对所有密封O 形圈进行更换。更换原因有损伤、老化、改造、消耗品和达到使用寿命,见图4。
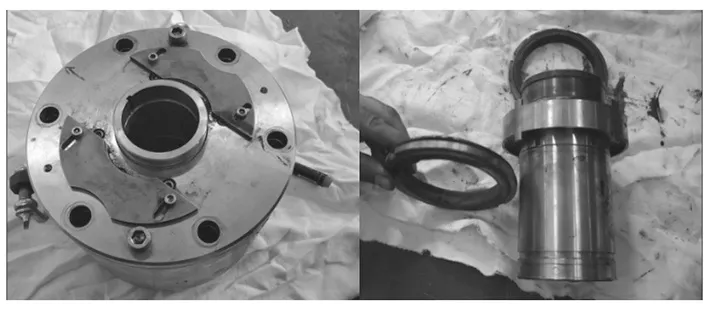
图4 更换部件
(5)需要改造的部件,回装驱动侧机封前,在轴套内侧退刀槽位置(机封锁片配合处里侧)增加一个四氟调整垫,垫片厚度为退刀槽宽度,外径与退刀槽外径一致,内径为轴配合处轴颈尺寸加0.1mm(68mm+0.1mm)。此项改造的目的是让调整垫片在机封拆装时,轴套在转子变径处的推拉过程中起到支撑与过渡的作用,让机封与轴始终保证一个较高的平行度,方便拆装,见图5。

图5 驱动侧机封
检修完成后,需要进行试车运行,进行机封静压试漏,机械密封及油管路无泄漏,并于当晚进行油洗。启动试泵后,振值、温度及声音均处于良好水平,机封无泄漏、渗漏等情况。
3 高压氨泵操作优化策略
高压氨泵产生故障导致其周期运行变短,为减少故障在操作时应尽可能保持氨泵的正常运行,为使高压氨泵长周期运行所采取的措施如下。
(1)提高氨泵在线倒泵操作,针对在线倒泵制定优化操作方案并且多次实践完善确保安全,对于在线倒泵操作,需要现场操作人员与主控人员共同配合启动P06102B 后对其副线调节阀进行调节,使P06102A/B 两泵出口压力相近,现场操作人员对于P06102B 泵主线出口的第二切断阀进行缓慢打开操作直至全开,而主控人员则需要时刻观察高压系统中进入的氨量变化并进行微调使其保持在一定范围内,在此期间,需要保持P06102B副线调节阀不变。之后主控人员需要进行的操作是确认P06102B 泵主线出口第二切断阀处于全开状态后,对P06102B 副线调节阀和P06102A 副线调节阀进行缓慢交替多次关小的操作,同时稳定高压氨泵主线调节阀的流量和P06102A/B 两泵的电流,在P06102B 泵主线出口第二切断阀完全关闭后,则需要立即通知现场操作人员快速关闭P06102A 出口主线第二切断阀,并保持高压氨泵主线调节阀的流量和P06102A/B 两泵的电流处于正常波动范围内。
(2)优化高压氨泵密封水系统的操作与控制,为使系统稳定运行,需要在密封水箱处增加在线监测液位系统,设有报警提示装置以提醒操作人员及时调整密封水箱液位。同时,为密封水洁净度还可以更换密封水,由蒸汽冷凝液供应改为脱盐水供应,使水质纯净度提高无固体杂质,对于密封水过滤器要重点关注及时切换清洗,密封水箱需要保持连续排放置换,对于密封水箱的补水阀不必全开,保持部分开度即可。对于高压氨泵密封水的压力、温度、流量都要控制在规定范围内,在此范围内,可以使用密封回水流量增加,机封水温度减低的手段加强机封间的换热以改善机封运行。因此,岗位人员的操作技能需要多加培训保持熟练,避免操作失误导致高压氨泵出现故障。
(3)高压氨泵检修或置换时的操作改进,高压氨泵在整个尿素生产工艺中对于维持尿素生产正常运行至关重要,需要保证检修结果的正确与完整,在检修和置换氨泵时应该避免氨冷凝现象,置换氨泵时控制好氨泵压力,必要时对管线泵体进行充氮,置换管道时,必须保证其压力在0.3 ~0.4MPa,排放气体中无氨味时将压力降至差压状态进行置换;检修完成后,需要进行引氨操作,此时通过充氮先升压至指定压力,再引氨并且在引氨期间控制压力处于指定压力以上。同时,对此需要保证备用氨泵及机封、密封水、润滑油等其余备件质量合格,可以随时投入使用,技术人员需要定期检查备用设备,尽量避免机封泄露问题,同时与其他技术人员进行交流,互相学习经验技术,增强自身能力。
猜你喜欢
仪器仪表用户(2022年10期)2022-09-29 04:36:58
仪器仪表用户(2022年9期)2022-08-30 05:39:48
仪器仪表用户(2022年4期)2022-04-01 03:17:02
水泵技术(2021年5期)2021-12-31 05:26:52
装备制造技术(2020年9期)2021-01-26 00:14:50
时代汽车(2019年6期)2019-07-09 23:33:04
中氮肥(2019年1期)2019-03-14 03:13:54
水电与抽水蓄能(2019年1期)2019-03-08 05:17:10
石油化工自动化(2018年5期)2018-11-14 02:34:26
现代工业经济和信息化(2016年4期)2016-05-17 05:35:43
