
YB65 型硬条包装机双烟包同步翻转机构设计
2023-08-29 01:40:22陈远超曾雄伟卢晓波
设备管理与维修 2023年13期
陈远超,曾雄伟,卢晓波,李 昊,李 盼,汤 俊
(1.湖北中烟工业有限责任公司,湖北武汉 430040;2.湖北中烟工业有限责任公司武汉卷烟厂,湖北武汉 430040)
0 引言
烟草行业是我国国家税收的重要来源,目前我国烟草行业发展迅猛,市场前景非常广阔[1]。为应对激烈的市场竞争、适应新的消费形势,实现烟草生产尤其是硬条包装的自动化、柔性化生产是我国烟草行业持续高速发展亟待解决的关键问题[2]。
烟草包装机械是烟草生产设备的重要组成部分,属于烟草生产专用设备。其中YB65 型硬条包装机是将10 盒烟包自动包装成条的设备,一般仅能实现传统2×5 的平式包装,由此易造成卷烟销售时陈列摆放不稳、消费者携带不便等问题[3-4]。当前,国内学者针对YB65 型硬条包装机进行了深入研究,陆宇桢等[4]基于凸轮机构的往复式运动特征设计了一种小盒烟包翻转装置,将小盒烟包的包装方式由2×5 平包改为1×10 立式包装。罗文成等[5]通过改造硬盒包装机的烟包翻转机构,解决了小盒烟包透明纸拉线搭口位置互换的问题。杨本才等[6]利用空气压缩机对硬条包装机的送纸通道进行了风力导纸改造,提高了条盒纸的输送稳定性。邓铎等[7]设计了一种条盒纸长边折叠动作同步检查装置,解决了条盒长边包装不良、折叠错位等问题。李志勇等[8]设计了一种烟包翻转系统,解决了小盒包装机与条盒包装机无法进行烟包输送和对接等难题。
但是上述针对YB65 型硬条包装机翻转机构的研究大多数采用单包翻转方式,包装效率不高且为无动力翻转,导致烟包在下一工序无法精确定位。为此,设计了一种双烟包翻转机构,将2×5 平包改为1×10 立式包装,旨在解决双烟包翻转过程中的卡包问题,实现双烟包的精确定位,提高硬条包装生产效率。
1 硬条包装生产线系统设计
某烟厂原有的烟草自动化包装设备由YB55、YB65、YB95三台设备组合而成,其中YB55 机是用于包装烟包透明纸的包装机,YB65 机是将10 盒烟包包装成条的包装机,YB95 机是包装硬条外透明纸的包装机,YB65 机和YB95 机的主动力均由YB55 机提供。该机组的整体布局呈L 形排布(图1)。
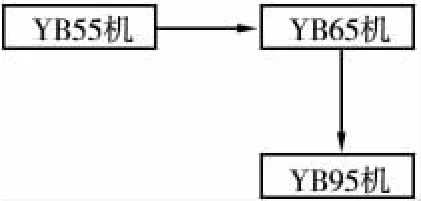
图1 标准烟草包装设备分布
在标准烟草包装机组中,YB65机由于采用单包翻转方式,导致硬条包装整线的包装生产效率不高,且烟包在进入下一工序时的定位精度也难以保证。此外,为适应新的消费形势、满足卷烟市场个性化需求,需要将条包由标准的2×5 平包改成1×10 立包。因此,为尽可能减小对原机组的改动而达到新的包装需求,拟增加一套双包同步翻转机构,将YB55 机输出的两包叠放烟包往侧面翻立90°,再由推烟机构推入YB65 机,每次推送2 个立包,推送5次为一条。因此,整体机组由原来的L 形布局改成了“一”字形排布,YB65 机、YB95 机及双包同步翻转机构的主动力均由YB55 机提供,可以确保新增的双包翻转机构与整体机组运行同步,且实现翻转烟包在下一工序的精确定位(图2)。

图2 新型烟草包装设备分布
2 双烟包同步翻转机构设计
2.1 工作原理
双烟包同步翻转机构位于YB55 机之后、YB65 机之前,使原有YB55 机烟包透明纸包装机输出的小盒烟包翻转90°后进入YB65 机输入通道,实现硬条包1×10 的立式包装(图3)。
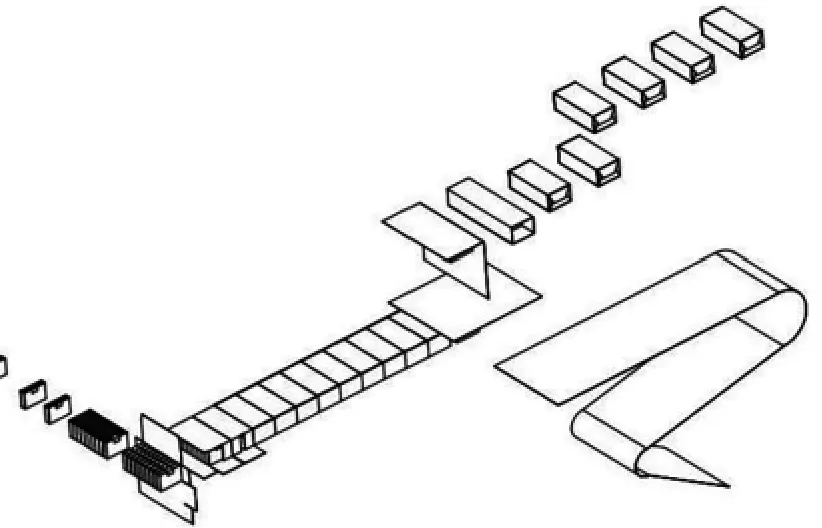
图3 立式包装方式示意
具体工作原理(图4):勾板带在主、从动带轮的驱动下间歇向前运动,当钩板带正好停住时,从YB55 包装机输出的烟包被推入钩板带中,然后钩板带继续向前运动;旋转体1 和2 环绕在勾板带四周,形成螺旋的翻转通道,烟包随着钩板带的运动,进入翻转通道,当烟包翻转90°时,完成翻转工序;当烟包随着钩板带运动到有挡板的位置时,钩板带暂停运动,将两包翻立90°的烟包推入YB65 型硬条盒包装机;同时,另外两包烟包被推入钩板带,至此,完成了双烟包的翻转工序。

图4 双烟包同步翻转机构
2.2 机构组成
双烟包同步翻转机构主要由勾板带、主动带轮、从动带轮、旋转体1、旋转体2、支撑架、长条挡板等部件组成(图4):钩板带两端分别安装在主、从动带轮上,主、从动带轮分别安装在支座和扁轴支座上,支座和扁轴支座分别安装在支撑架的两端;旋转体1 和旋转体2 分别通过角铁和长条挡板安装在支撑架上,旋转体1、旋转体2 和长条挡板组成了双烟包的螺旋翻转通道。图5 和图6 分别是双烟包同步翻转机构的核心部件勾板带和双烟包螺旋翻转结构。
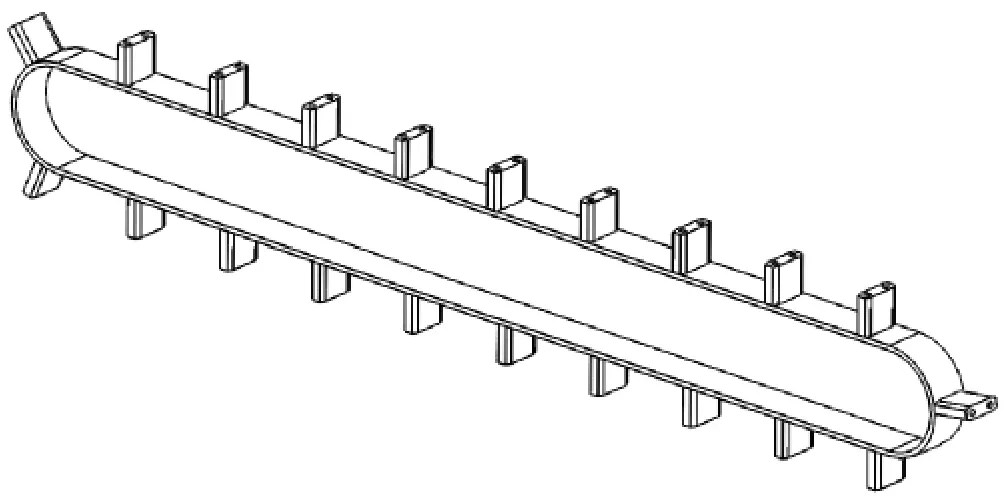
图5 勾板带结构示意
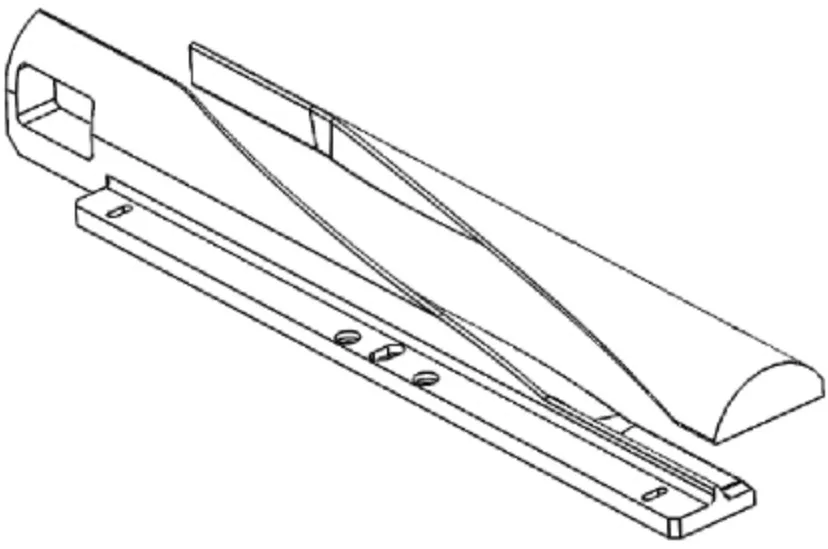
图6 双烟包螺旋翻转通道示意
2.3 机构特色
(1)双烟包翻转通道采用螺旋体设计,是所设计翻转机构的最主要特色,该结构简单、运行稳定。与常规螺旋方式不同,此次烟包翻转为双烟包同时翻转,因此在设计螺旋体时考虑了双烟包翻立过程中的错位量,防止过大的错位导致卡烟。在螺旋体的具体建模过程中,通过导入烟包在多个不同翻立状态下的参考坐标设计螺旋曲面,再根据实际调试情况对设计的曲面进行修正,最终达到双烟包的稳定翻立效果。
(2)钩板之间的距离设计为烟包的长度,且钩板带作间歇运动,以实现烟包的精准定位,同时也避免了烟包在翻立过程中,双烟包之间产生过多错位,造成双烟包无法翻立的后果。
(3)旋转体1 与烟包的接触面是根据烟包翻转路径设计的螺旋曲面,避免了对烟包表面造成剐蹭,破损烟包外观。同时,旋转体2 与旋转体1 构成精确的双烟包翻转通道,可实现双烟包翻转过程的实时、精确控制,可有效防止双烟包沿着旋转体1 翻转时烟包错位过多,保证双烟包翻转动作顺利完成(图7)。
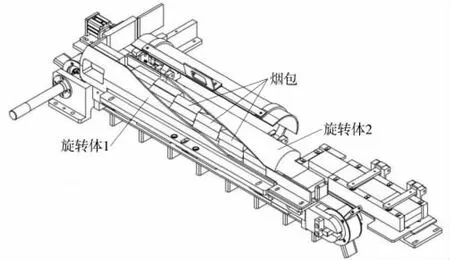
图7 烟包翻转过程示意
3 结束语
针对硬条盒包装工艺要求设计了一种双烟包同步翻转机构,将YB55 包装机输出的小盒烟包翻转90°后输入YB65 包装机,实现了烟包的立式包装,解决了卷烟销售时陈列摆放不稳、消费者携带不便等问题。该机构主要由钩板带和螺旋翻转通道等部件构成,钩板带作间歇运动,实现了烟包的精准定位;螺旋翻转通道根据烟包翻转路径设计,且考虑了双烟包翻立的位错量,实现了双烟包翻转过程的实时精确控制,同时避免了烟包表面剐蹭,保证烟包完整外观。该机构结构简单、易于控制,运行稳定,有效提高了硬条盒包装生产效率,为后续烟草全自动化包装提供技术参考。
猜你喜欢
电子技术应用(2022年11期)2022-11-28 02:39:10
一重技术(2021年5期)2022-01-18 05:41:56
印刷工业(2020年5期)2020-03-29 06:47:08
高师理科学刊(2020年12期)2020-03-15 09:55:44
设备管理与维修(2019年17期)2019-10-26 03:50:44
设备管理与维修(2019年9期)2019-09-12 07:44:06
有色金属材料与工程(2018年4期)2018-11-25 04:05:46
西安理工大学学报(2018年3期)2018-10-29 10:16:38
新教育时代·教师版(2018年18期)2018-07-21 11:00:06
数学学习与研究(2016年23期)2017-03-15 16:31:23
