
空压机组运行控制的优化与改进
2023-08-24 07:45:26韦靖博
氮肥与合成气 2023年8期
杨 光, 韦靖博, 李 根
(安徽晋煤中能化工股份有限公司, 安徽临泉 236400)
安徽晋煤中能化工股份有限公司600 000 t/a合成氨节能技术改造项目设计有锅炉、空分、气化、净化、合成等工序单元,其中空分单元以空气为原料,通过压缩、精馏等工艺从液态空气中分离出生产所需的氧气、氮气等主要气体,供其他工序使用,是氨合成工艺生产的核心部分。该空分装置配套德国曼(MAN) 54 000 m3/h空压机组,采用TRICON TS3000控制系统[1]。项目自投产以来,空压机组运行已近3 a,在运行过程中暴露了一些安全隐患和不利于稳定生产的情况,对空压机组的长周期安全运行和工艺人员的正常操作都造成了一定的影响。根据空压机组行车过程中出现的问题特点,分别从系统控制联锁、系统故障信息诊断、点位布置优化、现场设备改进等方面着手,进行针对性的处理和预防加强措施,进而优化空压机组的运行控制,以提升机组的安全稳定性。
1 联锁优化
空压机组开车后,控制系统因前期设计问题保留一部分单点联锁停车信号,即停车信号由现场单个仪表设备点控制。若仪表设备出现故障,如线路开路、短路、接线触点松动、仪表设备损坏等,皆会导致联锁信号触发,造成空压机组跳车,进而引起系统大停车的严重后果,为空压机组的稳定运行埋下重大安全隐患。
针对该情况,进行单点联锁升级优化,对系统中的单点联锁停车信号进行统计,采购合适匹配的仪表设备,利用停车检修机会,在设备预留孔位安装仪表点,将单点联锁点位增加为3个,即每个单点联锁点位在现场再安装布置2个仪表点。在控制系统中设计三取二联锁逻辑,每个点位的3个测量值同时送回控制器,控制系统对其进行实时判断,当3个测量值中的任意2个故障或满足联锁条件时,联锁停车信号才会被触发。单点联锁升级优化后大大提高了联锁仪表设备的可靠性和稳定性,极大程度地降低了空压机组因仪表设备故障误跳车的概率。系统联锁优化共改造单点联锁信号13个,具体情况见表1。将单点联锁停车信号升级为三取二联锁信号后,避免了停车联锁信号的误动作触发,最大程度地消除因仪表故障而带来的空压机组安全运行隐患。

表1 系统单点联锁停车信号点位表
2 机架报警消除
项目开车后,空压机组控制系统机架持续报警,严重干扰了操作人员的正常操作,对机组的安全行车构成威胁,为生产带来不稳定因素。机架报警现象是随着机组的开停车而出现和消失的,利用系统检修,对报警卡件进行更换处理,同时对机柜系统电源、机架电源模块、电缆、接地等进行全面排查分析后,并未能解决机架报警问题。机组开车后报警信息继续复现,使用TRICON TS3000控制系统自有的诊断软件Enhanced Diagnostic Monitor进行系统自诊断。由分析收集到的诊断信息可知,机架报警原因是模拟输出(AO)型报警卡件的2号通道负载电压超限,即该通道上所接点位控制阀(FV1902)定位器的负载电压超过卡件输出控制信号带负载电压的上限,引发机架电源模块报警[2],进而触发系统机架报警。
在不断进行分析论证、对比和参数选型后,决定采用在AO型报警卡件对应通道后端安装倍加福KFD2-CD-Ex1.32本质安全应用型安全栅的方式来提高AO型报警卡件通道的带载能力[2]。加装安全栅后,通过对控制阀(FV1902)全开度不断动作试验和空压机组正常开车后的长周期观察验证,该方法成功解决了机架报警问题,加装安全栅后系统机架报警现象未再出现。利用加装匹配的安全栅提高卡件电压带载能力,成功解决了AO型报警卡件通道电压监督超载报警问题,消除了空压机组控制系统机架报警的安全隐患。
3 报警功能改进
空压机组系统报警信息原有1#、2#、3#机架报警,控制器运行状态,强制点位数等。运行系统其他状态信息则需要巡检人员进入主控机柜后进行开柜检查,这在一定程度上加大了系统运行状态实时反馈的滞后性,同时降低了系统故障提前预判并进行人为干预的时效性。
根据控制系统现有的软硬件条件,在原有系统报警信息的基础上,增加各控制站点与主控制器的A/B网络通信状态报警,控制器与本特利机柜1#、2#机架的网络通信状态报警,本特利机柜1#、2#机架控制卡件运行状态报警,机组超速保护器运行状态报警,电源模块故障报警和控制机柜内部温度超限报警,并将增加的报警信息引入操作监控画面,对增加的报警信息进行实时监控。系统状态的自我诊断和提前预警可以提高系统的可维护性,增强系统的抗风险能力[3-4]。在系统原有软硬件的基础上,对现有系统报警信息进行改进,尽可能地丰富系统预警信息内容,提高系统的自诊断能力,提高系统故障时人为介入、维护的时效性,大大提高系统运行的稳定性。
4 点位再分配
项目投产后,因前期问题导致空压机组硬件系统个别点位布置分配不合理,同一功能点位的不同仪表点分配在同一个卡件上,即一个点位的A、B点或A、C点或B、C点位于同一块卡件上。这种情况会增加因卡件故障而造成的系统不稳定性,因此需要对此类点位进行分配和再调整。针对同点位2个仪表点分配在相同卡件上的个别点位,进行再次分配并对软件程序进行相应调整和更改,将同点位的多个仪表点相互独立分配到同类型的不同卡件上,从而大大降低因卡件故障造成该点位多个仪表点同时故障的概率,尤其是对一些涉及安全联锁或者关联设备启停的重要仪表点,极大程度地提高了系统的抗风险能力和稳定性。
5 现场设备改进
项目开车后,空压机组的空压机和增压机多个轴瓦温度出现随机波动现象,严重干扰了工艺人员的正常操作。在对温度信号点强制给值后进行现场测量,发现温度点正常稳定输出;通过对波动的多个测温点进行检测和观察后发现,现场接线箱内接线端子压线点处松动,造成接线松动,从而触发温度测量值波动。现场使用的接线端子原为弹簧式接线端子,而温度测点的外延线缆往往较细,在使用弹簧式接线端子时不能牢固夹持、易晃动,后期将此类接线端子改换成旋入式接线端子。旋入式接线端子由螺钉固定接入电缆,连接牢固可靠。更换此类现场接线端子后,测温点波动问题得到了有效解决。旋入式接线端子与弹簧式接线端子对比见图1。
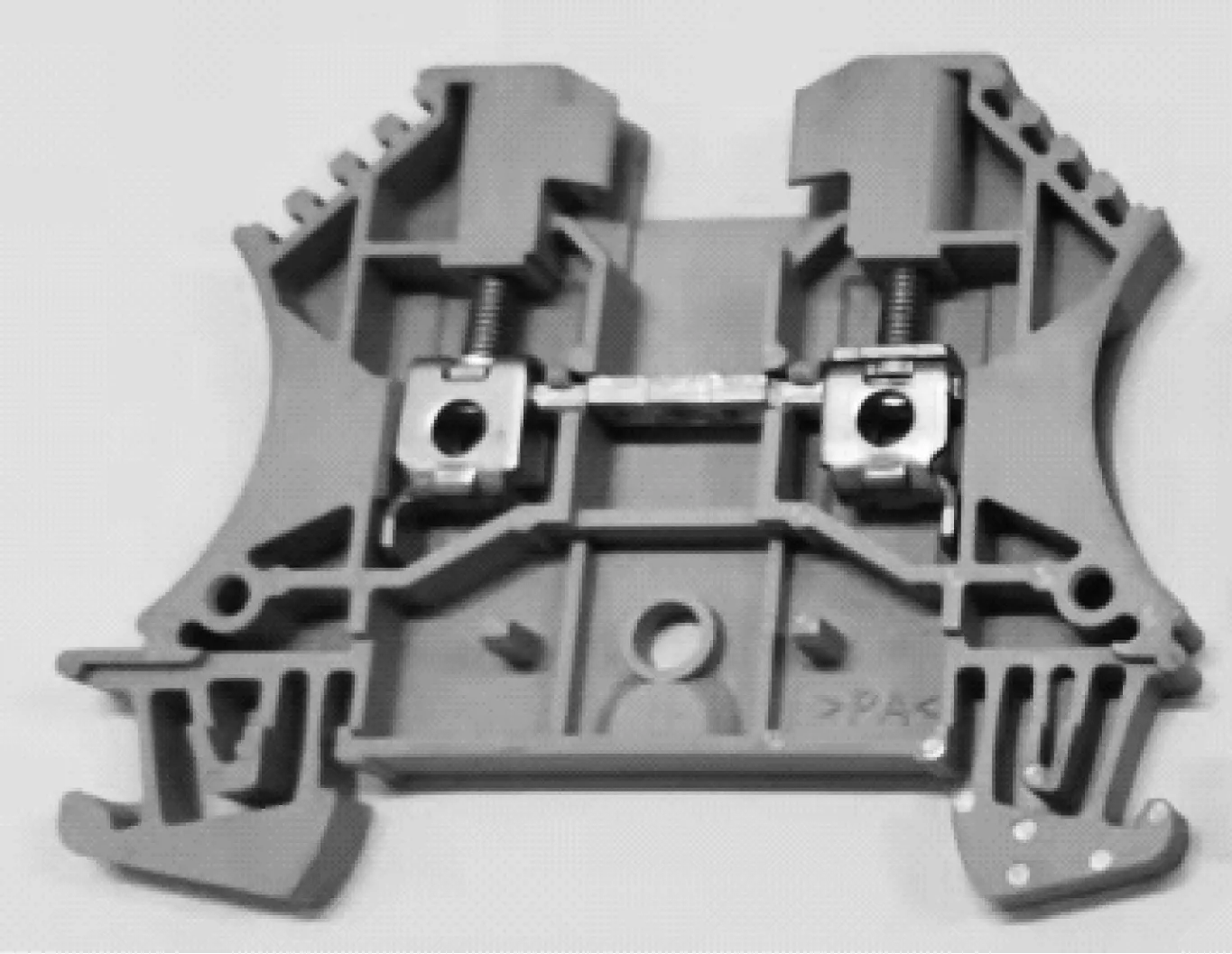
(a) 旋入式接线端子
现场设备改进的另一个重点是加强空压机组外围仪表设备的防雨水功能。大多数仪表设备的防水设计足以应对室外雨水,但若仪表安装不合理、进线口未能进行密封、盒盖螺钉松动等都会造成仪表内部电路遭到雨水浸入。现代仪表设备多为精密电子元器件组合,雨水的浸蚀会对绝大多数仪表设备造成不可挽回的损伤,仪表防水问题不可忽略。对前期项目安装不规范留下的防水隐患进行整改,对仪表线缆进线口密封防水进行强化处理,以避免因雨水浸入而造成现场仪表设备故障导致机组运行波动的事故发生。
6 结语
空压机组运行控制的优化是一项长期的工作,对现有空压机组运行控制中出现的问题和隐患进行了一系列处理,但只针对生产过程中出现和发现的问题进行处理和解决往往是不够的,还应仔细研究和认真分析控制系统的特点,结合系统软硬件条件和现场设备使用情况,加强隐患排查力度,提高人为干预介入的时效性,强化故障问题处理的有效性和及时性,以保证机组运行控制的稳定性和安全性,确保机组的长周期安全稳定行车。该空压机组控制运行优化与改进的相关措施和方法可以为其他装置现场处理类似问题提供参考。
猜你喜欢
仪器仪表用户(2020年11期)2020-11-12 04:55:52
中国惯性技术学报(2020年2期)2020-07-24 08:41:02
山东冶金(2019年5期)2019-11-16 09:09:10
天津科技(2018年5期)2018-06-01 09:45:02
电子制作(2017年17期)2017-12-18 06:40:54
山东工业技术(2016年15期)2016-12-01 05:31:30
山东工业技术(2016年15期)2016-12-01 05:31:14
工业设计(2016年7期)2016-05-04 04:02:44
工业设计(2016年7期)2016-05-04 04:02:17
信息记录材料(2016年4期)2016-03-11 15:22:33
