
电机驱动模块铝基混压板翘控制技术研究
2023-07-19 07:51唐宏华黄双双徐得刚樊廷慧
印制电路信息 2023年7期
唐宏华 黄双双 徐得刚 王 斌 樊廷慧
(1.惠州市金百泽电路科技有限公司,广东 惠州 516083;2.深圳市金百泽电子科技股份有限公司,广东 深圳 518000)
0 引言
随着汽车电子市场需求的增长,车载雷达及新能源电控组件等关键部件成为汽车电子用印制电路板(printed circuit board,PCB)增长的核心。在新能源汽车中,驱动电机系统是“三电”核心部件之一,也是电动汽车的动力来源。在电机系统中,电机驱动模块是必不可少的组件,考虑到加速时的瞬间电流,驱动模块需承载300 A以上大电流并有良好的散热性能,使电机保持在理想温度下工作。
因此,客户对产品的散热性能及可靠性要求较高。目前新能源汽车应用的电机驱动模块,一般以厚铜芯板压合铝基结构为主。由于金属铝基与FR-4 芯板是2 种不同物性的材料,压合后极易出现板翘超标的现象,此缺陷会给PCB 后制程加工及印制电路板组装(printed circuit board assembling,PCBA)贴片带来严峻的挑战.本文将针对这些挑战提出具体的应对方案,以满足客户翘曲度≤0.75%的加工要求。
1 铝基混压PCB结构特点
应用于电机驱动模块的铝基混压PCB 产品,采用厚铜芯板压合铝基结构,底层为金属铝基,顶层为双面厚铜芯板,中间为高导热黏结片,整体板厚需控制在2.3 mm(1±10%),如图1所示。

图1 铝基混压PCB结构
由于PCB 顶层与底层结构不对称,且铝基板与FR-4 芯板是2 种不同物性的材料,造成压合翘曲度不可控,因此需要对影响铝基混压板翘的关键流程及相关加工参数进行技术研究,以解决铝基混压带来的板翘问题,如图2所示。

图2 铝基混压PCB板翘(3.3%)超标
2 铝基混压PCB板翘测试方案
2.1 影响因素分析
根据铝基混压PCB 结构,分别对涉及结构的各组成要素进行对比分析,并拟订测试方案,见表1。
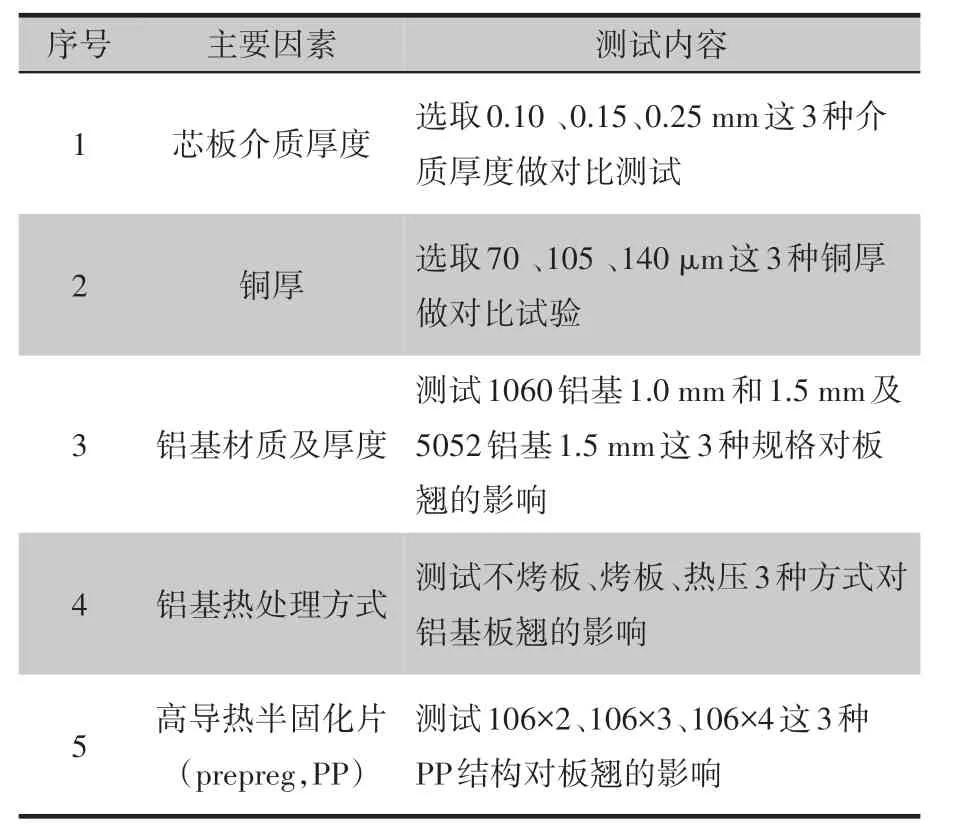
表1 铝基混压PCB测试方案
2.2 DOE正交试验因素和试验表
按电机驱动模块产品(M267670)工程资料进行设计,见表2和表3。

表2 因素与水平

表3 DOE正交试验表(9组)
3 铝基混压PCB板翘工艺测试
3.1 测试板准备
参考电机驱动模块铝基混压板结构进行工艺测试,投产数量18块在制板(panel,PNL)。
3.2 试板工艺流程
试板工艺流程如图3所示。

图3 试板工艺流程
3.3 板翘DOE测试数据
(1)DOE 试验(固定PP 结构106×3,测试铝基混压PCB层压翘曲度),板翘数据见表4。

表4 板翘DOE测试数据
(2)数据分析。①经DOE 测试,固定PP 结构情况下,影响铝基混压板翘的主要因素为铜厚与介质厚度,次要因素为铝基厚度与铝基热处理方式;② 从芯板介质厚度对比测试数据看,介质厚度越薄,其层压翘曲度越小;③从铝基材质看,1060 与5052 无明显差异,但厚度对板翘有一定影响,铝基越厚,越有利于板翘控制;④ 从铝基热处理方式看,预先热压对控制板翘略有帮助;⑤ 从铜厚对比测试数据看,铜厚越薄,其层压翘曲度越小,但考虑产品需承受330 A 大电流的特点,铜厚不能小于140 μm,需优先满足其载流能力。
因此,最优方案为A1、B3、C3、D3(芯板介质厚度0.1 mm、铜厚140 μm、铝基5052-1.5 mm、热压处理)。
3.4 DOE方案验证
按DOE 最优方案A1、B3、C3、D3,用在线小批量生产M267670 产品进行工艺验证。加工参数见表5,压合后板翘测试数据见表6。

表5 铝基混压加工参数表

表6 铝基混压板翘测试数据
按DOE 最优方案A1、B3、C3、D3 加工,测试铝基混压板M267670 的翘曲度为1.34%~1.89%,比结构优化前(翘曲度2.5%~3.3%)有明显改善,但未达成客户翘曲度≤0.75%的管控要求,需继续对铝基混压板翘进行工艺改善。
4 铝基混压PCB板翘整平工艺
经对铝基混压结构进行DOE 优化后,可适度降低铝基混压板翘,但无法达到翘曲度≤0.75%的要求,且结构上已无大的改善空间,为此在层压后增加板翘整平处理工艺。
4.1 整平机加工设备
整平机设备如图4 所示。试板M267670 在整平机上的加工参数及板翘测试数据见表7。

表7 板翘整平参数及测试数据

图4 板翘整平机
4.2 整平机测试小结
压合后采用板翘整平机进行整平处理,整平速度按20~30 HZ,放板时翘曲的一面朝上,压辘间隙根据加工板厚及整平效果调整,X/Y方向各整平1 次;按此方式整平后,其铝基PCB 翘曲度由1.34%~1.89%降低至0.40%~0.67%,改善效果明显(翘曲度0.58%),如图5 所示,可满足翘曲度≤0.75%的控制目标。

图5 整平后翘曲度
5 工艺总结
针对电机驱动模块产品均为厚铜的设计特点,同时考虑产品整体性能指标,按A1B3C3D3+层压后板翘整平处理的组合方案进行加工,实现铝基混压PCB 成品翘曲度如图6 所示。总之,测量产品翘曲度为0.40%~0.67%,可以满足翘曲度≤0.75%的管控要求,同时测量产品耐压值及绝缘性能均合格,验证了方案有效。

图6 成品翘曲度
6 结语
以上简单介绍了一种铝基混压PCB 的板翘控制方法,采用铝基预压+铝基混压结构优化+专用整平机处理,可以大幅改善铝基混压PCB 层压板翘,满足翘曲度≤0.75%的管控要求,且不影响产品的耐压及绝缘性能,对后制程加工及产品良率提升均有积极的促进作用。
猜你喜欢
中学生数理化·八年级物理人教版(2023年4期)2023-05-05
中国港湾建设(2022年12期)2022-12-28
中国港湾建设(2022年12期)2022-12-28
橡塑技术与装备(2022年12期)2022-12-12
科学与财富(2018年30期)2018-12-28
中国港湾建设(2017年11期)2017-12-19
计算机应用(2016年9期)2016-11-01
工程建设与设计(2016年2期)2016-08-22
体育科技(2016年2期)2016-02-28
云南电力技术(2014年1期)2014-06-23
