高速公路预制T梁护栏钢筋整体预埋工法研究
2023-07-18 06:44莫勇劳祺周杨梁任华
西部交通科技 2023年4期
莫勇 劳祺 周杨 梁任华


摘要:为解决传统预制T梁防撞护栏钢筋安装施工中焊接量大、质量控制困难及施工安全性低的问题,文章基于实际项目,通过对护栏钢筋构件各部分作用解析,采用护栏主体钢筋整体加工制作并预埋、护栏顶帽钢筋现场焊接的工艺。工程应用结果表明:通过预制T梁护栏钢筋整体预埋工法,可减少材料用量及焊接工程量,提高施工效率及质量,提升施工安全性。
关键词:高速公路;预制T梁;护栏;预埋钢筋;焊接
中图分类号:U443.8A401372
0引言
目前国内高速公路桥梁预制T梁防撞护栏钢筋常采用预埋+后期焊接工艺[1-2],其施工工艺是在T梁预制时,将护栏连接钢筋预埋在梁内,成桥后再将护栏钢筋与梁上预埋的连接钢筋进行焊接。该工艺的焊接量大,并且需要进行高难度的立焊。在实际施工过程中,该工艺不仅工效较低且焊接质量通病频发,经济消耗巨大,后期质量得不到保障[3-4]。同时,目前的护栏钢筋在进行焊接施工时,工人需要到桥面外进行高空焊接作业,安全风险极高[5]。为了改善施工的安全环境,提升施工质量,提高施工效率,亟须研发一种T梁护栏钢筋整体预埋施工工法。
因此,本文基于广西南丹至天峨下老高速公路项目(项目主线长度为104.6 km,概算投资约为224亿元,桥隧比为74.8%,预制T梁超9 663榀),研发了一种预制T梁护栏钢筋整体预埋工法。该工法不仅解决了以上工程问题且灵活通用,具有质量效益和经济效益突出的特点,值得进行推广。
1工法介绍及分析
1.1工法介绍
在传统的工法中,5号钢筋在T型梁预制时就预埋在主梁内,成桥后进行护栏施工时与3号、6号钢筋在现场采用双面焊连接,如图1所示。由于护栏预埋钢筋沿纵桥向间距仅为10 cm,加之需采用双面立焊,不仅焊接量巨大,且施工空间狭小,现场实际操作异常困难,对焊工要求极高。据以往施工经验总结发现,护栏钢筋焊接质量通病频发,不仅施工效率低且成本消耗较高。
本工法为解决护栏钢筋现场制作的质量问题,分析各部位钢筋的功能后着重于在T梁预制时将原设计的3号、5号、6号这三种型号钢筋优化成一支整体式钢筋进行预埋,并单独制作顶帽钢筋,根据现场实际情况调整标高后进行焊接,保证其施工的靈活性,如图2所示。
由图2可知,3号、5号、6号钢筋在预制厂内弯曲成整体,使原先的现场立焊变为预制厂内平焊,极大地减少了施工中焊接的困难与质量问题。平焊完成后,将整体骨架预埋至主梁内,暂不安装护栏顶帽钢筋,这不仅对场区提梁及架桥净空约束性较小,且方便后期调节护栏标高,护栏钢筋顶部至梁面标高为104~114 cm,通过独立的顶帽钢筋来现场焊接调节护栏顶面标高。
1.2工法优势分析
1.2.1成本优势分析
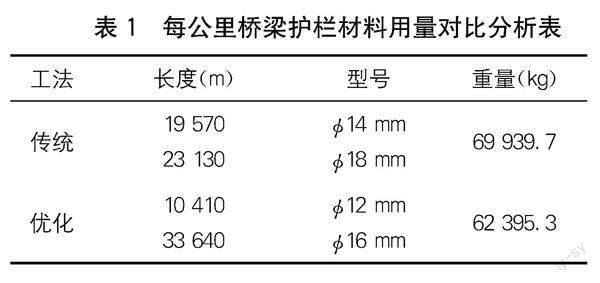
由表1可知,传统工法制作桥梁护栏每公里需要用14 mm及18 mm两种钢筋,用量为69 939.7 kg/km,而优化后制作桥梁护栏每公里只需要用12 mm及16 mm两种钢筋,用量为62 395.3 kg/km,本工法比传统工法节省了10.8%的材料。
1.2.2质量优势分析
由表2可知,传统工法制作桥梁护栏的焊缝数量达到60 000条/km,焊缝长度为10 800 m,而优化后制作桥梁护栏每公里焊缝数量为20 000条,焊缝长度为3 200 m。本工法比传统工法焊缝数量减少了66.7%,焊缝长度减少了70.4%,且焊接难度降低,施工操作更方便,焊接质量更有保障。
1.2.3安全优势分析
传统工法制作桥梁护栏常会花费大量的人力、物力去做临边防护,且经常需专人对其进行维护,但在实际施工中,临边防护的安全性不高。此外,护栏钢筋施工时工人需先拆除临时防护后趴在梁边对护栏钢筋进行高空立焊,工人极易产生“眩晕”甚至导致中暑现象,安全风险极高。本工法优化后,预埋钢筋整体性强,可直接作为临边防护的一部分,且不再需要工人冒着风险进行高空护栏钢筋焊接,极大地降低了护栏施工的安全风险。
综上所述,相比于传统工法,本工法优势较明显,主要体现在将分散的各部位钢筋改为一体加工成型,使立焊变为平焊,极大地减少了钢筋用量及焊接数量,既能减少材料消耗,提高护栏施工质量,又能降低施工安全风险,是一项降本增效的先进工法。
2新工法施工控制要点
2.1钢筋工程控制要点
钢筋加工采用智能弯曲数控设备,输入相应弯曲长度、角度等参数后,由1人操作钢筋即可完成加工,成品几何尺寸精确。
根据T梁轴线与悬臂参数计算出不同位置护栏钢筋偏距进行精确定位,护栏顶面采用45 m钢绞线约束预埋钢筋。
钢筋间距采用卡具定位,确保钢筋在平面、立面排列一致,标高在预制时采用在钢筋顶拉线的方式控制。
2.2梁体安装控制要点
由于新工法对护栏预埋钢筋进行整体加工,使预埋钢筋外露部分过高,进行T梁吊装时,吊装孔位置的护栏预埋钢筋会影响吊装;进行T梁安装时,架桥机中支腿、横移导梁与护栏预埋钢筋会出现冲突。
因此,根据架桥机性能需要,可在前梁端3 m(中支腿位置)、后梁端1 m(后锚支腿位置)处吊装孔位置按传统施工工艺进行钢筋施工或对全预埋钢筋局部进行折弯,避开架桥机支腿对预埋钢筋的影响。
2.3架桥机过跨控制要点
新工法护栏预埋钢筋过高,导致过跨时中支腿和跑道前移时的高度不够。因此,架桥机后锚支腿桥梁纵坡应适当垫高,将中支腿和跑道拆开分别调运前移。
2.4梁体安装实例
经过多次模拟运算及架设实践,与传统工法架梁相比,新工法梁高增加约为114 cm,梁体总体高度约为3.74 m。
40 m T梁上坡桥架设:40 m×2.5%=1 m,中支腿、反托(间距为20 m,纵坡高差为0.6 m)净空≥3.74 m+0.6 m+0.5 m(天车预留安全空间)=4.84 m,反托液压油缸顶升高度为0.90 m,为临界范围,下垫为0.3 m。
40 m T梁下坡桥架设:40 m×1.8%=0.72 m,中支腿净空≥3.74+0.72=4.46 m,然而前支腿最大调节高度为6.87 m,反托液压油缸顶升高度为4.79 m-4.46 m=0.33 m,为临界范围。
工法使用范围总结:平桥、上坡桥(坡度宜<2.5%),固结墩预埋钢筋外露宜为0.5~0.6 m,下坡桥(坡度宜<1.8%)固结墩预埋钢筋外露宜为0.5~0.6 m。
3结语
(1)护栏钢筋整体预埋工法可用于高速公路桥梁预制T型梁的护栏制作施工。
(2)使用护栏钢筋整体预埋工法施工预制T梁护栏钢筋,比传统工艺节省钢筋10.8%/km,焊缝数量减少了66.7%,焊缝长度减少了70.4%,在节省材料的同时提高了现场施工的效率。
(3)使用本工法施工预制T梁的护栏,改户外现场立焊为预制厂内平焊,钢筋焊接质量更有保障。
(4)使用本工法施工预制T梁的护栏,消除了高空焊接作業,施工安全性更高。
参考文献
[1]况樱.桥梁工程预制T梁施工技术应用[J].运输经理世界,2021(22):109-111.
[2]余根宁.预制T梁工厂化流水线施工技术探讨[J].四川水泥,2021(12):209-210.
[3]侯光达.高速公路桥梁预制T梁施工技术分析[J].建材发展导向(下),2022,20(4):160-162.
[4]马瑞华.公路桥梁预制T梁施工技术分析[J].四川建材,2022,48(7):122-123.
[5]龚小燕.公路桥梁护栏安全结构设计探讨[J].黑龙江交通科技,2021,44(6):252-253. 作者简介:莫勇(1990—),工程师,主要从事高速公路建设管理工作。
猜你喜欢
中国交通信息化(2020年7期)2021-01-14
电子制作(2019年20期)2019-12-04
小学阅读指南·低年级版(2018年5期)2018-11-02
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
中国交通信息化(2016年9期)2016-06-06
公民与法治(2016年16期)2016-05-17
小说月刊(2014年4期)2014-04-23
河南科技(2014年18期)2014-02-27