
藜麦紫薯挤压膨化食品加工工艺优化及品质分析
2023-07-17 11:07张文刚
农产品加工 2023年12期
张文刚
(青海大学农林科学院,青海省青藏高原农产品加工重点实验室,青藏高原种质资源研究与利用实验室,青海 西宁 810016)
藜麦(Chenopodium quinoa Willd.) 作为一种藜科藜属的双子叶“假谷物”,富含蛋白质、氨基酸、膳食纤维、维生素、多酚、矿物质等功效成分,具有极高的食用价值,是FAO 确认的唯一单体可满足人体基本营养需要的“全营养”食品[1]。长期食用藜麦有助于预防和改善多种代谢疾病,如肥胖、糖尿病、高血脂、抗氧化和抗癌等[2]。鉴于藜麦的突出优势,其已被用于加工主食、焙烤制品、发酵饮品、麦片、营养代餐粉、谷物棒等各类产品,在现代健康食品开发中前景广阔[3-4]。
挤压膨化是一种集高温、高压和高剪切作用为一体的食品加工技术,在膨化休闲产品加工中应用广泛[5]。通过挤压膨化,物料会发生蛋白质变性、淀粉糊化、可溶性膳食纤维溶出、抗营养因子减少、体积膨化等一系列变化,消化利用率和保藏性提升,深受市场消费者青睐[6]。目前,藜麦挤压膨化理论及产品开发研究处于起步阶段,以藜麦为原料开发挤压膨化休闲食品对丰富市场健康产品类型十分必要。然而,受物料特性影响,单一藜麦相比玉米、荞麦、小麦、青稞等不易挤压加工,产品感官品质欠佳,而通过物料复配则是解决该问题的有效方式之一[7-9]。
紫薯(Ipomoea batatas L.) 属于旋花科番薯属草本植物,肉质呈淡紫色或较深的紫色,在我国山东、湖南、江西、广西等地有广泛种植[10]。紫薯富含蛋白质、淀粉、氨基酸、花青素、维生素、矿物质等,具有抗癌、抗肿瘤、增强免疫力、预防心血管疾病等生理功效,膳食摄入紫薯有助于均衡营养及促进人体健康[11]。目前,紫薯在谷物挤压膨化制品加工中已有应用[12],将其与藜麦结合进行复配挤压加工,不仅可以发挥两者的营养功能优势,还可以赋予产品优良的感官品质。以藜麦和紫薯为原料,制作复合挤压膨化食品,通过单因素试验和正交试验优化得到最佳工艺,并对产品的营养组成和抗氧化活性进行评价,以期为藜麦和紫薯资源的加工利用提供一定理论参考。
1 材料与方法
1.1 材料与仪器
青白藜1 号,青海大学农林科学院作物所提供;紫薯粉,市售;1,1-二苯基-2-三硝基苯肼(DPPH)、三吡啶三吖嗪(TPTZ)、水溶性维E(Trolox)、2,2'-联氮-双-(3 -乙基苯并噻唑啉- 6 -磺酸) 二铵盐(ABTS),美国Sigma 公司提供。
FW200 型高速中药粉碎机,天津华鑫仪器厂产品;AL204 万分之一分析天平,梅特勒-托利多仪器(上海) 有限公司产品;KETSE 20/40 型双螺杆挤压膨化机,德国布拉本德产品;DL-5M 型低速冷冻离心机,湖南长沙湘仪离心机仪器有限公司产品;N4S 型紫外可见分光光度计,上海仪电分析仪器有限公司产品。
1.2 试验方法
1.2.1 工艺流程
藜麦粉、紫薯粉→混合→调节水分→挤压成型→成品。
1.2.2 单因素试验
以膨化率和感官评分为指标,探讨水分含量(8%,12%,16%,20%,24%,28%)、藜麦与紫薯质 量 比(1 ∶2,1 ∶1,2 ∶1,3 ∶1)、挤 压 温 度(140,150,160,170,180 ℃) 及螺杆转速(130,140,150,160,170,180 r/min) 4 个因素对藜麦紫薯复合挤压膨化物的影响。各因素固定条件为藜麦与紫薯质量比2∶1,水分含量8%,挤压温度160 ℃,螺杆转速160 r/min。
1.2.3 正交试验
在单因素试验基础上,综合考虑藜麦紫薯质量比、水分含量、挤压温度和螺杆转速4 个因素的较优水平,设计L9(34)正交试验,确定藜麦紫薯挤压膨化产品加工最优条件。
正交试验因素与水平设计见表1。

表1 正交试验因素与水平设计
1.2.4 指标测定
(1) 膨化率。参考方勇等人[13]的方法测定。每一个样品用数显游标卡尺随机测定直径15 次,去除最小值和最大值后取平均值,膨化率表示为膨化物直径与模口直径之比。
(2) 水溶性指数。参考Yagci S 等人[14]的方法稍加修改后测定。取2.0 g 粉碎后的膨化物于离心管中,加入20 mL 蒸馏水,振荡分散3 min,将悬浮液于30 ℃水浴中保持30 min,期间每隔10 min 振荡1 次,然后以转速4 000 r/min 离心20 min。将上清液倒入质量已知的蒸发皿中,于105 ℃烘干至恒质量,得到上清液中水溶物的质量。水溶性指数按公式(1) 计算。
式中:m1——水溶物的质量,g;m2——膨化物的质量(2.0 g)。
(2) 感官评价。由10 名经过专业培训的人员组成评价小组,对不同条件下的藜麦紫薯挤压膨化产品进行品评打分。所有的样品均采用3 位随机数进行编码。
感官评价标准表2。
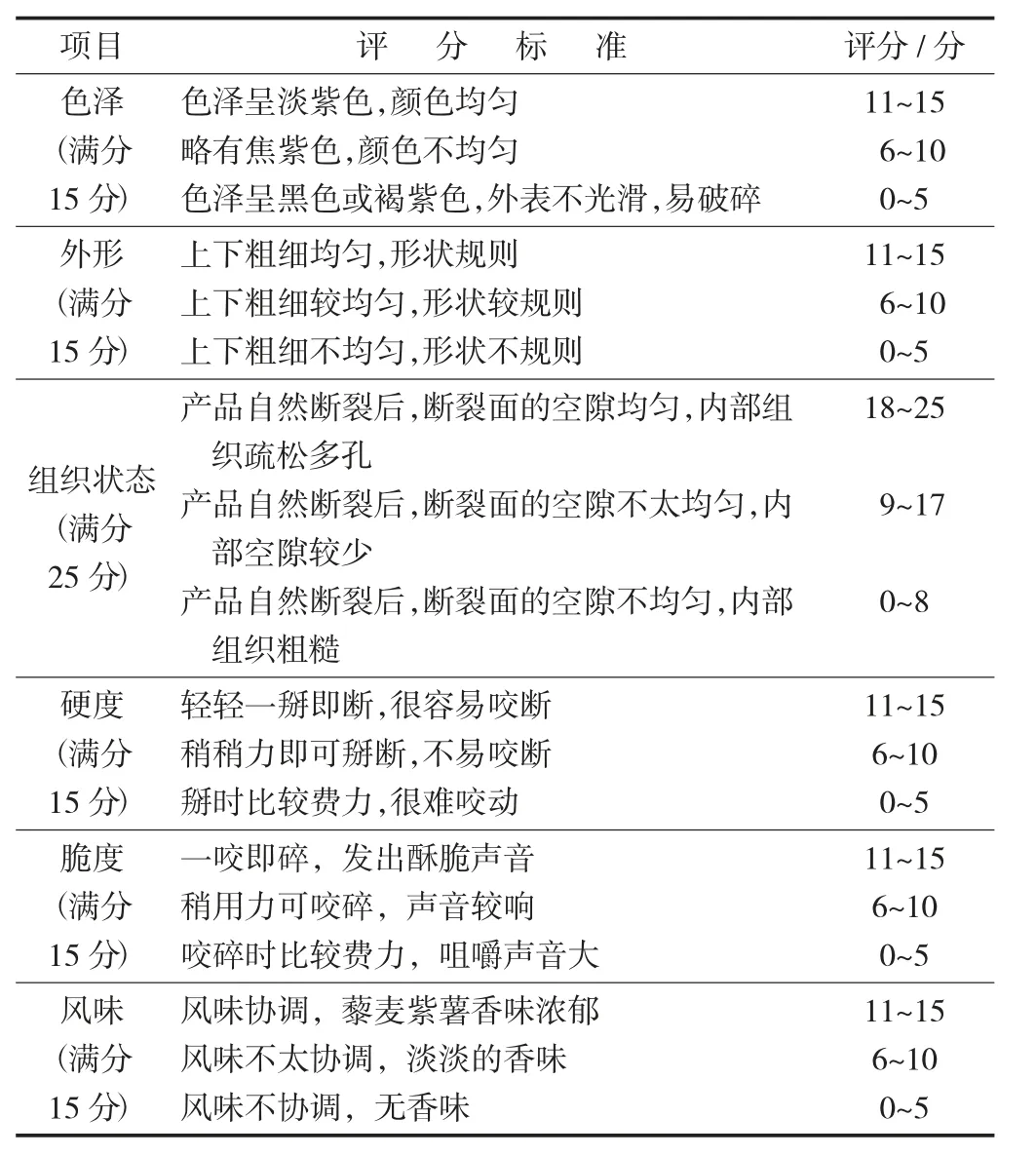
表2 感官评价标准
(3) 营养成分。按照GB 5009.5—2016《食品安全国家标准 食品中蛋白质的测定》方法测定蛋白质含量;按照GB 5009.6—2016《食品安全国家标准食品中脂肪的测定》方法测定脂肪含量;按照GB/T 5009.88—2003《食品中不溶性膳食纤维的测定》方法测定粗纤维含量;按照GB 5009.4—2016《食品安全国家标准食品中灰分的测定》方法测定灰分含量。
(4) 抗氧化活性。参考杨希娟等人[15]的方法。采用80%丙酮在超声辅助下提取膨化物多酚并测定提取液的DPPH·清除率、ABTS·+清除率和FRAP 还原力,根据标准曲线定量,结果以水溶性维E 当量表示(μmol/100 g DW)。
1.2.5 数据处理
采用Origin 2019 和Excel 等进行数据统计分析及绘图。试验重复3 次。显著性水平为0.05。
2 结果与分析
2.1 单因素试验结果
挤压单因素试验结果见图1。

图1 挤压单因素试验结果
由图1(a) 可知,膨化率和水溶性指数随着复合粉中藜麦粉比例的增加先降低,当藜麦紫薯质量比为3∶1 时两者略有升高。感官评分整体先增大后减小,当质量比(藜麦∶紫薯) 为1∶1 时感官评分最高达88.86 分。适当添加紫薯可以丰富香气并改善藜麦挤压特性,但添加过少对其综合品质提升较小,添加过量时则会加深膨化物色泽并掩盖藜麦风味,造成不利影响[12]。因此,综合考虑产品感官品质和膨化特性,选择藜麦紫薯质量比1∶1,2∶1,3∶1 为较优水平。
由图1(b) 可知,随着物料水分含量的增大,膨化率呈逐渐下降趋势,表明低水分条件下较有利于物料膨化,与张婷等人[16]报道较一致。水溶性指数先升高后降低再升高,水分含量高于20%后水溶性指数的增加可能是物料调质水分分布不够均匀造成。感官评分先增大后不断减小,当水分含量为12%时,感官评分最高为84.21 分。水分含量过高时,物料在腔体内的摩擦力减小,剪切力不够,挤压效果通常不佳[17]。因此,综合选择水分含量8%,12%,16%为较优水平。?
由图1(c) 可知,随着挤压温度的升高,膨化率先缓慢升高后略有下降,当挤压温度为160 ℃时膨化率最大为3.72,水溶性指数则先升高后趋于平缓。感官评分整体先快速增大,当温度为150 ℃时最高为83.86 分,继续升高温度后感官评分出现降低,与向莉等的报道类似[18]。挤压温度较低时,物料达不到过热状态,膨化效果较差,温度过高时物料易出现过度膨化和焦煳现象,造成品质降低[18-19]。因此,综合选择挤压温度150,160,170 ℃为较优水平。
图1(d) 显示,当螺杆转速在130~170 r/min时,膨化率和水溶性指数变化较小,当螺杆转速超过170 r/min 时膨化率显著下降(p<0.05)。感官评分随着螺杆转速的增大先增大后减小,当螺杆转速为150 r/min 时感官评分最高为87.86 分。研究表明,螺杆转速过慢会导致剪切力不够,物料膨化程度受到影响,同时物料蛋白质、膳食纤维等不能充分降解,不易消化吸收;螺杆转速过快时,物料在挤压机腔体内受热时间短,淀粉糊化不完全,影响感官品质[16,20]。因此,综合选择螺杆转速150,160,170 r/min为较优水平。
2.2 正交试验结果
正交试验结果见表3。

表3 正交试验结果
由表3 可知,以膨化率为指标,正交试验极差(R) 为A>B>D>C,最优工艺为A3B1C1D1,即挤压温度170 ℃,藜麦紫薯质量比1∶1,螺杆转速150 r/min,水分含量8%。以水溶性指数为指标,正交试验极差(R) 为D>C>A>B,最优工艺为A2B3C3D3,即挤压温度160 ℃,藜麦紫薯质量比3∶1,螺杆转速170 r/min,水分含量16%。以感官评分为指标,正交试验极差(R) 为A>C>B=D,最优工艺为A3B3C3D3,即挤压温度170 ℃,藜麦紫薯质量比3∶1,螺杆转速170 r/min,水分含量16%。
验证试验结果见表4。

表4 验证试验结果
由表4 可知,组合1(A3B1C1D3) 膨化率最高(4.53),组合2(A2B3C3D3) 水溶性指数(0.22%) 和感官评分(89.28 分) 均为最高,组合3(A3B3C3D3)膨化率和水溶性指数最低而感官评分处于中间水平。以产品感官品质为主要考虑因素,兼顾膨化特性,综合选择组合2 为藜麦紫薯挤压膨化食品最优加工工艺参数,此条件下加工产品的色泽均匀,呈现淡紫色,形状规则,一咬即断,口感干脆,有较浓的藜麦和紫薯特征香味。
2.3 产品品质分析
藜麦紫薯复合挤压膨化产品的主要营养成分及抗氧化活性见表5。

表5 藜麦紫薯复合挤压膨化产品的主要营养成分及抗氧化活性
由表5 可知,藜麦紫薯挤压膨化产品粗蛋白、粗纤维、粗脂肪和灰分含量低于单一挤压膨化藜麦,可能是受市售紫薯粉本身营养组成的影响。藜麦紫薯挤压膨化产品与单一挤压膨化藜麦相比,其ABTS·+清除活性有所降低,但DPPH·清除活性和FRAP 铁还原力则显著增大(p<0.05),总体来看,紫薯添加有助于提升产品的抗氧化活性。研究显示,紫薯含有丰富的多酚、黄酮和花青素等天然抗氧化成分,作为一种优质辅料可以改善食品的功能品质[21]。
3 结论
在单因素试验基础上,对藜麦紫薯挤压膨化食品加工工艺进行优化并分析了产品品质。结合膨化率和感官评分确定藜麦紫薯复合挤压膨化最优工艺条件为藜麦紫薯质量配比3∶1,挤压温度160 ℃,螺杆转速170 r/min,水分含量16%,该条件下产品呈均匀淡紫色,形状规则,口感干脆,有较浓的藜麦和紫薯特征香味。相比单一挤压膨化藜麦,藜麦紫薯复合挤压膨化产品粗蛋白、粗脂肪、粗纤维和灰分含量降低,但总体抗氧化活性有所提升。添加紫薯是一种改善藜麦挤压特性与功能品质的有效方式。
猜你喜欢
云南化工(2021年5期)2021-12-21
幼儿100(2021年31期)2021-10-30
家教世界·V家长(2020年10期)2020-11-20
幼儿画刊(2020年6期)2020-07-27
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
蔬菜(2016年8期)2016-10-10
中成药(2016年4期)2016-05-17
江苏调味副食品(2015年3期)2015-02-28
机电信息(2014年29期)2014-02-27
