工业烟尘治理技术现状分析及新兴技术应用案例
2023-07-11 06:26:06王诺刘德
节能与环保 2023年5期
王诺 刘德
1 青岛市生态环境监控中心 2 山东省青岛生态环境监测中心
WANG Nuo LIU De
1 烟尘治理工艺分析
1.1 整体置换通风
目前,较常用的整体置换通风方式是采用吹风与吸气相结合的方式,即:在车间烟气较高的地方附近,用空气吹入,使焊接烟气进入车间上部,再由上部的抽吸装置将有害气体排出。该工艺操作简便,能有效地排除车间的烟气。然而,这种传统的抽气方法有一个缺点,那就是必须不断地进行吹风、吸气,消耗高、维护成本高、操作成本高,从而导致成本大幅度增加。而且,由于空气流通引起的环境气温变化很大,因此不适合在气候变化大的地区使用。
1.2 局部点源治理
采用局部点源治理,可以缩小吸风的范围,只在烟尘产生工位上方安装吸风装置。这种方式对于小型零部件、定点生产工位等烟尘量小的工况,净化效果较好;这种局部点源治理有多种类型,吸气罩可以是活动的,也可以是固定的,将生产时产生的烟雾抽走。但是,该方法存在一定的局限性,比如对风量、风速等技术指标要求较高,点源产生点的构件尺寸较大、点位不固定、跨度较大,吸尘罩伸缩臂范围有限等,导致现场烟尘捕集净化效果不理想;而且有些工况在运行之前必须进行人工干预,不仅会增加人力成本,而且会降低工作效率。
1.3 局部面源治理
局部面源治理一般采用小型一体机,采用多点位分散布置,固定安装。通过多台小型机的疏密布局和合理安装,产生局部空气流动,最大限度地收集烟尘,同时避免了与厂房内原有工艺设施的交叉作业。一般小型一体除尘机组,按照气流方式,可选择分布自循环式、吹吸式等;按烟尘捕集方式分为布袋式、滤筒式、静电式等。效果对比见表1。
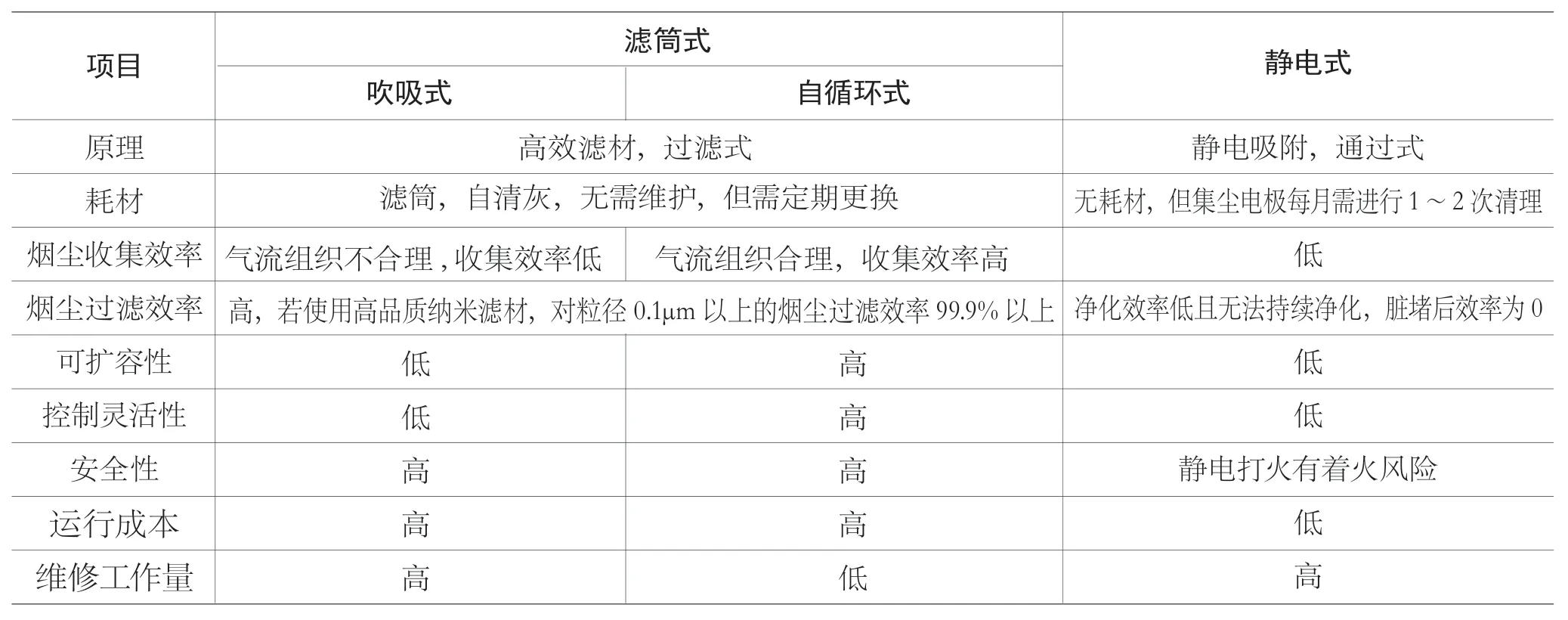
表1 除尘机组效果对比
1.4 局部面源治理+屋顶置换通风
为达到更好的除尘通风效果,一些高大空间采用局部面源治理+屋顶置换通风的方式,局部面源治理捕集和过滤烟尘,屋顶置换通风为高大空间补充新风;另一些还会加装温度调节和湿度调节系统,既可以保障高大空间内的烟尘治理,又可以达到空气温度调节和温度调节的目的,更利于操作人员的身体健康。但缺点是投资高,用电设备功率大,运行成本高。尤其在北方地区,为保障冬季室内的温度需加装电加热装置,从而使得造价更加高昂。且浇铸烟尘粘度较大,小型机容易堵塞,给清理维护造成不便。
2 项目概述
2.1 现状生产工艺
浇铸工艺主要使用行车吊运钢包对工件进行浇铸,在浇铸过程中磨具会持续 冒烟,且产生的烟气较轻,烟气大量的积聚在车将的最上方,浇铸工作结束后才缓慢沉降。粉尘主要为水玻璃砂产生烟尘及部分金属粉尘以及少量VOCS。
2.2 治理指标
要求车间生产时,厂房内4m 以下空气中的有害粉尘浓度不大于4mg/m³。烟气净化后排放浓度、排放速率应符合《大气污染物综合排放标准》要求。VOCS排放标准满足《铸造工业大气污染物排放标准》要求,设备噪声小于85dB(A)。
3 工艺方案分析
3.1 治理难点分析
厂房内浇铸区域发尘点多面广,分布分散但局部集中;作业工况较为复杂,工件尺寸较大,需要天车配合作业;有时一个工件多处同时浇筑,且浇筑操作位置分布较广;产品类型较多,发尘位置多变,浇铸区域不固定,随产品转型、生产任务调整而变化。由于浇铸工位大且浇铸点位不固定,且所以浇铸产生的烟尘难以采用点对点的捕集方式进行捕集。
因为浇铸烟尘粘度较大,局部面源治理及局部面源+屋顶置换通风的分散布置的小型机因为机型的原因,会有宜堵塞不易清理维护等缺点,不适合使用以上两种的方式。
3.2 工艺确定
通过以上分析决定采用整体通风换气的策略,使用高大烟尘空间分布式环境控制系统。此系统由自循环工业除尘机集群布置,以达到合理的系统气流组织,从而对厂房内烟尘进行控制。系统用上升气流形式,气流方向与浇铸烟尘扩散的方向一致,是经常使用的气流方式。除尘采用滤筒除尘,VOCS治理视VOCS治理浓度采用活性炭吸附或纳米微气泡方式。
4 组合式空调除尘工艺设计
4.1 CF 除尘机
CF 除尘机组采用了纳米滤材,具备阻燃、过滤精度高的特点。运行阻力更低,能保持极高的气流量,对烟尘(0.3μm)的过滤效率达99.9%以上。设备配备自动清灰系统、同时集成了火花捕集器、消声器。该设备占地面积小、安装方便、运行稳定。
4.2 高效清灰技术
采用锥筒形滤筒支架代替传统的三角普通支架。相比于普通支架,锥筒支架在反吹清灰时使滤筒内壁压力更加均匀,喷吹距离更远,效率更高,并可延长滤筒使用寿命。并通过ANSYS 软件数字模拟和实验室实验,锥筒形滤筒支架清灰效率提高21%。
根据模拟数据可知,在喷吹口到滤筒口距离426mm、喷吹压力0.6MPa、脉冲宽度82.8ms 时喷吹效果最高。
4.3 脉冲阀设计
脉冲阀是 ZM 脉冲阀。ZM 型电磁式脉冲阀是在Z 形直角电磁式脉冲阀的基础上进行改良的一种外螺纹接头链接结构脉冲阀。特点是:灵敏度高,排气量大,工作稳定。同时套筒活节,安装维修方便可靠。
4.4 风机设计
风机采用后倾叶片直连型离心风机,电机符合二级能效。防护等级IP55。绝缘等级F 级。风机配置净出口软连接,软连接采用阻燃硅胶布。配置减振台座及金属型减震器。蜗壳配置检修门及排水口
5 VOCs 处理工艺设计
5.1 设计分析
浇铸过程中VOCS产生的为模具中的树脂在高温状态下挥发,会对周边环境造成污染。经改造后,浇铸过程中产生的VOCS随烟尘(颗粒物)一同被收集处理,且随着烟气温度的降低;一部分VOCS会粘附在浇铸烟尘(颗粒物),不再是挥发态。因此建议VOCS浓度较低时采用活性炭吸附方式;浓度较高时采用微气泡深度氧化技术。
5.2 活性炭过滤段
如VCOS浓度较低时,在除尘工艺的末端加装筒式活性炭过滤段,可以与除尘设备形成一体机。筒式活性炭过滤器特点:超大的媒介装载量保证高效率和长寿命;低阻高效气流通过柱状通道向四周均匀扩散,滞留时间长,阻力低,效率高;外壳可循环使用;快速卡扣设计,安装快捷、简单。
5.3 微气泡深度氧化段
该技术属于VOCS治理技术的复合技术,整体工艺为湿式除漆雾+微气泡深度氧化处理工艺,微气泡深度氧化处理工艺主要由非均相反应技术、微气泡技术、深度氧化技术组成,其中非均相反应技术主要实现系统中气、液传质及反应条件的保障,微气泡技术主要实现传质、溶气、系统理化参数平衡、部分分解的目标,深度氧化技术主要实现VOCS矿化分解、达标排放的最终目标。
基于HBDO 技术的废气治理设备,主要由单个或多个级联的非均相系统(即塔状设备)组成,在非均相系统中,由前处理工段、微气泡工段、深度氧化工段以及均风、除雾等配合工段和臭氧发生器系统、PLC 系统、水循环及处理系统等组成。
该工段主要利用液相(液体)的微气泡及深度氧化反应来去除气相(气体)废气中的有害成分,采用湍流塔和填料塔的设计原理进行废气中漆雾、粉尘、颗粒物的去除,采用填料塔的原理设计实现高效的传质和反应。
5.3.1 填料塔设计
采用不锈钢304 作为设备主体材质,保证强度和各种耐候性;根据实际情况,一般采用立式逆流填料塔设计,空塔流速根据计算确定,一般取值约在2m/s左右;多塔联用采用串联方式;选用高比表面积的散堆填料,高度按照修正的恩田(Onda)公式计算得出;采用气液混合和液体分布结构,保障传质的均匀性;最小润湿速率取值LMmin=0.08m3/(m·h),根据选用填料的总比表面积 (单位 m2/m3),利用公式Umin=LMminat计算出最小喷淋密度。
5.3.2 微气泡发生器设计
气泡的产生方式有很多,包括用在污水处理中的各种曝气方式,但这些绝大部分产生的为毫气泡(即接近毫米尺度的气泡)。要通过气泡发生装置产生本技术中所定义的微气泡(100nm ~100μm 粒径),才能一方面实现传质效率的提升,另一方面由于空化效应实现废气的部分分解。而微气泡发生器采用“自吸式+文氏管+高速剪切”的方式,所产生的微气泡具有粒径均匀,且多数在3 ~8μm 范围的特点。并且经流体动力学仿真及反复试验定型,具有产生微气泡粒径小且均匀、数量多、能耗低等优点。采用高压水泵输入能力,驱动微气泡发生器产生微纳米级别气泡的方式进行。
微纳米级别的气泡才能呈现出同传统水处理曝气等应用领域产生气泡的不同特性,具有更强的比表面积、溶气效率特性,且能在微气泡溃灭时产生空化效应,产生大量的羟基自由基,实现分解废气有害成分的目的。
5.3.3 深度氧化设计
采用气相(臭氧、废气)、液相(循环水体)非均相的反应系统,一方面利用臭氧在水中的自分解和催化,实现氧化效率的提升;另一方面部分VOCs 及氧化后的中间产物在水中停留,争取到更多的反应时间。
研究得出臭氧在此条件下的反应促进剂和催化剂,提升臭氧反应效率的同时,增加系统中自由基的产生,利用自由基的无选择性和快速反应特性,实现深度氧化、分解废气有害成分的目标。
6 运行成本分析
电能成本。装机功率1170kW,运动频率40Hz,每天运行8h,每年运行300d,电费1 元/kWh,年用电成本=1170×0.8×8×300×1=2246400 元。
滤筒成本。共512 个滤筒,每1 年更换1 次,滤筒单价1200 元,年成本=512×1200=614400 元。
滑石粉成本。用量100kg/d,每年运行300d,1元/kg,滑石粉年成本=100×300×1=30000 元。
活性炭成本。填充量约12t×4=48t,更换频次2a,活性炭更换费用48t×1.8万元/t=86.4万元/2a=43.2万元/a,饱和后的活性炭,应做为危废处置,宜可做为燃料,如做为危废处置,费用:48t×0.3万元/t=14.4万元/2a=7.2 万元/a。
微气泡深度氧化成本。氧化促进剂原液:8000 元/次×12=9.6万万元/a,污水可接入厂区污水处理厂。
7 结语
基于对传统烟尘治理的分析,采用“组合式空调除尘+活性炭过滤/微气泡深度氧化”组合工艺对工业烟尘进行处理,结果表明该工艺能有效去除水玻璃砂产生烟尘、部分金属粉尘以及少量VOCs,具有较强的实际应用意义。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:38
商品与质量(2021年43期)2022-01-18 05:30:20
云南农业科技(2021年6期)2021-12-30 06:29:00
选煤技术(2021年3期)2021-10-13 07:33:30
机电安全(2021年11期)2021-08-27 02:18:28
冶金设备(2021年1期)2021-06-09 09:35:40
石材(2020年10期)2021-01-08 09:19:56
水利科技与经济(2017年9期)2017-04-22 02:42:30
工业炉(2016年1期)2016-02-27 12:34:08
中国资源综合利用(2016年9期)2016-01-22 08:35:26