
某型散热器泄漏问题分析及改进
2023-07-08 10:10:26韩建伟魏立新安武润蔺红宝
汽车实用技术 2023年12期
韩建伟,魏立新,安武润,蔺红宝,齐 静
某型散热器泄漏问题分析及改进
韩建伟,魏立新,安武润,蔺红宝,齐 静
(陕西重型汽车有限公司,陕西 西安 710200)
某型产品在严寒地区开展适应性试验,其配套的散热器散热管根部出现开裂,导致散热器出现泄漏现象,严重影响产品的使用。文章通过对散热器设计结构、材质、防冻液加注过程及断口进行分析验证,确认因防冻液加注方法存在缺陷,导致散热器内部空气未排除干净,在低温下散热器左右区域热不平衡,散热管发生疲劳开裂。因此,采取了完善散热器防冻液加注方法、明确加注量的整改措施对问题进行整改,进而对整改后的车辆进行试验验证,解决了散热器泄漏问题,提高了产品的可靠性,对类似产品的设计与生产具有借鉴意义。
散热器;泄露问题;散热管开裂;疲劳断裂;防冻液
汽车发动机冷却系统的作用是将发动机的水套内冷却液所携带的多余热量经过热交换,在外界强制气流作用下把高温零件所吸收的热量散发(传导、对流、辐射)到空气中的热交换装置,继而通过温度调节,保持发动机适宜的工作温度。目前,汽车散热器正朝着轻型、高效、经济的方向发展,全铝散热器以质量轻、热传导效率高等优势,被广泛应用于汽车发动机冷却系中[1]。散热器的芯体是散热器的核心部位,也是散热功能的主要作用部位,芯体质量直接影响散热器的散热效果,产品试验过程中芯体(散热管与主片结合处)开裂,散热器出现泄漏现象,严重影响产品的开发进展,本文针对散热器泄漏问题进行分析研究,找到散热器泄漏的原因,并通过完善防冻液加注方法,解决了散热器泄漏问题。
1 问题描述
某型产品在严寒地区开展适应性试验,期间底盘冷却系统散热器总成出现泄漏防冻液现象,更换散热器总成后继续试验,行驶约500 km时,散热器总成再次出现泄漏防冻液现象。
2 原因分析
2.1 失效件检测
将散热器失效件浸入水池查找泄漏位置,如图1所示。按《汽车散热器》(QC/T 468)要求,向浸入水池的散热器总成通入150 kPa的压缩空气,并保压60 s。泄漏点位于散热器总成左下方,在散热管与下水室主片连接的根部位置出现开裂,其余部位均无泄漏。

图1 散热管根部开裂
2.2 故障定位
2.2.1设计问题排查
散热器与外部支架通过10个橡胶减振块连接,用于缓冲行车时路面的冲击及振动。减振块为复合橡胶,主要成分为天然橡胶、丁苯、丁腈,其适用环境温度范围为-45~88 ℃,该结构在行业内散热器总成上广泛应用,满足使用要求。
2.2.2散热管与主片连接方式排查
散热器的散热管与主片均采用钎焊工艺连接,通过加热散热管、散热带与主片的分装整体到合适的温度(高于钎料熔点温度,低于铝材熔点温度),利用液态钎料在铝材表面的润湿和毛细作用填入钎缝接头,保温一段时间后送入风冷室冷却至常温,最后形成同种或异种材料之间的焊接。本散热器钎焊所用钎料熔点为620 ℃,钎焊炉温度设置为630 ℃,散热管所用铝材熔点为650 ℃,钎料熔化时的温度对散热管铝材本体的组织性能影响非常小,散热管不会因为钎焊产生缺陷,该结构及焊接工艺普遍使用于行业内的铝制散热器[2]。
2.2.3散热管材料排查
散热管通过防冻液使防冻液与空气之间进行热交换,以达到对防冻液的散热降温作用。散热管材料为铝合金复合层材料4343(外层)/3003(中间层)/7072(内层),此种材料在-35 ℃的断后伸长率为2%,热膨胀系数为23.2×10-6。散热管长度为850 mm,在温差150 ℃的情况下,变形量为2.958 mm,变形比为3.48‰,远小于2%。该铝合金复合层材料广泛应用于国内外各种车辆散热器散热管,已经过市场验证,满足使用要求[3-4]。
散热器散热管材质为铝合金(厚度为0.35 mm),对故障件散热器(切割散热管)的厚度进行测量,其结果值(0.35 mm)符合图纸要求,同时对散热管进行性能检测,符合要求,室温铝拉伸试验、-35 ℃铝拉伸试验结果,如表1、表2所示。
表1 室温铝拉伸试验
试样编号尺寸RP0.2/MPa抗拉强度RM/MPa断后伸长率A/% 宽度/mm厚度/mm 110.000.35128.32153.225.0 210.000.35129.45155.343.0 310.000.35130.65157.173.2 410.000.35127.33149.762.8
表2 -35 ℃铝拉伸试验
试样编号尺寸RP0.2/MPa抗拉强度RM/MPa断后伸长率A/% 宽度/mm厚度/mm 110.000.35132.35167.052.6 210.000.35131.23161.212.0 310.000.35133.15168.492.6 410.000.35134.27171.162.6
2.2.4使用问题排查
车辆进入寒区前要更换防冻液,从发动机前方进水钢管放水堵、散热器排水阀及液体燃油加热器底部放水堵共3个地方排出原防冻液,排干净后直接加注防冻液,加注后原地着车并补充防冻液,待防冻液水位不再下降后停止加注,共加注量约为56 L,到牙克石市开始试验后,又补加了8 L防冻液,通过对防冻液更换过程进行梳理,发现存在以下两点问题:1)在更换防冻液的过程中,没有对冷却系统进行冲洗,存在混合使用防冻液的情况;2)存在保养时防冻液加注量不够、冷却系统内部气体未排净的情况,然后分析以上两点问题是否会对散热器总成的可靠性造成影响。
1.防冻液混用问题排查
防冻液执行的标准为《机动车发动机防冻液》(GB 29743),该标准仅对防冻液的各项性能有要求,未规定满足该性能所需要添加的化学成分。不同制造商采取的技术路线不同,添加的化学成分及比例会不同。因此,不同制造商的防冻液混合添加后会造成的后果未知,可以肯定的是混合后的防冻液中缓蚀剂含量会发生变化,为检查混合后的防冻液是否对散热管造成腐蚀,剖解检查失效位置处的散热管,检查结果显示,散热管内部保护膜完整,无腐蚀痕迹[5-6]。
2.冷却系统内部气体未排净问题排查
更换防冻液后车辆运行时间短,防冻液温度未达到发动机节温器开启温度,即(76±2)℃以上,发动机节温器未打开,且防冻液未充分循环,故存在冷却系统内部气体未排净的情况。为了解冷却系统内部气体未排净情况下,散热器总成内部防冻液流场分布情况。在车辆散热器上部位传感器进行测量。在散热管距上水室及下水室主板20~30 mm处布置8个测温点,经分析散热器芯子的左部往右数第10根、第35根、第70根、第120根散热管的上下位置各4个点,其散热管下部测温点数据为经风扇冷却后的温度,以此数据判断内部流场准确性较差,故通过散热管的上部温度判断内部流场,如图2中、、、四个位置所示。通过对冷却系统正常液位及缺5 L、8 L防冻液时散热器内部流场的测量,相关数据如图3—图5所示。冷却系统内气体未排净情况下,散热器总成左侧与右侧存在较大的温度差,且随着防冻液缺少量的增大,左侧与右侧温度差会增大,右侧散热管温度与环境温度有趋于一致的情况,其原因为右侧散热管内防冻液通过流量极少或无防冻液通过。

图2 测温点布置位置

图3 标准液位温度测量值

图4 缺5 L防冻液温度测量值
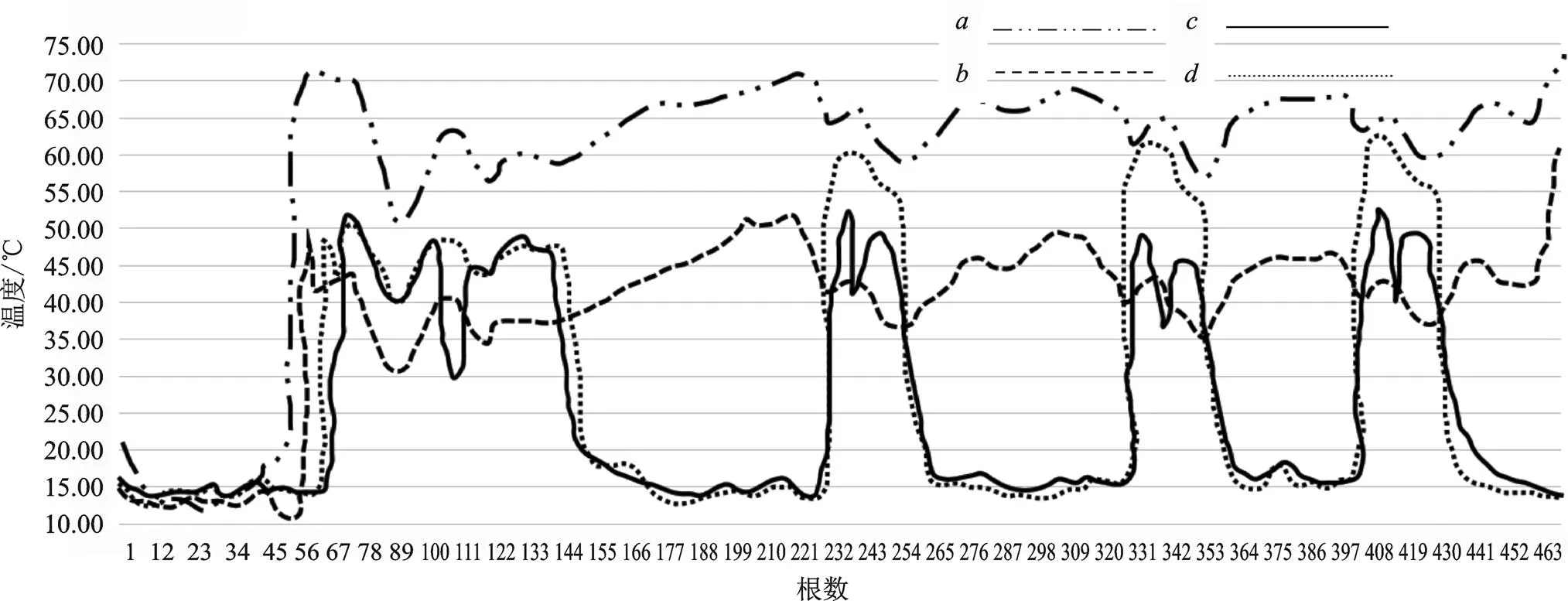
图5 缺8 L防冻液温度测量值
3 故障原因
经过对冷却系统气体未排净情况下,散热器总成的温度测试结果进行分析,冷却系统缺液且发动机节温器开度较小时,散热器总成左部区域与右部区域温度值相差巨大,同时存在右侧区域温度趋于环境温度的情况。
当节温器开启时左部区域温度升高,引发散热管受热膨胀,随着节温器开启后,散热器内低温防冻液被发动机水泵抽回发动机(发动机内防冻液温度降低),随后节温器关闭,左部散热管内防冻液因外部冷却风扇吸风换热,温度很快下降至接近环境温度,此时,左部散热管受冷收缩,因此,散热管内高温与低温的差值越大,散热管受冷热交变的变形量会越大。
右部区域散热管因通过的防冻液流量极小或无防冻液通过,温度趋近于环境温度,故变形量较小。该情况下,上水室因右侧散热管的约束造成上水室不能整体随散热管形变而产生较小的上下位移,车辆在寒区行车过程中,这一现象持续进行,最终导致散热器总成左部散热管因温度交变产生疲劳断裂,造成散热器总成左下部泄漏。
将散热管开裂处打开,清洗干净后置于体式显微镜下观察,开裂处无明显的宏观塑性变形,断面干净且可看到清晰的疲劳扩展纹,扩展方向由外向内,同时将其置于扫描电镜下观察,散热管开裂处微观形貌如图6所示,开裂处可见明显的疲劳扩展辉纹,扩展方向由外向内,与宏观下观察情况一致[7]。

图6 开裂面微观形貌150X
4 整改措施及验证
完善防冻液加注方法,杜绝再次出现冷却系统气体未排净的情况,具体整改措施如下:1)平稳加注符合要求的防冻液直至液面达到最高标线处;2)起动发动机,在发动机转速为1 000 r/min的情况下,继续将防冻液加满直到液面稳定;3)在发动机水温≥76 ℃状态下持续运行30 min以上,期间补充防冻液,使防冻液液位在min与max之间,随着发动机的持续运转,液面无下降即可;4)加注完成后行车20 km后,再次检查并确认防冻液液位在min与max之间,视情况添加或排出防冻液。
使用散热器配件更换失效的散热器,按照改进后的防冻液加注方法加注防冻液后,在严寒地区继续开展产品性能试验,截至路试试验结束累计行驶了约2 000 km,期间多次检查散热器,均未出现泄漏防冻液现象,其表明改进措施有效。
5 结论
通过对散热器泄漏问题进行分析、验证,确定了散热器泄漏的原因,进而完善生产工艺等措施进行改进,经验证措施有效,从而解决了散热器泄漏问题,提高了车辆质量及客户的满意度。
[1] 王科学,王东波,黄勇,等.铝合金材料在汽车轻量化领域应用的研究现状[J].铝加工,2022(6):3-6.
[2] 陈犇,马顺,熊勇,等.铝合金散热器真空钎焊及热处理工艺研究[J].热加工工艺,2023(17):103-109.
[3] 刘莹,莫灼强,莫肇月,等.汽车散热器用3004/7072铝合金复合材料的组织和性能[J].金属热处理,2018,43 (12):67-70.
[4] 杨英春,韩星,李鹏伟,等.散热器用4045/3003铝合金复合管材的开发[J].铝加工,2020(1):18-21.
[5] 王功,张晓萍.汽车散热器用新型铝合金的铸造工艺及组织性能研究[J].热加工工艺,2020,49(19):80-82.
[6] 郭鹤,孙继飞,丁响雷,等.汽车散热器铝合金管开裂原因[J].轻合金加工技术,2016,44(1):22-36.
[7] 刘柯军,邵亮.汽车零部件失效分析[M].北京:机械工业出版社,2022.
Analysis and Improvement of the Leakage Problem of a Certain Type of Radiator
HAN Jianwei, WEI Lixin, AN Wurun, LIN Hongbao, QI Jing
( Shaanxi Heavy Duty Automobile Company Limited, Xi'an 710200, China )
During the adaptability test of a certain type of product in the severe cold area, the root of the radiator heat pipe cracked, which led to the leakage of the radiator and seriously affected the use of the product. In this paper, through the analysis and verification of the design structure, material, antifreeze filling process and fracture of the radiator, it is confirmed that due to the defects in the antifreeze filling method, the internal air of the radiator is not removed clean and the heat is out of balance in the left and right area of the radiator at low temperature,fatigue cracking occurs in the heat pipe. The rectifying measures of perfecting the filling method of radiator antifreeze and defining the filling amount are adopted to rectify the problem, and the test verification of the rectified vehicle is carried out, which solves the problem of radiator leakage nd improves the reliability of the product.It can be used as a reference for the design and production of similar products.
Radiator;Leakage problem;Heat pipe cracked; Fatigue cracking; Antifreeze
U464.138+.2
A
1671-7988(2023)12-67-05
韩建伟(1986-),男,工程师,研究方向为车辆零部件失效分析,E-mail:ysuhanjianwei@163.com。
10.16638/j.cnki.1671-7988.2023.012.013
猜你喜欢
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
冶金设备(2021年2期)2021-07-21 08:44:18
建筑与预算(2020年10期)2020-11-04 07:55:16
建筑与预算(2020年9期)2020-10-13 12:06:16
现代工业经济和信息化(2016年22期)2016-08-23 11:55:40
山东农机化(2016年6期)2016-04-04 23:38:39
铜业工程(2015年4期)2015-12-29 02:48:42
现代农机(2015年5期)2015-02-21 10:56:13
乡村科技(2014年21期)2014-03-04 16:17:59
