
脱酯脱醛工艺在煤制乙二醇装置中的应用问题分析及解决措施
2023-06-26 02:56:48杨鹏举王士钦包世龙
化肥设计 2023年3期
杨鹏举,王士钦,包世龙
(河南龙宇煤化工有限公司,河南 永城 476600)
河南龙宇煤化工有限公司(以下简称龙宇煤化工)地处中国六大无烟煤基地——河南永城,也是河南省重点发展的四大化工园区之一,依托河南能源化工集团煤炭资源丰富的优势,采用龙宇煤化工拥有自主知识产权的“羰基化、加氢两步间接合成法生产工艺”,以煤制合成气(CO,H2)为原料,通过一氧化碳羰基化生成草酸二甲酯,草酸二甲酯加氢生成乙二醇,最后经过精馏提纯后得到聚酯级乙二醇(简称SEG)。2020年10月,项目进行试生产,一次性打通全流程,设计产能200 kt/a,实现了达产即达标。
乙二醇主要用于聚酯涤纶、聚酯树脂、增塑剂、吸湿剂、表面活性剂、合成纤维、化妆品、炸药,用作燃料、油墨等的溶剂,玻璃纸、纤维、皮革和粘合剂的湿润剂,还可用作汽车防冻剂,同时也可与水一样用作冷凝剂。乙二醇的紫外透光率(UV值)是评价乙二醇产品质量优劣的一项重要指标,用于聚酯生产的乙二醇的产品质量还必须满足GB/T 4649—2018聚酯级乙二醇(见表1)的各项指标,其UV值对下游聚酯着色、强度、颜色等有较大影响。
注:a乙烯氧化/环氧乙烷水合工艺对该项目不作要求;b“报告”是指需测定并提供实测数据。
1 SEG和MEG的生成物区别
相对于石油制乙二醇(MEG),煤制乙二醇(SEG)是一种新的生产乙二醇的技术路线,SEG产生的杂质与MEG路线产生的杂质有较大的区别(见表2),因此不能用脱MEG杂质的方法去精制SEG。在SEG路线杂质中,影响220 nm紫外透光率的主要是低级羧酸、酯类和共轭的醛,影响275 nm紫外透光率的主要是环状二酮等化合物。这些物质随着加氢催化剂的寿命降低而逐渐增多,而为了能在乙二醇精馏过程中更大限度地排掉这些杂质,SEG装置不得不加大轻、重组分外排量,从而降低了乙二醇的收率,严重影响了企业的经营效益。
为了提升乙二醇产品UV值,同时又减少轻重组分外排量,提高乙二醇的收率,龙宇煤化工根据前期生产经验,在本套乙二醇装置增加了脱酯脱醛单元,以实现乙二醇产品精制。
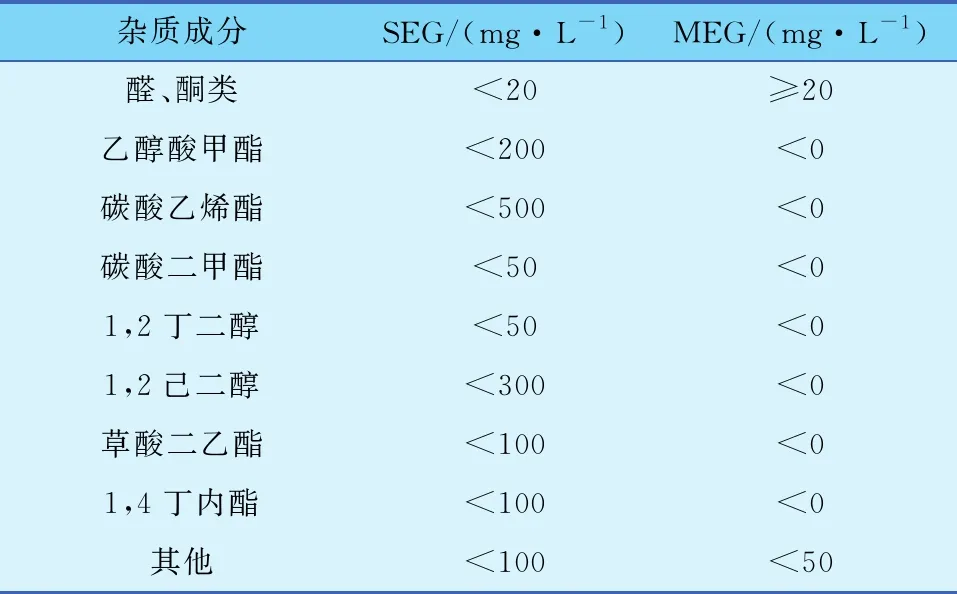
表2 SEG和MEG杂质对比
2 脱酯脱醛原理
(1)脱酯原理。乙二醇中微量酯类在催化剂的作用下发生叠合、烷基化、酯交换、内水解等反应,一部分酯类转化为极性较大的物质,被催化剂吸附,一部分酯类转化为对透光率没有影响的物质。
(2)脱醛原理。微量的醛类在催化剂的作用下与乙二醇发生缩醛化反应,生成高沸点的缩醛,一部分被催化剂吸附,其余进入乙二醇产品中,该产物不会对乙二醇产品指标产生不利影响,从而达到脱酯、脱醛的目的,提高乙二醇产品质量。
(3)缩醛化反应机理如下:

CH2CH2
| |
OO
/
CH2CH2
| |
OO
/
3 工艺操作
3.1 树脂装填
脱酯脱醛树脂外观为棕色或白色颗粒状,直径在φ0.45~1.25 mm,堆密度是0.55~0.6 kg/L,总装填量为14 t,催化剂为塑料桶包装,因树脂有较大氨味,装填过程中要戴好防护口罩。
树脂装填为分段装填(装填示意见图1)。将脱酯树脂运至反应器旁,并用吊车将树脂吊至脱醛反应器平台上层人孔处,装填前,通过反冲洗管线向反应器内注放1 m左右的乙二醇液,树脂从反应器上部人孔进行装填,装填人员从上部人孔将树脂倒入反应器。
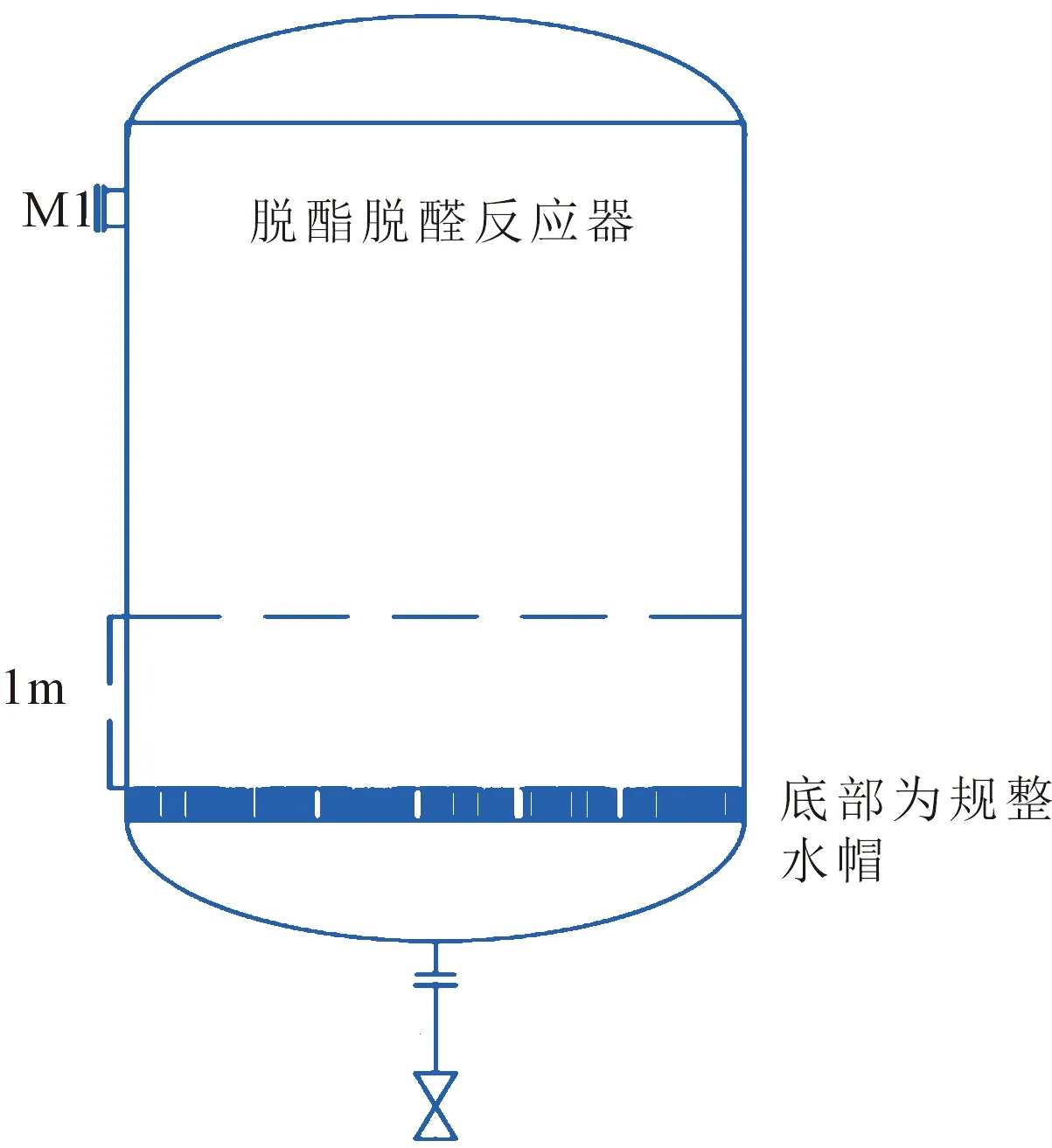
图1 装填示意
当所有树脂装填完毕后,人孔复位,气密查漏。气密合格后,向反应器内注入乙二醇,乙二醇液体高度要漫过树脂高度,再打开底部氮气阀门,对新装填的树脂进行连续鼓泡,主要是为了均匀树脂之间的间隙,其次就是将其中的水分等杂质带出来。第1次鼓泡8 h后,取样分析水含量、色度等指标,并排至杂醇回收(水含量≤0.08%,色度≤5),第二次鼓泡2 h即可,取样分析透光率、水含量、色度等指标,第2次鼓泡可将乙二醇液排至前工段回收继续精制,之后可连续排液冲洗,冲洗液可加样分析,根据分析数据再决定排至不同等级的乙二醇储罐。
其他段的反应器树脂装填均按以上步骤进行。
3.2 工艺流程
产品精馏塔2T407侧线采出的乙二醇经产品精馏塔侧线采出冷却器2E418冷却后,从顶部进入脱酯反应器2R402C,经过催化剂反应后从上段反应器出来,进入下段反应器。反应后的乙二醇产品经反应器出口捕捉器过滤掉固体颗粒后,分别从脱醛反应器2R402A/B顶部进入,在脱醛树脂的催化作用下,乙二醇与醛类杂质发生反应。最后再经捕捉器过滤树脂后,根据产品质量,分别送至乙二醇中间产品储罐2V409A/B或一级品乙二醇储罐2V608。工艺流程见图2。
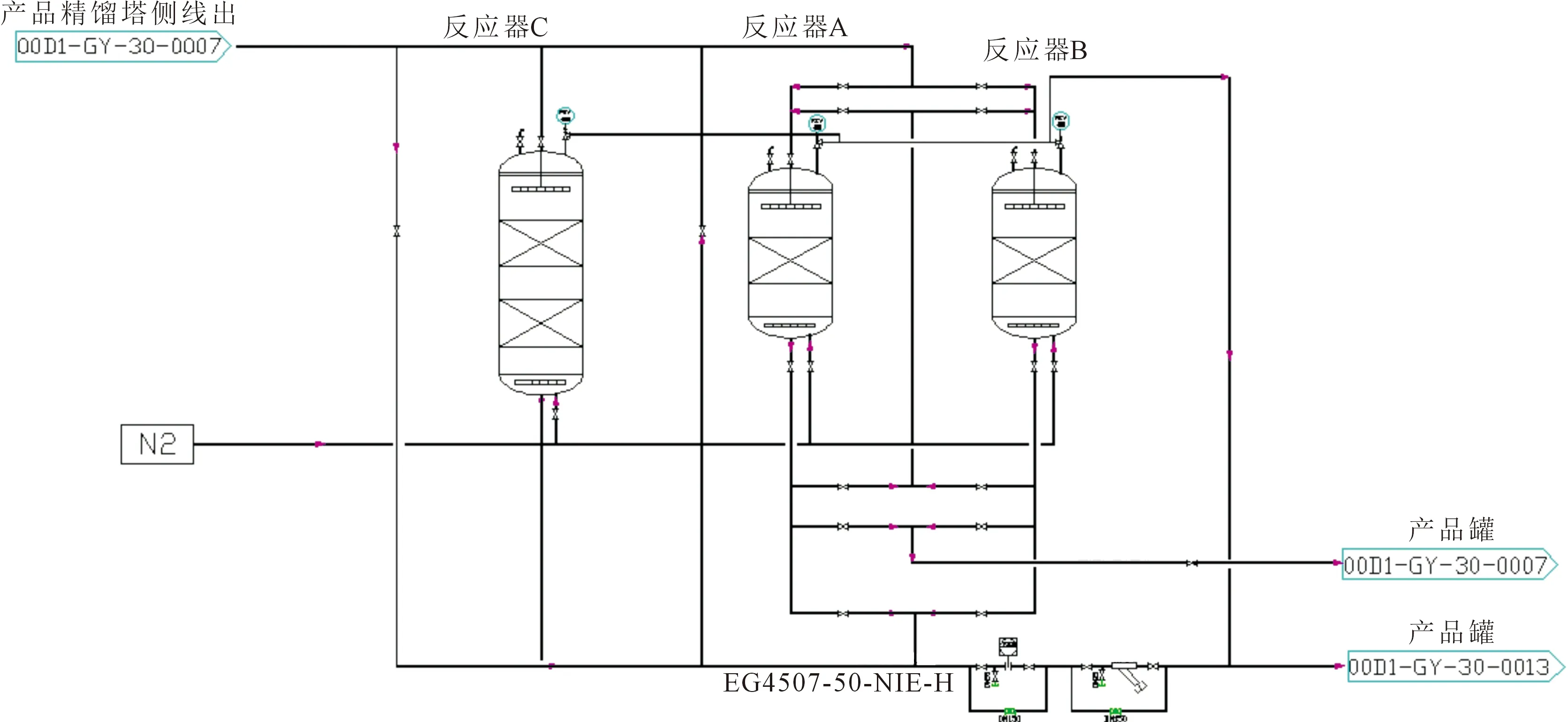
图2 脱酯脱醛工艺流程
3.3 脱酯脱醛前后透光率提升效果对比及趋势
脱酯脱醛反应器于2020年11月投入使用,以2021年5~8月随机抽取7次分析数据作对比(见表3),取7次数据的平均值,紫外透光率提升幅度如下:220 nm紫外透光率由75.9%提升至86.4%,提升率在13.8%;275 nm紫外透光率由85.6%提升至97.8%,提升率在14.3%;350 nm紫外透光率由99.3%提升至100.2%,提升率在0.9%。对比以上数据,树脂运行效果良好,尤其对220 nm和275 nm的紫外透光率提升效果最显著。
4 运行控制
(1)受温度的影响,最适合的反应温度在35~45 ℃之间,因为树脂有催化和吸附两种作用,温度高了对催化效果较好,温度低了对吸附效果较好。树脂投用前期,进料温度可以适当控制在42 ℃左右,这样对催化作用有利,可以让树脂少吸附一点杂质,既能满足透光率的要求,同时还能延长使用寿命。反之,当树脂吸附了过多的杂质,就不能有效提高透光率从而降低树脂的使用寿命。
(2)受压力的影响,树脂能够耐受的压力是比较高的,但树脂最难以承受的是压差突然的变化(增加或者变小),这样很容易损坏树脂的骨架,对于整个树脂反应器来说,最薄弱的地方就是反应器视镜位置,因此在日常操作和切换过程中要保持压力稳定,避免大幅度波动。
(3)受流量的影响,进入脱醛系统的乙二醇必须保持稳定的流量,禁止大幅度调节,除装置加减负荷外,正常运行时调节幅度必须控制在0.5 t/h波动,过大的流量波动可能会将树脂原来吸附的杂质带至产品,对乙二醇透光率造成影响。流量增大时,对应流速会增加,乙二醇停留时间短,树脂不能很好地发挥催化的作用,流量突然降低会造成乙二醇流速降低、反应时间过长、短时间压力降低,引起树脂内吸附的杂物析出,所以要严格控制稳定的侧线采出量在0.5 t/h波动。

表3 脱酯脱醛前后透光率提升效果对比及趋势
5 结语
脱酯脱醛工艺作为煤制乙二醇装置的最后一道流程,严格把关乙二醇产品质量,该工艺有效脱除影响透光率的酯类、醛类物质,从而保证了乙二醇透光率远高于聚酯级乙二醇的要求,龙宇煤化工生产的聚酯级乙二醇多年来应用在长丝、短纤、碳酸级/水瓶级瓶片聚酯高端客户,脱酯脱醛装置为龙宇煤化工创造了很好的经济效益及社会效益。
猜你喜欢
河北果树(2022年1期)2022-02-16 00:41:04
北京农学院学报(2021年4期)2021-11-09 00:43:20
发光学报(2019年8期)2019-08-20 10:15:38
石油石化绿色低碳(2019年6期)2019-01-14 01:16:26
中国医药指南(2017年3期)2017-11-13 02:59:17
纺织科学研究(2017年8期)2017-09-05 09:46:38
纺织科学研究(2017年4期)2017-05-17 03:59:58
上海农业学报(2017年3期)2017-04-10 12:39:20
塑料包装(2015年1期)2015-09-26 12:23:33
甘肃农业科技(2014年4期)2014-12-26 01:09:04
