
空间固废热熔压缩稳定成型试验研究
2023-06-25 09:14周抗寒张俊丰吴志强
载人航天 2023年3期
蒋 慧, 刘 相, 田 科, 周抗寒, 张俊丰*, 吴志强
(1.湘潭大学环境与资源学院, 湘潭 411105; 2.中国航天员科研训练中心人因工程重点实验室, 北京 100094)
1 引言
在多乘组、长周期的载人飞行任务中,会产生大量难以处理的固体废物。主要包括塑料、卫生用品、食品包装、食物残渣、纸张、衣服及其他废弃物[1-3]。据统计[4],4 人乘组在轨飞行一年产生累积固废高达2611 kg,体积高达4200 m3,与日俱的空间固废显著增加了空间飞行的无用负荷。同时这些固废中富含珍贵的水资源,水含量约为30%[4-5]。另外在食物残渣、食物包装废弃物、废弃太空饮水袋和个人卫生废弃物上检测到大量微生物,包括病原体和致病菌[6],如果不能及时对其进行处理,将影响航天员正常生活和工作,甚至威胁到航天员健康和生命安全。因此,保证空间固体废物以较小的体积安全和稳定地储存十分重要。
目前,空间固废处理仍采用手动压缩技术,其处理对象范围较窄,存在废物压缩后回弹现象[7],同时废物存在发酵风险,且无法实现水资源回收,已经不能适用于空间站固体废物的处理需求。在空间站能源、空间、重量和地面保障的限制条件下,热熔压缩技术因其物质输入较少,所需能耗及成本较低,同时可实现水资源回收,被认为是空间固废处理技术中有发展前途的一项技术[8-9]。现有手动压缩固废体积减少仅50%左右,通过热熔压缩后的平均减容可达85%,水分回收率在90%以上[10-12],并且通过将固废中的塑料进行熔融和固化可防止固废的回弹。
NASA 在热熔压缩原型机的基础上,对空间固废在热熔压缩处理中,有害气体的释放特性、回收的水质及稳定成型性等进行研究。如Linden等[13]研究了不同试验条件对热熔压缩过程生成气体组分的影响,结果表明,改变温度并不会显著改变产生有机物的总量,但会改变所产生的单组分气体浓度。Harris 等[14]对不同单组分固废在热熔过程收集的冷凝水进行了水质分析,研究发现除了NH4+和SO42-外,其他离子浓度很低,均低于检测下限。Golliher 等[15]研究在不同温度下处理的固废压缩块的微生物活性,并测试了微生物在加热和压实后的再生长特性,结果表明,压缩块仍然有再生长的微生物。空间固废组成十分复杂,含有食品、塑料等物化性质完全不同的物质,固废食物及塑料热熔包裹成型困难,导致热熔压缩块发生回弹[16-17]。同时,空间固废热熔压缩稳定成型的问题,会严重影响热熔压缩装置的功耗,决定其空间应用的可行性。因此亟需摸索低功耗条件下固废热熔稳定成型的规律。
中国空间站与国际空间站由于航天员的饮食、服装、生活节律完全不同,固废处理对象特性也不同,因此需针对空间站固废特点,开展空间固废热熔压缩成型试验研究。热熔温度、塑料占比、含水率是影响固废热熔压缩安全稳定成型的主要因素,实现三者良好的协同控制,可最大程度地使压缩、加热和成型协同匹配。本文针对中国载人航天典型空间固废开展热熔压缩成型试验,对不同固废模型热熔压缩特性及气体释放规律进行分析,掌握热熔压缩运行的工艺参数,以实现空间站固体废物中的减容和资源化处理。
2 方法
2.1 试验材料
根据空间固废产生的规律,涵盖真实空间固废种类和含量,包括食品残渣、包装塑料、服装、个人用品及其他固废等[18]。考虑到固废产生的频率及重量,选取米饭、鸡肉、水饺、航天工作服、纸巾、湿巾及塑料组成的典型空间平均固废模型,开展热熔压缩成型试验。其中航天工作服、纸巾、湿巾为真实航天固废,此类固废回收于地面封闭模拟实验,与空间真实储存固废垃圾无差异。食品类米饭、鸡肉、水饺由航天食品营养科室提供。典型空间平均固废模型组成如表1 所示。试验前将所有固废破碎成1 cm2大小的方块,然后放置于105 ℃的干燥箱中干燥至恒重。使用磁搅拌器均匀搅拌 30 min,固废混合均匀后,采取配水的方式控制混合固废含水率分别为10%、20%、30%、40%,并利用密封袋进行密封保存。
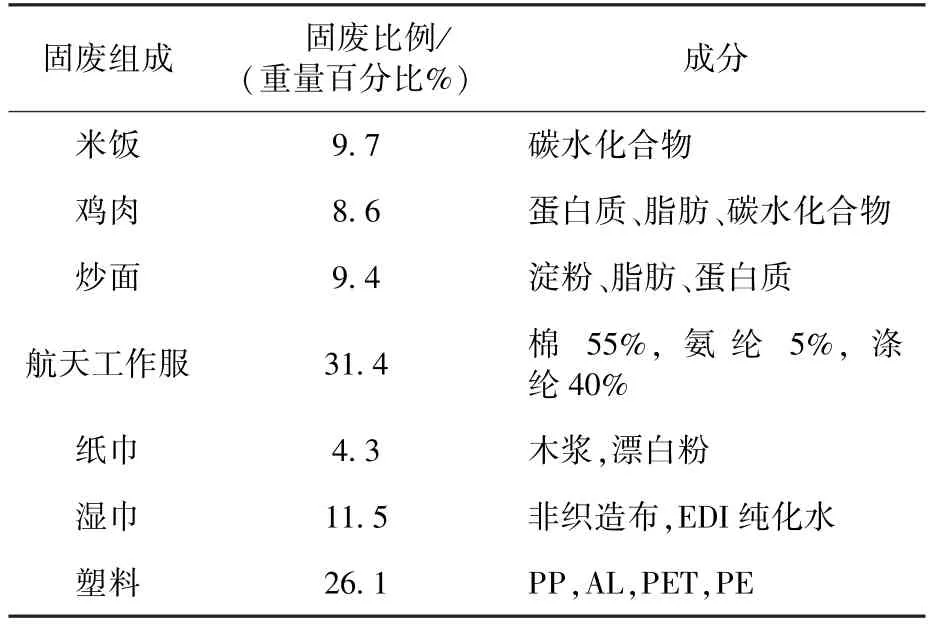
表1 典型空间平均固废模型组成Table 1 Typical types of space solid waste
2.2 试验装置
为研究空间固废压缩特性及成型效果,设计了固废热熔压缩装置,其组成如图1 所示。固废热熔压缩主体装置由端盖组件、压缩腔、加热板、活塞组件、减速腔组件、涡轮丝杆和伺服电机等构成。端盖为压缩腔上部固废的进出口,尺寸为260 mm×260 mm×8 mm,压缩腔为固废热熔压缩的场所,内部尺寸为20 cm×20 cm×24.5 cm,加热板温度控制在室温至250 ℃之间。
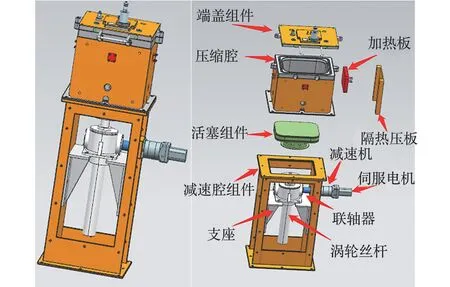
图1 热熔压缩装置简图Fig.1 Diagram of heat melt compaction device
固废热熔压缩装置工作时,压缩腔四周的加热组件对压缩腔加热至150 ~180 ℃,混合固废逐渐热熔,到达目标温度时真空泵电磁阀打开,抽取热熔过程产生的水汽混合物,并用聚四氟乙烯集气袋收集气体产物。当固废混合物达到热熔状态后,伺服电机带动涡轮丝杆将压缩加热腔下端的活塞向上运动,对腔内热熔后的固废物进行压缩处理。压缩过程中真空泵间歇性工作,以保证腔内的真空度。压缩结束后,对腔体及腔内固体废物采用风冷冷却降温,最终取出固废压缩块。
2.3 试验设计
为了得到形状稳定、能安全存放的热熔压缩块,本文研究热熔温度(150 ~180 ℃)、压缩力(0 ~4 MPa)、含水率(10% ~40%)和塑料占比(5%~30%)等热熔压缩工艺对空间混合固废压缩成型特性以及气体释放规律的影响。其中对不同温度和含水率下的热熔压缩试验选择平均固废配比,而对不同塑料占比混合固废的热熔压缩试验相应增减其他种类固废比例即可。
试验流程:首先将混合均匀固废装入模拟试验装置,升温到设定的热熔温度,加热时间设置为2 h,使其处于完全热熔状态。然后压杆以17 mm/min 的速率行进,当达到规定的挤压位置时,保持压力30 min,同时收集混合固废热熔压缩全流程气体。待压缩块冷却后,从热熔压缩装置中取出,观察其表面形貌,同时测量其质量、直径和厚度,计算压缩率及回弹率。压缩率ω计算见式(1):
式中,V1为压缩后固废体积(cm3),指固废经过不同工艺条件后冷却压缩块的体积;V2为初始固废体积(cm3),指固废在压缩腔中未经压缩的体积;固废体积通过卷尺测量并计算得到。
在实验室条件下(温度25 ℃,相对湿度25%RH),测试了热熔压缩块一个月后的回弹情况。回弹率θ的计算见式(2):
式中,压缩块初始厚度H0(cm)是指固废从热熔装置中刚取出测量的厚度;压缩块最终厚度H1(cm)是指固废从装置中取出1 个月后的最终厚度。
试验过程中采用了大气预浓缩-气相色谱质谱联用仪(岛津,GCMS-QP2020)对热熔压缩全流程的气体污染物进行定性半定量分析。色谱柱型号为SH-Rtx-5 MS,载气是氦气。柱箱升温程序为:首先在35 ℃下恒温5 min,然后以3 ℃/min的升温速率升温至 140 ℃,接着以15 ℃/min 的升温速率升到 230 ℃,并保温 3 min;柱流量为1.0 mL/min。
3 结果与分析
3.1 热熔温度对固废热熔压缩特性的影响
在热熔压缩工艺中,热熔温度是实现固废热熔压缩的重要控制参数之一,对固废压缩成型效果起着决定性作用。通过改变固废热熔温度条件,保持固废一定的含水率以及固定固废种类占比,研究混合空间固废的压缩特性、回弹性质与热熔温度、含水率、塑料占比间的关系。
图2 为混合固废在不同热熔温度下压缩率与荷载的关系,混合固废的组成为典型空间平均固废模型,其含水率为30%,塑料占比为26.1%。根据拟合结果可以看出,压缩率与荷载满足指数函数的关系,在0 ~2 MPa 范围内,随着施加荷载的增加,每一级荷载下的压缩率增长较为明显;在2~4 MPa 范围内,随着荷载的增加,每一级荷载下的压缩率增长比较缓慢。这是因为经过2 MPa荷载压缩后,混合固废的孔隙比明显减小,垃圾各组分之间紧密排列,且各组分间的咬合及摩擦作用增大,压缩率增长速率很慢。由于空间应用对装置功耗限制较高,当热熔温度为180 ℃、压强为2 MPa 时,压缩块的压缩率已经较高(77%),无需再升高温度和提升压缩力。
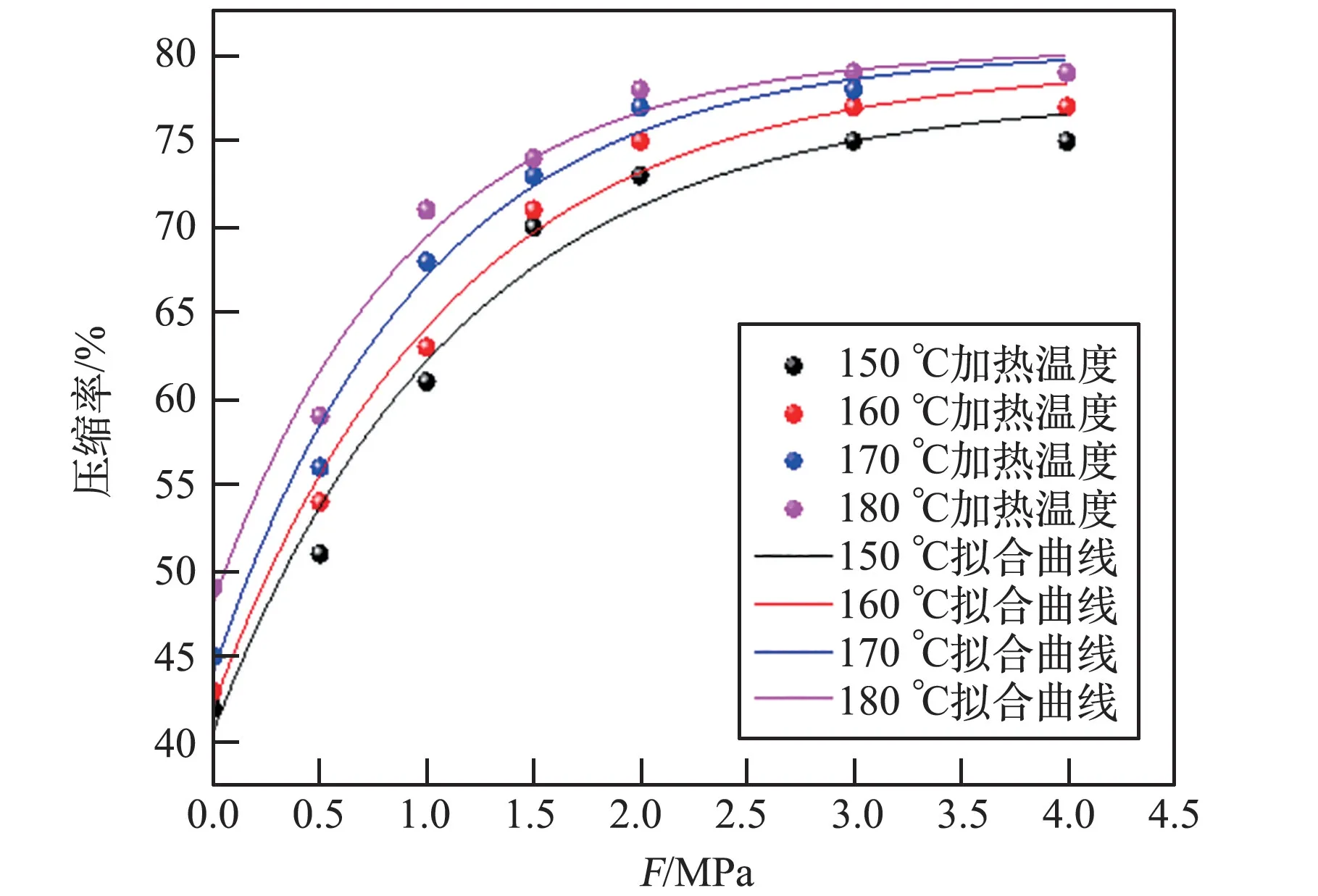
图2 不同热熔温度下压缩率与荷载的关系Fig.2 Relationship between compaction ratio and load at different temperatures
图3 显示了典型空间平均固废模型在不同热熔温度、不同荷载下形成的压缩块,在实验室条件下静态存储1 个月后的回弹情况。由图可知,不同条件下形成的固废压缩块均发生了不同程度的回弹。随着压缩力的增加,压缩块的回弹率逐渐下降,当压缩力超过2 MPa 时,回弹率下降趋势逐渐趋于稳定。另外,随着热熔温度的增加,回弹率也明显降低,当热熔压缩温度为180 ℃时,压缩效果最好,回弹率的范围可控制在4%~5.42%。这是因为成型温度过低时,热熔压缩装置内的物料温度较低,物料中含有的纤维素、脂肪、淀粉、果胶等无法软化,起不到粘结作用,不能致密成型。同时,由于混合固废中塑料的百分比含量高达26%,在压缩时固废发生的变形主要是塑性变形,卸载之后变形无法恢复。

图3 不同热熔温度下形成的压缩块存储1 个月后的回弹率Fig.3 Rebound curve of blocks formed by heat-melt compaction process at different temperatures after one month
图4 为空间混合固废在压缩力为2 MPa 时不同热熔温度下的气体产物分布图。混合固废中检测出了二氧化碳、乙醇、二硫化碳、戊烷、甲苯、对二甲苯、正己烷、甲烷、一氧化碳、丙烯、一氯甲烷、乙醛、正庚烷、甲醇和丙酮等20 种气体物质。研究结果表明,温度并不会显著地改变所产生的有机物总量,但会改变所产生的单组分气体浓度。随着热熔温度增加,固废结构受到强烈冲击,引发固废结构单元的桥键断裂,蛋白质、脂肪等物质的侧链和含氧官能团也迅速裂解,产生大量自由基碎片,导致醇类及酮类物质显著增加。另外,混合固废热熔释放的气体浓度最高的为乙醇,且随着加热温度的升高而增加,其浓度范围在25 263 ~31 493 mg/L,而服装或纸巾中纤维分解是乙醇产生的主要原因;同时食物在高温下分解导致有害气体二硫化碳及硫化氢生成,并在180 ℃时达到最大,其值分别为4497 mg/L、20 226 mg/L。因此,热熔压缩过程中产生的气体无法直接排放至舱内,需另作处理。
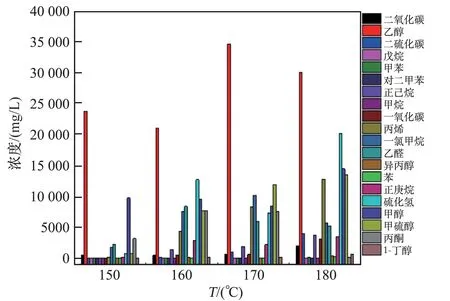
图4 不同热熔温度下气体产物分布图Fig.4 Distribution of gas products at different temperatures
3.2 含水率对固废热熔压缩特性的影响
固废热熔压缩处理时,固废中含有的水分是不利的,由于巨大的潜热,会增加热熔过程的功耗;但是,固废中适量的水分在成型时一方面能够起到传递热量和压力的作用,另一方面,水分也是一种必不可少的自由基,当受力后水分与果胶质或糖类混合形成胶体,起到了粘结剂和润滑剂的作用。因此,固废热熔状态的含水率是一个在成型过程中需要严格控制的因素。
本文控制固废的含水率在10%~40%范围内,测试了热熔温度为180 ℃条件下,固废热熔压缩成型状况。图5 为不同含水率下混合固废压缩率与荷载的关系,根据拟合结果可得,指数函数可以用来表达压缩率与荷载的关系。从图中还可以看出,不同含水率固废压缩块的压缩率均随压缩力增加而增加,其整体变化范围为16%~81%。同时在固废含水率为10%~40%的范围内,压缩块压缩率随着含水率的升高,呈先上升后下降趋势。当固废含水率为20%时,压缩率最大,接近81%。
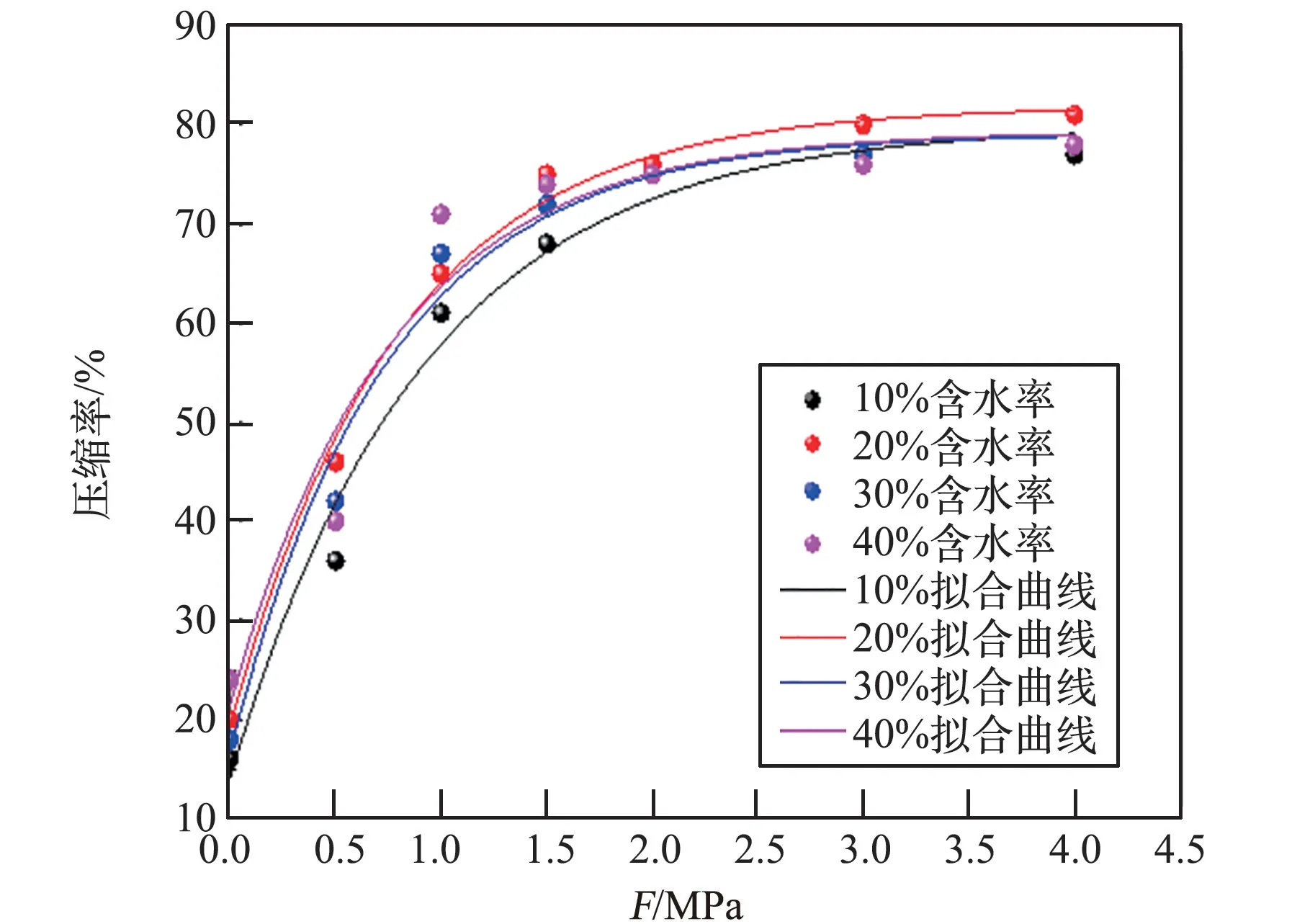
图5 不同含水率下总应变量与荷载的关系Fig.5 Relationship between total strain and load under different moisture contents
图6 为不同含水率下形成的压缩块存储1 月后的回弹情况。由图可知,压缩力对不同含水率下压缩块的稳定性有一定影响,回弹率随压缩力的增加而减小。同时发现含水率为20%的固废经过热熔压缩处理后得到的压缩块形状最为稳定,其回弹率在3.83%~4.68%之间。固废含水率过多或过少都会影响压缩块的致密性。当含水率较少时,固废由于过于干燥,出现回弹率增加的现象,这是由于原料粒子在致密成型时缺少水分润湿,从而得不到充分延展,不利于紧密压缩成型。当含水率过高时,成型反而困难,这是因为水分无法被压缩,过多的水分会阻隔在固废微粒之间,阻碍微粒的压缩,导致颗粒间粘结力下降。
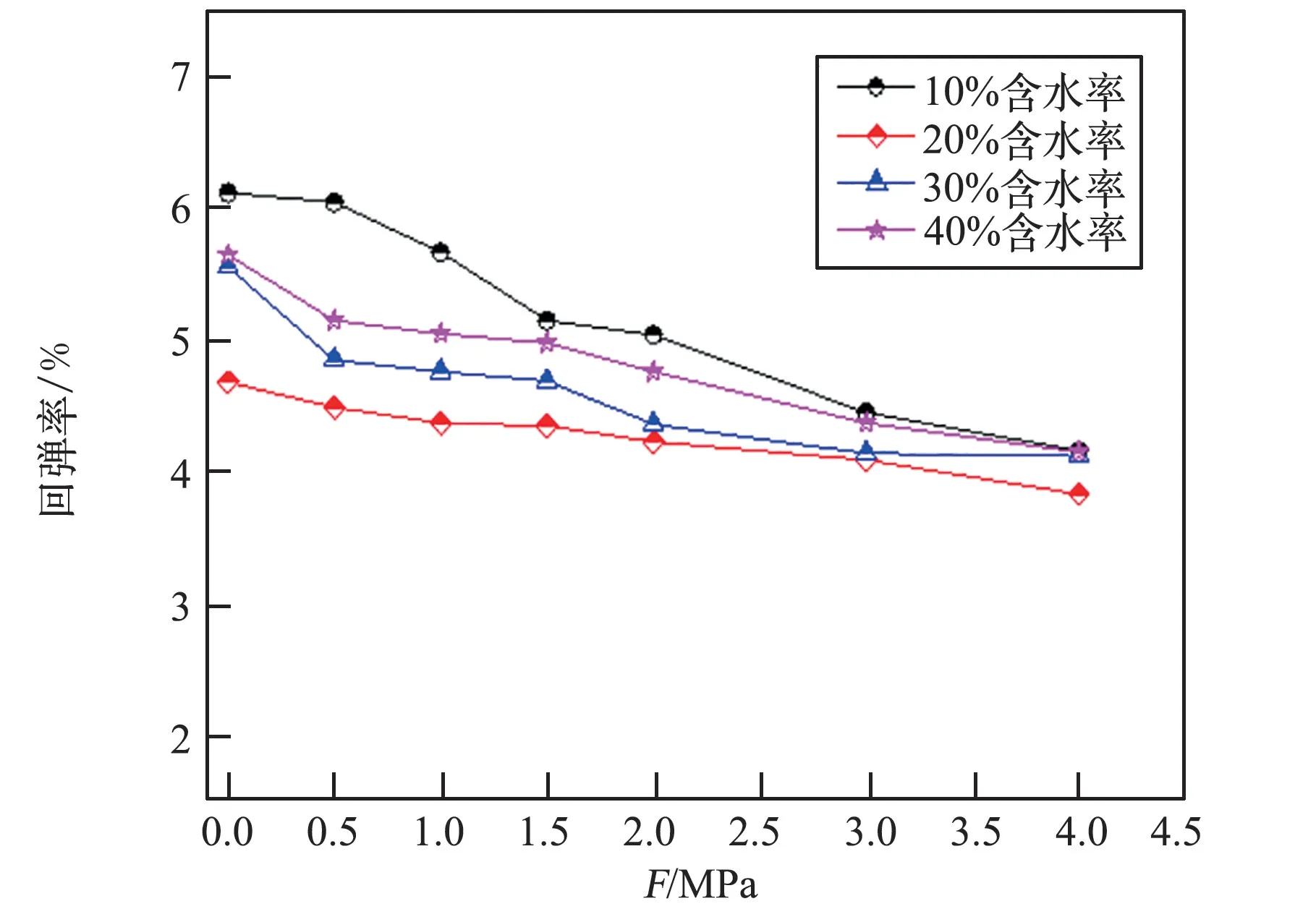
图6 不同含水率下形成的压缩块存储1 月后的回弹率Fig.6 Rebound curve of blocks formed by heat melt compaction under different moisture contents after one month
图7 显示了不同含水率混合固废热熔压缩过程气体释放分布图,从图中可以看出,不同含水率混合固废热熔压缩过程中释放的气体浓度较高的主要有乙醇、硫化氢、甲醇、丙酮及一氯甲烷等气体。其中在含水率为20%时,乙醇浓度出现快速增长,且浓度最高31 493.51 mg/L;甲醇浓度随含水率的增加呈现先升高后下降趋势,在含水率为20%时最大值约为12 116.5 mg/L。而丙酮随着含水率的增加释放气体浓度无明显变化,一氯甲烷以及硫化氢的浓度受含水率的影响较大,均在含水率为40%出现极大值。
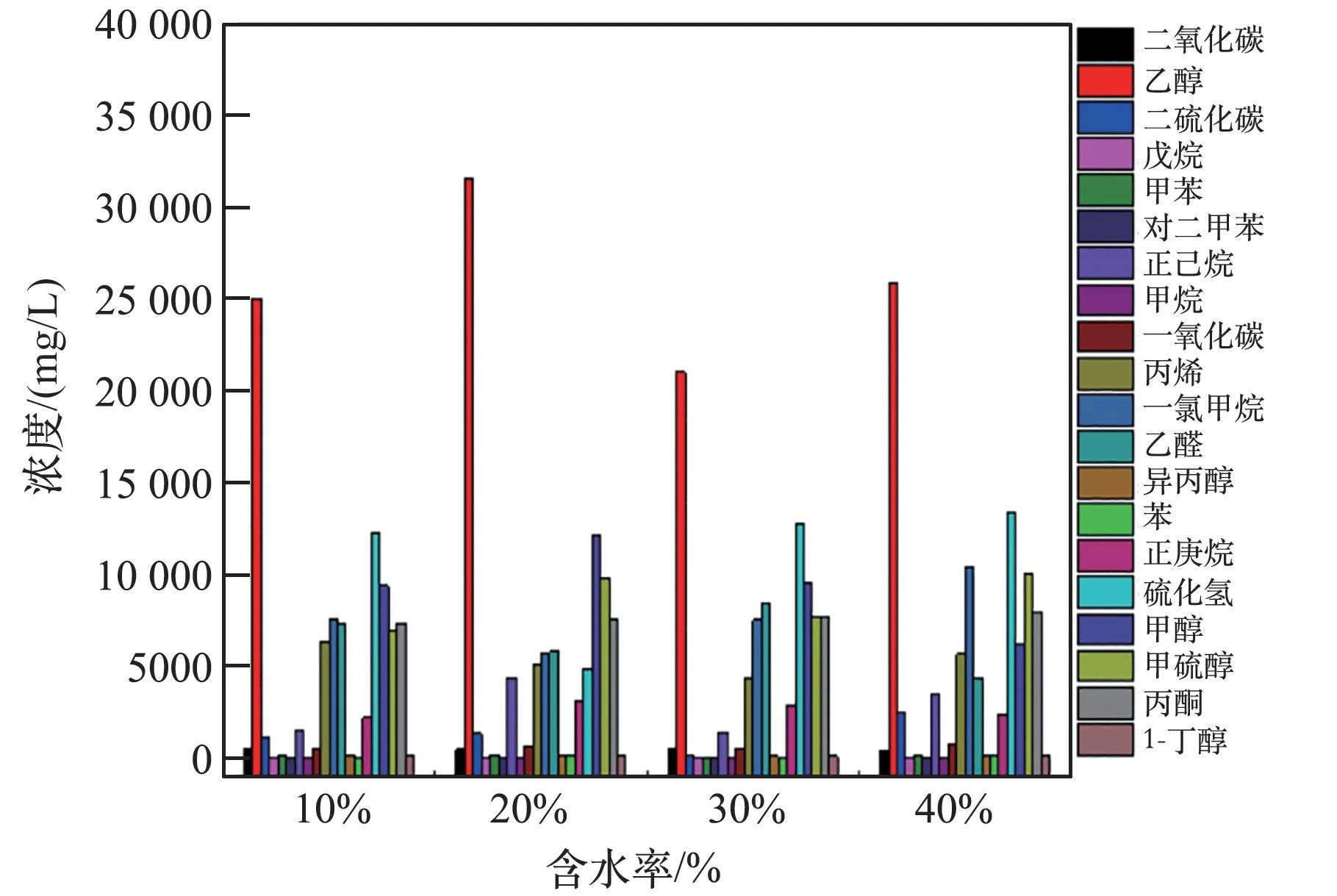
图7 不同含水率下的气体产物分布图Fig.7 Distribution of gas products for different moisture contents
3.3 塑料占比对固废热熔压缩特性的影响
在成型过程中,当塑料用量过少时则无法熔融粘结其他种类固废并稳定成型;而当其过量时虽可改善压缩块的机械强度,但存在粘结压缩腔内壁等问题。本文研究了不同塑料占比下固废热熔压缩特性,试验过程中以含水率为30%的典型固废模型组成为基础,适当调节塑料的含量,其余固废按比例填充,满足固废质量总和为100%。从而获取固废热熔压缩处理成型的边界条件。
图8 为不同塑料占比混合固废压缩率与荷载的关系,热熔温度为180 ℃,混合固废含水率为30%。采用指数关系拟合两者关系,拟合度较高,同时随着压缩力的增加,不同塑料占比的混合固废压缩块压缩率也随之增加。同时塑料含量的提高,导致压缩块的压缩率也有所增加。当塑料占比低于30%时,不同塑料占比的固废压缩块压缩率比较接近。考虑到空间站低功耗要求,当塑料占比为30%,且压缩力为1 MPa 时,压缩块的压缩率已经较高,为80.15%。
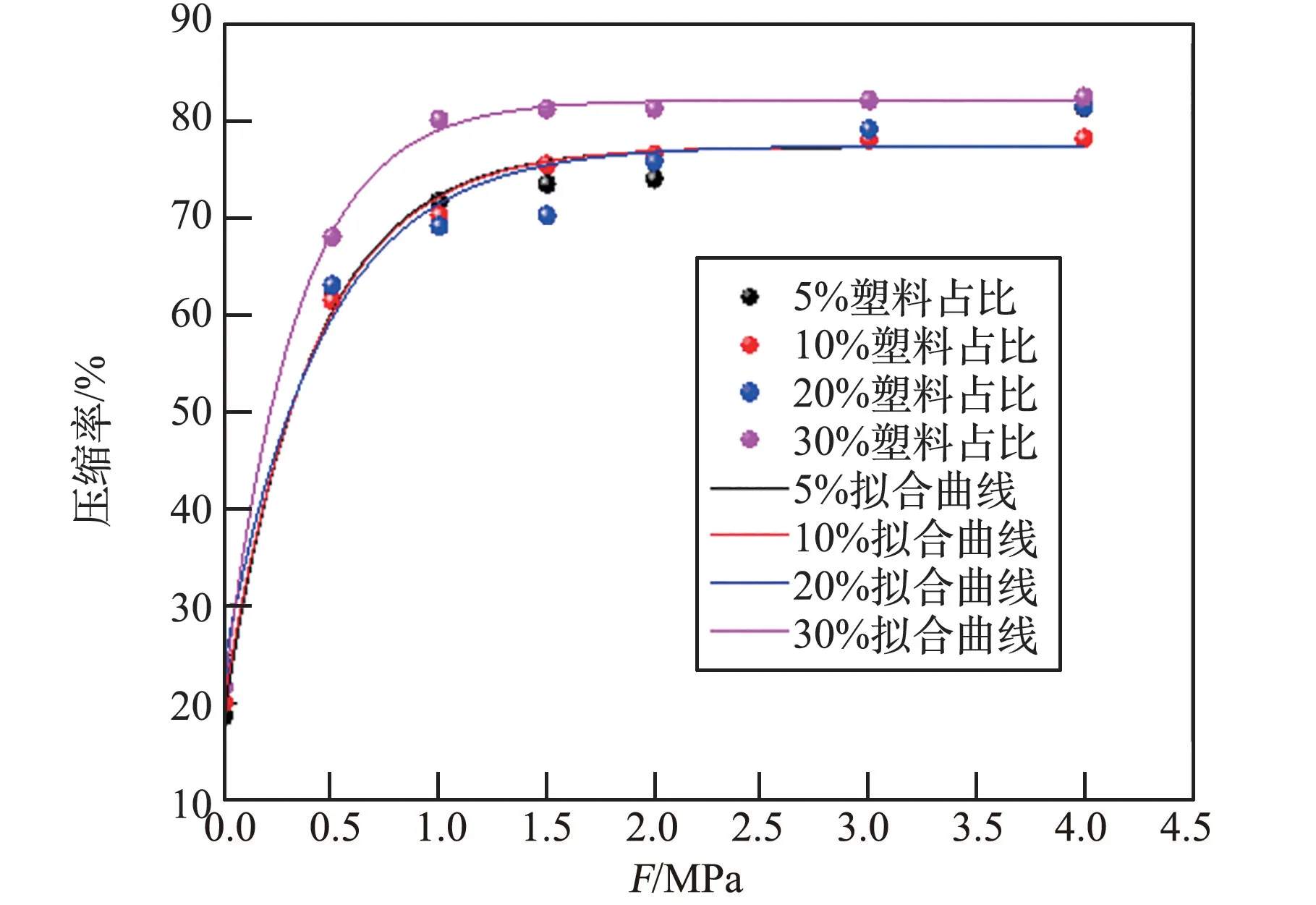
图8 不同塑料占比下压缩率与荷载的关系Fig.8 Relationship between compaction ratio and load at different plastic contents
图9 是不同塑料占比下形成的压缩块存储1 月后的回弹情况。从图中可知,不同塑料占比混合固废热熔压缩块在初始状态均出现回弹性,塑料占比低于10%时,压缩块回弹率较高,同时随着混合固废中塑料占比的增加,压缩块回弹率逐渐减小。塑料占比为30%的固废压缩块回弹率在2.57% ~3.47%。在一定温度下,增加塑料比例有利于提高固废压缩块稳定成型性。

图9 不同塑料占比下形成的压缩块存储1 月后的回弹率Fig.9 Rebound curve of blocks formed by heat melt compaction under different plastic contents after one month
塑料的用量对固废热熔压缩成型工艺的成型效果起着重要影响作用,通过改变混合固废塑料占比考察了塑料对热熔压缩气体产物的影响。图10 为不同塑料占比下的气体产物分布图,根据试验结果可知,固废热熔压缩过程中产生的主要气体污染物包括乙醇、甲醇、一氯甲烷以及二硫化碳等。乙醇浓度随塑料添加比例的增加逐渐减小,而甲醇释放浓度随塑料比例的增加而逐渐增加。一氯甲烷以及二硫化碳随塑料比例则无明显变化。另外,随着塑料含量的增加,有机气体总量呈下降趋势,也即,废物中塑料组分不是气体中有机物的贡献者,而是混合固废中其他组分(如服装以及食物等)。
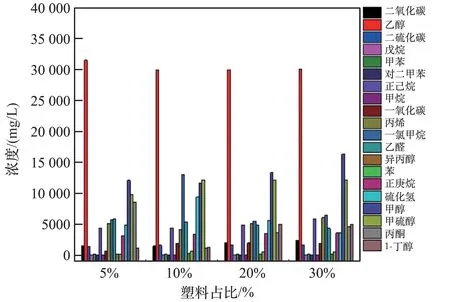
图10 不同塑料占比下的气体产物分布图Fig.10 Distribution of gas products for different plastic contents
4 结论
1)混合空间固废热熔压缩率与压缩荷载符合指数函数关系。在低能耗限制条件下,当热熔温度为180 ℃,压缩力为2 MPa,且混合固废含水率为20%,塑料占比为30%时,压缩块成型效果最佳,压缩率约为81%。
2)温度以及含水率对混合固废热熔压缩过程释放的气体组成影响最大。热熔温度升高导致气体产物中醇类及酮类物质显著增加;有害气体一氯甲烷以及硫化氢气体随含水率增加呈上升趋势。而塑料占比的变化对气体中有机物总量无太大影响。
3) 热熔温度、塑料占比、含水率是影响固废热熔压缩安全稳定成型的主要因素。针对空间固废热熔压缩成型困难且回弹严重等问题,需实现三者良好的协同控制及优化,最大程度地使压缩、加热和成型协同匹配,并识别和量化在不同条件下混合固废热熔压缩过程中产生的气体。这决定着热熔压缩技术的功耗水平以及空间适用性,是热熔压缩机转向空间站工程应用的前提和基础。
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20
石油沥青(2021年2期)2021-07-21
纺织检测与标准(2020年4期)2020-08-30
科教新报(2020年21期)2020-06-05
科学与财富(2018年26期)2018-10-24
科技信息·中旬刊(2018年4期)2018-10-21
石油沥青(2018年4期)2018-08-31
橡塑技术与装备(2018年14期)2018-07-20
企业科技与发展(2017年7期)2017-05-30
滁州学院学报(2016年5期)2016-12-16
