
双主轴加工中心的模拟仿真
2023-06-20 16:22:39薛飞黄忠王冬王其龙王鸣王康辉黄迪
汽车工艺师 2023年6期
关键词:模拟仿真
薛飞 黄忠 王冬 王其龙 王鸣 王康辉 黄迪

摘要:通过Vericut软件对GROB双主轴加工中心的加工过程进行模拟,节省停机调试时间,检验程序加工过程中刀具主轴和夹具的干涉情况,降低撞机风险,还能作为对机床操作者编程能力培训的一种辅助手段。
关键词:Vericut;双主轴加工中心;模拟仿真
上海大众汽车有限公司目前整条发动机机加工生产线都是由GROB公司负责的交钥匙工程,这样缩短了发动机的投产周期。交钥匙之后的工艺存在些许小问题需要用户方人员进行程序优化,还可以对后续的发动机型号自主编程。而对程序的模拟是检验和学习编程的重要方式之一,对加工程序的仿真有着重要的意义。
仿真环境的构建过程
目前市场上的数控仿真軟件种类较多,考虑到GROB程序中大量使用用户变量,双主轴机床的结构只有Vericut较为合适。Vericut仿真环境构建主要包括机床/夹具结构配置、毛坯夹具配置、刀具配置、控制系统配置及设定坐标系和碰撞干涉/行程极限。
生产线的GROB机床主要分为缸盖线的G325和缸体的G520。这两种机床是同一系列的机床,结构布局完全一样,只是规格尺寸有所区别,而每一道工序仅是夹具不同。本文以缸盖三线的AF50工序为例进行说明。
1.机床/夹具结构配置
Vericut除了自带的标准机床模型,还可以通过导入其他建模软件绘制的机床模型实现机床构建,这样可以使得模拟刀具与机床、夹具干涉更为准确。在建模和导出的过程中要注意各个运动部件的依附关系,尤其在导入Vericut后,如果要移动某一机床部件,要注意区分模型和组件的概念,模型是依附在组件上的。
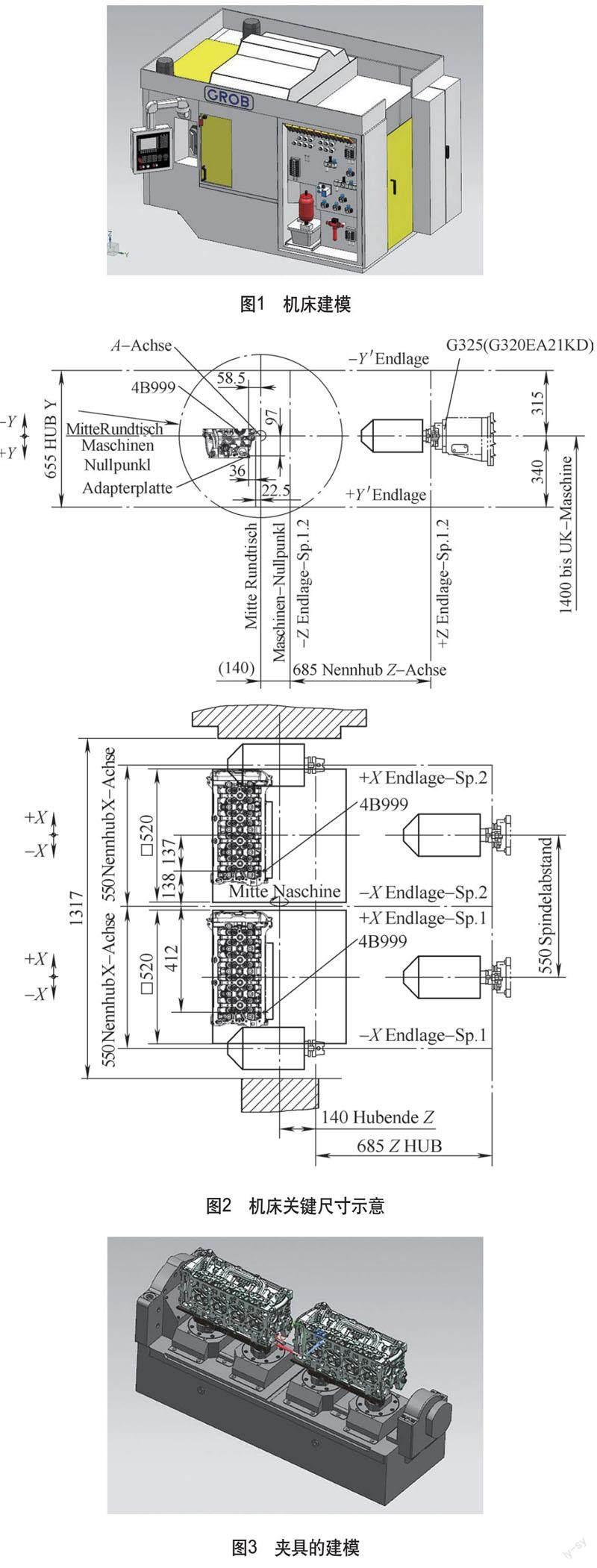
采用NX10.0软件对机床建模,如图1所示。由于GROB公司并没有提供详细的机床图样,在建模过程要充分利用好机床维修说明书上的示意图和主要装配尺寸(见图2),例如机床两根主轴之间的距离、机床的运动极限尺寸、夹具的回转半径及主轴的换刀位置等。然后,结合对机床加工区域的测绘完成夹具的建模(见图3)。测绘建模过程越精密,碰撞干涉仿真的结果也越真实。在NX10.0软件中完成机床三维建模之后使用 “编辑—移动”命令,将Z1、Z2轴移动到主轴端面和回转中心线重合的位置,然后导出各个运动部件的STL格式。导入后在Z1、Z2轴组件下的模型向Z正方向移动825mm,使机床的机械原点和回转中心线一致。
2.刀具配置
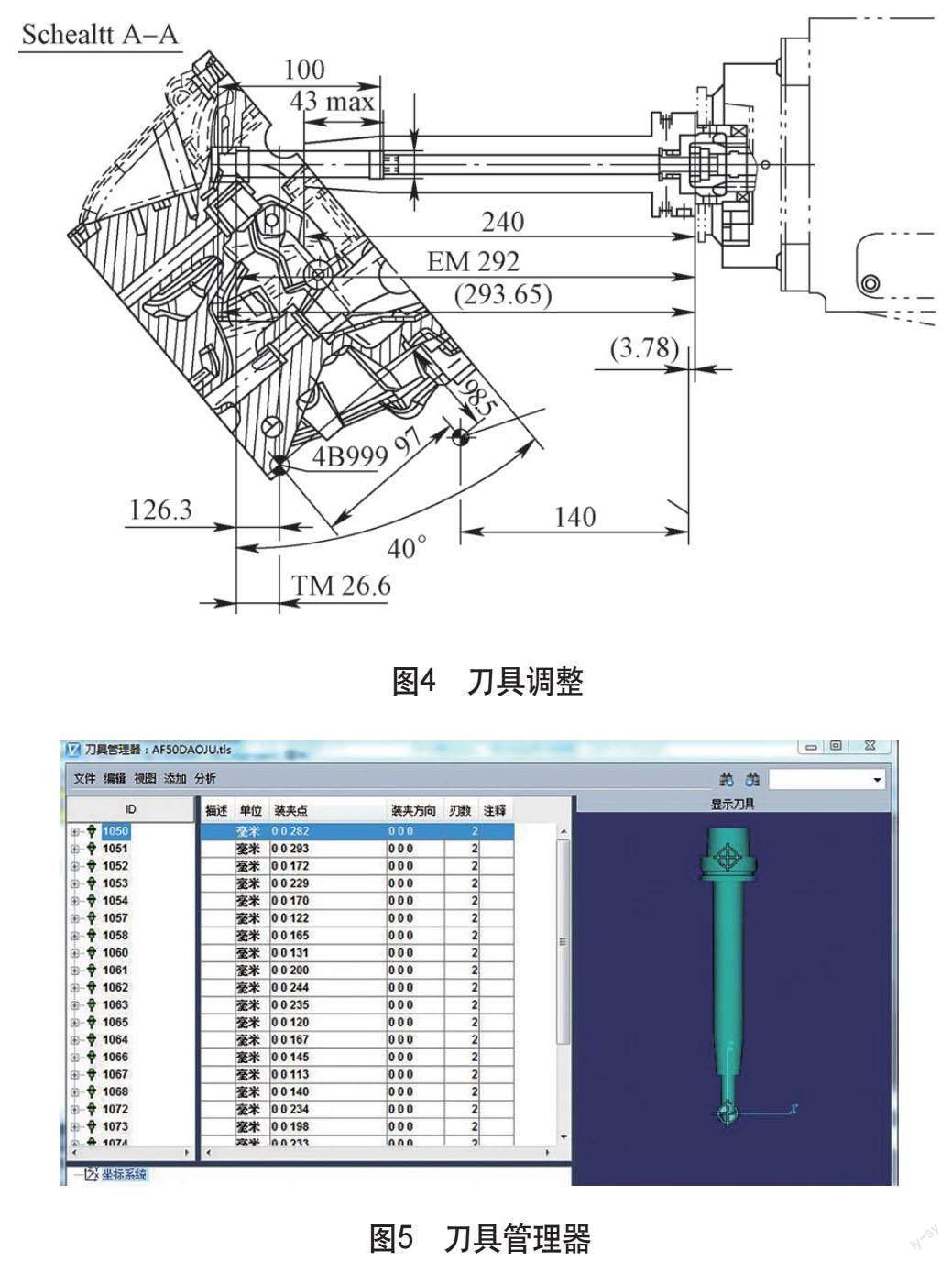
由于汽车发动机是大批量生产,为提高生产效率,需要大量采用成形刀具和复合刀具。Vericut不但有自带的功能新建面铣刀、立铣刀、牛鼻刀和麻花钻这些结构简单的刀具,还可以导入其他建模软件绘制的成形刀具。先在NX10.0中根据刀具调整图(见图4)完成刀具的建模,并导出成STL格式,再到VERICUT项目树中打开“刀具管理器”,单击鼠标右键“添加刀具—新—铣削”,弹出“刀具ID”对话框,选择“模型文件—STL格式的刀具”,然后保存就能完成刀具的导入(见图5)。
这里有两点需要注意:首先是对刀点(在对刀仪上测量刀具长度的测量点),在NX10建模过程中基准坐标系原点必须与对刀点在Z方向上同一截面;其次是装夹点(刀柄装入主轴锥孔以后与主轴端面重合的点),装夹点中Z向的数值就是对刀点和装夹点之间的距离,也是输入机床的刀具几何长度。
3.控制系统配置
GROB加工中心使用的是西门子840Dsl控制系统。程序完全由德国供应商编制,其中有大量的变量、子程序和GROB机床特有的一些辅助功能命令。这些程序需要通过在”配置—文字格式”中定义解释给Vericut软件,才能在运行程序的时候进行识别模拟出正确的加工轨迹。以下做一些简要的举例说明。
N490 T_1051:
N495 TIME_WRITE ; TOOLTIME WRITE
N500 DBR_SPI1_CONTROL_L1=293 DBR_SPI1_CONTROL_R=0 DBR_SPI2_CONTROL_L1=293 DBR_SPI2_CONTROL_R=0
N505 SPEED1=4000 FEED1=1600
N510 A_POS=40
N515 G0 G512 G60 G603
N520 S_PROG=SPEED1
N525 RT_START
N530 M6 ; T1051 BORINGBAR D=14H8
N535 RT_STOP
N540 R2=-25.811 R3=-36.811 R9=40 R10=30
N545 G0 G512 G60 G90 G601 A=A_POS
N550 IF R21==1
N555 X72 Y184.378
N560 R21=0
N565 ENDIF
N570 T2="T1052" M66
N575 T1="T1052" M66
;-------------------------- 48B2 --------------------------
N580 X72 Y184.378 Z=R9 Z_2=R9+SPI_2_L1 M1=3 M2=3 S1=SPEED1 S2=SPEED1 F=FEED1 D1 M7 M27
N585 G64 Z=R2 Z_2=R2+SPI_2_L1 M8 M52
N590 G1 G60 Z=R3 Z_2=R3+SPI_2_L1
N595 G0 G64 Z=R10 Z_2=R10+SPI_2_L1
;-------------------------- 48B1 --------------------------
N600 G60 X248
N605 G64 Z=R2 Z_2=R2+SPI_2_L1
N610 G1 G60 Z=R3 Z_2=R3+SPI_2_L1
N615 STOPRE
N620 LAST_TOOL=1052 T_COUNTER_SPI1=1 T_COUNTER_SPI2=1
N625 G0 G64 Z=R10 Z_2=R10+SPI_2_L1
N630 M=QU(9) M=QU(29) M1=QU(5) M2=QU(5) M=QU(53)
第一类就是GROB机床特有的一些辅助功能命令,M66是只换刀具毛刷不清洁刀具锥柄,M21是A轴锁紧,M27是打开2号主轴的冷却液。M=QU(9)是西门子的快速辅助功能输出,作用类似于M9表示关闭冷却液。只要查询机床制造商的编程手册就能知道这些命令对实际加工的刀路轨迹没有影响,只需要在“配置—文字格式”中定义就可以(见图6)。
第二类就是一些全局用户变量。例如DBR_SPI1_CONTROL_L1=293、DBR_SPI1_CONTROL_R=0、DBR_SPI2_CONTROL_L1=293及DBR_SPI2_CONTROL_R=0。这4个变量分别是主轴1和主轴2的刀具标准长度和半径补偿值。这2个变量的主要作用是在执行换刀程序时与机床刀具管理器中的实际长度和半径补偿值相比较,如果超出一定范围机床就会报警。有些变量对加工轨迹没有影响,但有些变量却对加工有直接影响。例如A_POS是A轴角度的用户变量(见图7),如果A_POS没有设置则软件无法识别这是一个变量就会跳过,A轴就不会转到程序中指定的角度。这些都要在“配置—文字格式”中定义。
第三类就是一些子程序。例如L833是攻丝的子程序,TIME_WRITE是写录时间的一个子程序,在实际生产中用于查看每把刀具的加工节拍。只需要在“项目树”——“数控子程序”中添加相应的的子程序。
第四类就是对原有的一些命令进行修改。由于GROB-G325加工中心是双主轴同时加工,需要对M6换刀命令进行修改。在执行M6命令时候能同时更换2把刀具。其方法是在 “文字/地址”“M-Mise”目录下配置“M6”换刀命令(见图8)。增加 ActiveTool2 ToolChange的命令,然后在项目树中选择Tool2的组件。在组件对话框中将刀具索引设为2,这时再执行换刀命令就能在2根主轴上同时换刀。
在配置控制系统的时候除了要熟悉软件设置之外,还要十分了解机床的数控程序。否则可能会出现仿真与实际加工不同的运动轨迹,就会造成很大风险。
4.设定坐标系
在项目树中选中“坐标系统添”进入“CSYS1配置坐标系统”对话框。然后在“位置”空格中输入“-412 58.5 -97”将工件原点移动到定位销孔,类似机床中的工件坐标系偏置。在鼠标选中项目树中CSYS1右键选择重命名,将CSYS1重命名为“4B999”(4B999是缸盖工件坐标系原点的工艺孔号)。
在项目树中选择“G代码偏置”,选择“工作偏置”。将寄存器改为54,寄存器中的数字就与应程序中G54坐标系向对应。将“调整从位置”设置为从“组件—tool”。将调整到位置设置为坐标原点4B999。“计算相对位置”设置为A轴相应的角度(见图9)。
5.碰撞干涉
选择“配置”—“机床设定”,弹出“机床设定”对话框,选择碰撞检测按钮,勾上“碰撞检测”前的勾,结合机床可能发生的碰撞设定,例如刀具和夹具、刀具和A轴、Z轴和A轴以及Z轴和夹具进行设定。
6.行程极限
选择“配置”—“机床配置设定”,弹出“机床设定”对话框,选择“行程极限”按钮,结合机床图样设置各个轴的运动行程极限。其中“允许运动超出行程”不要勾选,否则机床虽然会超程报警,但还是会运动到超程的极限位置。
结语
目前Vericut使用比较广泛,尤其在多轴加工中心的模拟仿真,但普遍只针对CAD/CAM后处理生成的数控程序进行仿真检验。本文的难点主要是双主轴以及用参数化编程的程序模拟,在汽车发动机制造行业有一定的借鉴。
参考文献:
[1] 薛飞,黄忠,黄迪.金属切削过程模拟技术在缸体AF240工序刀具耐用度提升的运用[J].金属加工冷加工,2022(8):10-15.
[2] 薛飞.发动机缸体三刃钻优化解决刀柄粘屑质量隐患[J].汽车工艺师,2021(11):14-16.
[3] 王其龍,薛飞,李赢丽,等.缸体线节拍提升[J].汽车工艺师,2022(3):45-49.
猜你喜欢
科技创新导报(2017年2期)2017-04-12 20:42:28
数字技术与应用(2017年2期)2017-04-08 09:34:21
求知导刊(2016年36期)2017-03-03 01:36:54
江苏农业科学(2017年1期)2017-02-27 14:49:13
科技创新与应用(2016年36期)2017-02-21 19:19:12
科技视界(2016年13期)2016-06-13 00:26:23
考试周刊(2016年22期)2016-05-06 19:14:34
电脑知识与技术(2015年33期)2016-01-18 13:03:45
软件导刊(2015年12期)2016-01-05 06:35:40
科技资讯(2015年8期)2015-07-02 20:39:56
