
乙烯厂汽油加氢装置烧焦尾气VOCs治理实践浅析
2023-06-02 09:33张学智
全面腐蚀控制 2023年4期
刘 猛 张学智 段 文
(1. 北京乐文科技发展有限公司,北京 102488;2. 中国石油兰州石化公司,甘肃 兰州 730060)
0 引言
乙烯装置的汽油加氢装置的催化剂在经过长期使用后,为保证催化剂活性,需利用高温空气氧化烧焦进行再生。按照以往操作,烧焦尾气在经过冷却水冷却后,液相被送入污水处理厂,废气直接排放至大气。经冷却水冷却后废气仍然有150~180℃,在空气中冷却后,夹杂的可冷却成分(如烃类)冷却飘落在排放口附近,造成大面积严重污染,并且散发出恶臭气味。
PM2.5、雾霾、VOCs等大气污染问题越来越收到广泛关注,行政监管及环保立法逐渐严格和完善,同时挥发性有机物(VOCs)污染防治工作也是国家环保治理的重要任务之一。关于VOCs治理方面,国家颁布了一系列标准,例如:GB 31570--2015《石油炼制工业污染物排放标准》,GB 31571--2015《石油化学工业污染物排放标准》等。
为此,北京乐文科技发展有限公司专门设计了“药剂吸收+深度冷凝吸附”处理工艺,来处理乙烯装置在烧焦期间产生的废气,减少VOCs污染物排放,从而达到净化气体、减少污染物排放、营造良好的绿色环保的工作环境的目的,于2021年在兰州石化公司乙烯装置应用,效果良好。
1 烧焦尾气工艺介绍
以乙烯车间汽油加氢装置为例:
汽油加氢装置停工期间对反应器(如表1所示)一般采用空气/蒸汽混合加热工艺进行烧焦处置(如图1所示),期间烧焦气中含有烃类等VOCs,硫化氢、二氧化硫、三氧化硫等有毒有害物质(如表2所示),计划烧焦时间合计168h(一段二段各84h),尾气流量约60m3/h,合计约10000m3。
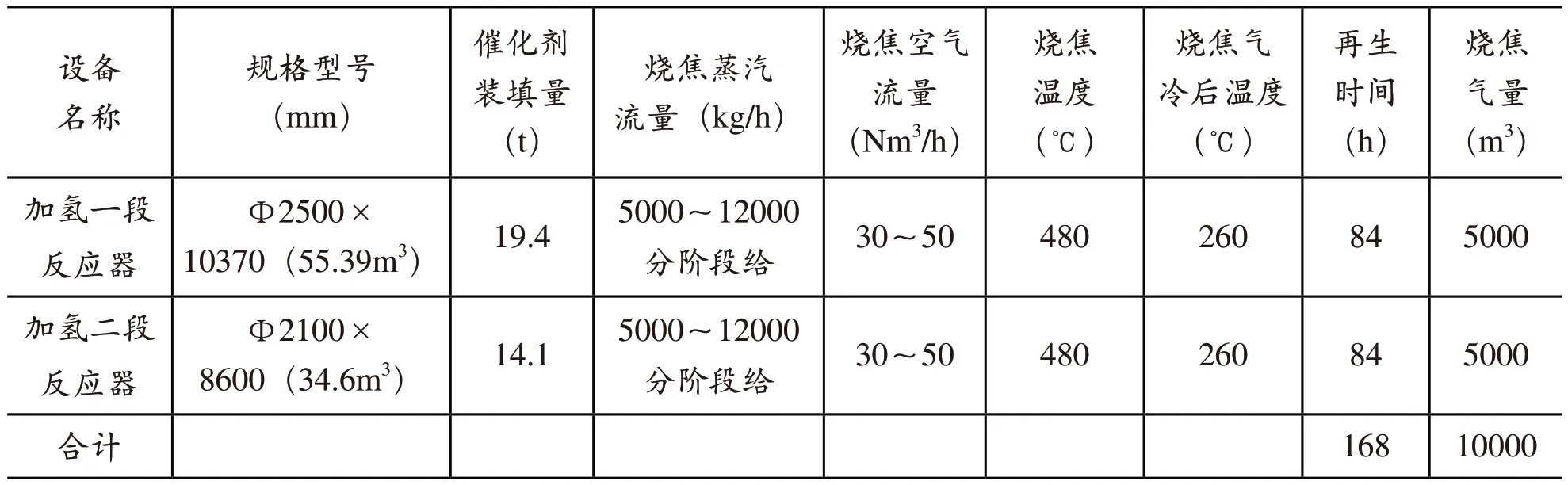
表1 烧焦设备明细表

表2 治理前烧焦尾气主要污染物极值
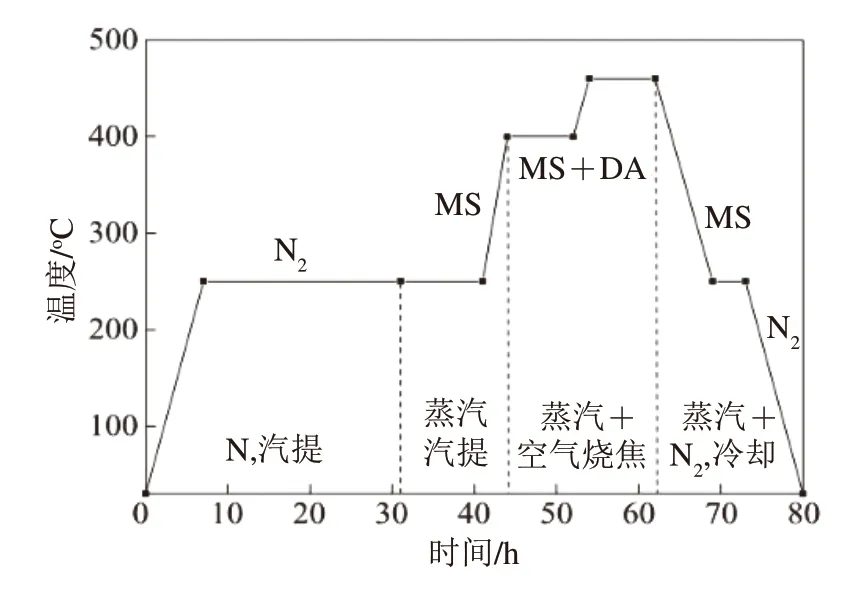
图1 烧焦再生曲线
2 烧焦过程中VOCs治理工艺
在汽油加氢装置反应器烧焦过程中,将烧焦尾气从排放口接临时管线引入冷却器中,此步骤在氮气汽提阶段可将烧焦尾气温度降至90℃以下,在引入蒸汽后可将烧焦尾气温度降至50℃以下。
冷却之后介质经过分液罐,其中冷凝下的液相(显酸性,pH值2-3)会排放中和,中和后的液相排放至污水处理系统;未冷凝的气相先后经过药剂吸收撬。此时烧焦尾气中90%以上VOCs成分已经被吸收。
剩余气体再经过深冷吸附撬后,达到排放合格标准,排入大气。
3 治理效果
经过治理后效果(如表3所示)。
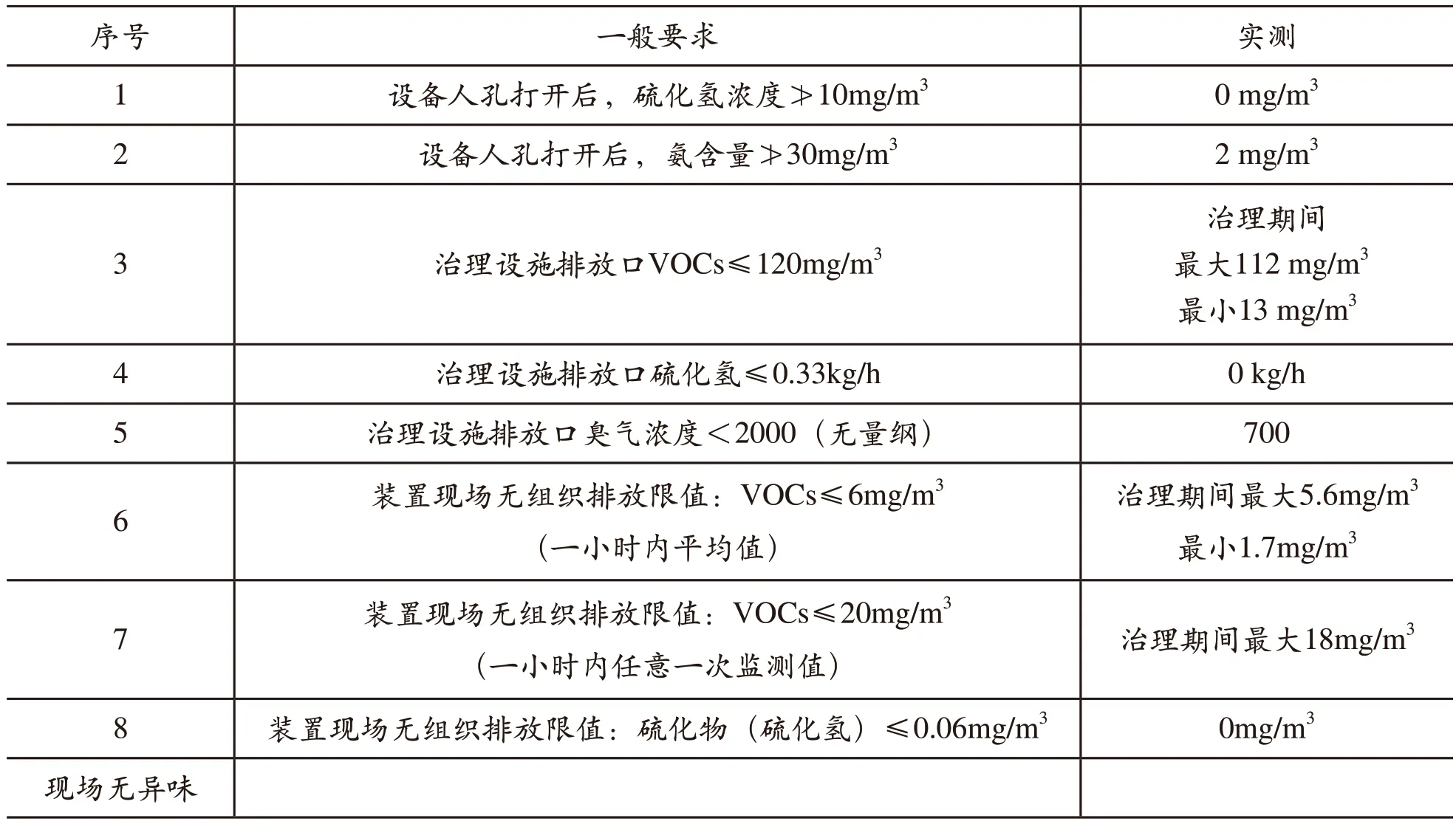
表3 治理效果分析表
从上述治理分析数据看,此套VOCs治理工艺,可以应对反应器烧焦尾气的VOCs治理,经过处理之后废气排放口周围污染物环境VOCs≤112mg/m3,硫化氢为0,臭气浓度≤700,现场无异味。
此套VOC治理设备治理效果明显,由于烧焦尾气通过此套VOC治理设备得到充分吸收吸附,使烧焦尾气排放达到无害化、资源化、环保化,符合国家对废气的排放要求。
4 改进建议
该治理设备通过实际运行能满足尾气治理要求,但需要注意:
(1)因烧焦尾气温度高、腐蚀性大,一般设备难以承受,因此,需考虑治理设备的耐温、防腐问题,以及对应的安全措施;
(2)氮气汽提过程中,温度在空冷中难以降下,且氮气降温后仍然会造成后路压力升高,易造成憋压,可以将设备管路进行升级改造,增大管径,同时延长气相在空冷及药剂吸收撬内的停留时间;
(3)因反应器烧焦尾气呈现酸性,在设备中冷凝后,易造成腐蚀,可以提升设备材质,使其耐酸腐蚀,也可在烧焦尾气出口与VOCs治理设备相连接处增加注缓蚀剂、碱液设备,来减缓酸性介质对设备的腐蚀;
(4)处理过程中的液相,也会产生恶臭等气味,因此需保证整个过程中液相的密闭处理及排放,同时在液相中加入相应的除臭剂。
5 结语
通过VOCs治理设备很好的解决了加氢反应器烧焦时VOC气体处理这一难题,该VOCs治理技术在国内VOCs治理行业处于领先地位,且首次应用到反应器烧焦尾气治理工况中来,这也为以后类似烧焦问题指明了方向,具有很大的推广及研究价值。
除应用于烧焦尾气工况外,通过适当改进还可以应用到装置停工蒸汽吹扫阶段VOCs治理、氨及氨气吸收治理等多个工况条件下。此技术如全面推广,必将会对稳定生产、环境治理起到积极作用。
猜你喜欢
建材发展导向(2023年10期)2023-05-19
化工管理(2021年19期)2021-08-02
山东冶金(2019年6期)2020-01-06
福建轻纺(2018年2期)2018-03-06
船舶与海洋工程(2016年5期)2016-11-21
中国环境监察(2016年12期)2016-10-24
设备管理与维修(2016年7期)2016-04-23
浙江大学学报(工学版)(2015年1期)2015-03-01
压缩机技术(2014年3期)2014-02-28
压缩机技术(2014年3期)2014-02-28
