
汽车底盘随行合装工艺的探讨与应用
2023-05-22 03:56:56李智文刘德志
汽车实用技术 2023年9期
高 勇,李智文,刘德志
(广汽本田汽车有限公司一工厂,广东 广州 510700)
项目组所在总装车间建成于2003年,所采用的底盘合装方式为分体式定点合装方式。使用了十余年后,原有的设备组成架构,局限了设备的可持续开发性,在人员削减、工时控制、新车型导入等各领域均容易存在阻碍事项,不利于公司的持久发展。基于此,如何对底盘合装设备进行更新优化、提升人员效率便作为后续的推进方向。
通过对各大主机厂底盘合装方式的调研,目前主流底盘合装方式有[1]:
1)分体式定点合装:车身吊具运行于同起同停的输送线上,作定位限制。在不同的车位上采用拖链式移载举升平台,配合人工辅助的方式完成工序。主要分为后悬合装、前悬合装、后悬1 G等工序。其特点在于结构简单,成本相对较低。但由于工艺的拆分,需多个车位完成合装工序,在车身移动的过程中作业人员无法作业,造成工时上的浪费。
2)环线滑撬合车:依赖车身吊具的定位,通过一体式滑撬上搭载前后悬总成零件,由人工目视及辅助的对位方式引导装配。其特点在于机械与工艺的布局灵活,节拍可调。但由于设备架构巨大,施工切换工期长。
3)AGV合车:自动导引运输车(Automated Guided Vehicle, AGV)是一种以系统地图指引为路径(图1),配备辅助导航装置根据规定的路线行驶的自动运行小车。在此基础上合装式AGV是搭载有举升机构的大型AGV,通过导航在线体中跟随主线吊具流动,通过人工辅助,对位合车。其特点为多举升独立控制并跟随吊具移动,节约有效作业工时,路线设置灵活。需要由多台AGV实现运行环线,因单台AGV造价较高而影响整体投入成本。但随着AGV及关键部件逐步国产化,近年来价格已逐步降低。
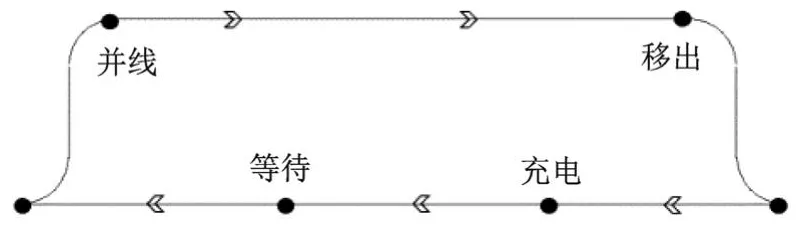
图1 AGV循环路径示意图
4)全自动合车:通过高精度定位工装,固定前后悬总成零件,由机械手、拧紧轴、机器人等自动化设备完成整体合装过程。特点是大幅度削减人工作业,提高效率。但由于其设备精度要求高,总体投资较大,后期扩展能力低而不被广泛应用。
项目组所在车间原使用的定点合装设备节拍为72 JPH,随着产能提升的需要,已成为车间的重点生产瓶颈。且由于劳务成本的逐年上升,为企业带来劳务费用的负担。结合工序内设备的实际情况,采用AGV合装方案(表1)能将设备节拍提升至80 JPH,通过工艺的优化可削减12人/双班,且能在三年内收回投资成本,有效解决所面对的课题。

表1 改造前后效果对比
1 老旧化产线基础上的技术改造
1.1 底盘合装工序现状与目的
底盘合装工序由多套设备相互联动组成,前/后悬总成分别在各自分装线完成组装后,通过各自的输送设备输送至定点合装设备上,这部分设备包含有升降机、输送链、设备地坑等十余台设备及基建设施(图2)。前/后悬定点合装设备坐落于一条同起同停的车身输送链处,该输送链的特点在于所有作业工位的车身吊具同起同停;在单个节拍内搭载车身的吊具采用的是快进后静止,员工再进行作业的生产工艺。而在吊具移动时,员工等待吊具完全进入工位的过程无法作业,存在大量的无效工时,造成资源上的浪费。若能使员工跟随车体流动着作业,即可充分利用上这些时间,提高人员效率,降低人员成本。
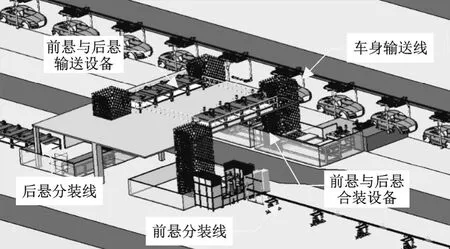
图2 改造前合装区域与周边设备示意图
1.2 合装AGV方式的选型
底盘合装AGV为非标产品,根据生产工艺的需要,底盘合装用的AGV由单举升至四举升可供选择。举升的负载能力需要考虑所承托的零件重量,负载能力越高,其体积越大。其次,受举升机构体积的限制,举升扬程需要根据车身线体吊具的最低高度和所需承托零件的横竖尺寸进行考虑。有必要限制举升机构的最低高度,否则将会出现 AGV移入线体时零件与车身吊具碰撞或举升到最高位时无法与车身合装的局面,如图3所示。

图3 项目组实拍合装AGV样式
根据产线的需求,不同车型间的轴距有所不同,为了达到理想的合装状态,在后悬举升下方需要设置变距机构,便于轴距的调整。
AGV的导航方式[2]主要有电磁导航、磁带导航、视觉导航、激光导航、自然轮廓导航等。在总装车间应用中,从综合成本、后期改善和维护便利性等因素考虑,磁带导航为最佳选择,此种导航方式也是目前汽车行业应用最为广泛和成熟的[3]。
1.3 运行线路的规划
明确所使用的AGV样式后,则需要根据现场的设备及工艺布局进行AGV的路线规划。由于老产线的设备工艺布局基本已定型,无法大规模地改变。需综合考虑行驶距离、AGV数量、充电效能[4]、生产节拍等。合理的路线在提高效率的同时,还可以降低AGV的使用数量,减少投入成本,如图4所示。
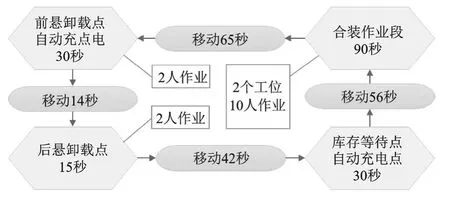
图4 工艺流程图
由于AGV整体质量偏重,在启停和转向时均需要通过加减速来实现精准定位,故在线路的设计上需遵循距离最小、转弯最少、避免堵塞的原则[5]。自动充电点应设置在AGV停止时间较长的等待或作业点上,保持有足够的充电时间,以实现24小时不间断续航。避免由于充电效能的不足而增加充电点,导致运行环线的加长和AGV数量的增加。为此,项目组创新设计出环线外长期充电方案,实现在同样AGV(8+1)台数的前提下,工位路线的缩短,如图5所示。
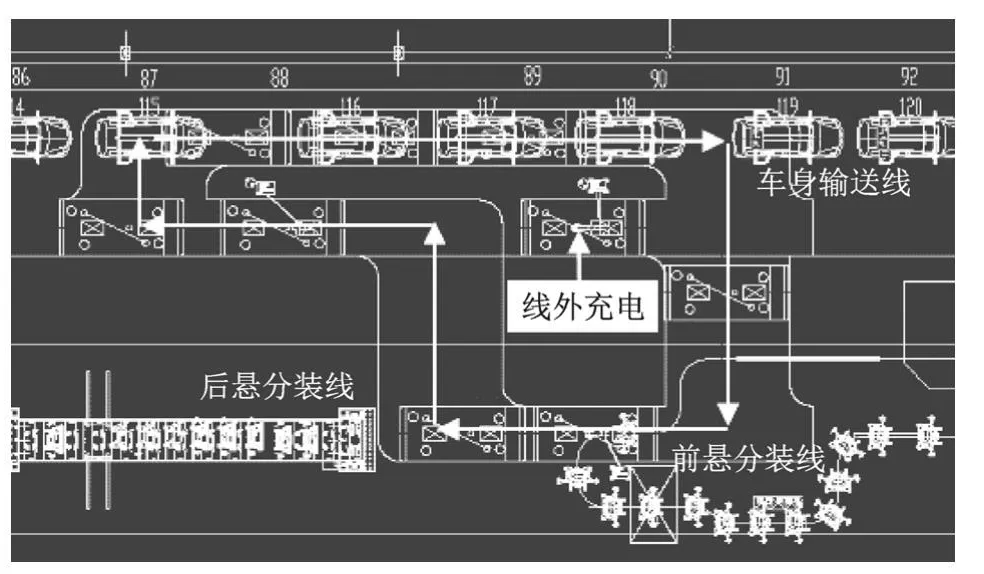
图5 合装AGV规划路线
1.4 项目的推进与实现
项目的难点在于垂直切换[6]。基于某汽车公司总装领域创新提出的“0-FIS”理念[7](“0-FIS”是指 Zero(0损失)、Flexible(柔性化)、Intensive(集约化)、Smart(智能化)),在生产线生产 0损失的前提下推进实施:
1)因地制宜,分步投入:项目组需在原有的线体基础上进行改造,为了避免二次投入带来的成本增加,将原来复杂的施工工序细化,进一步模块化拆分(如:车身线体摩擦化改造、非设备区域地面平整化、非主体设备提前拆除等),将不同工序环境下的设备进行拆分、整合,分阶段实施,合理安排项目推进日程。
2)长短结合,三步法施工:根据排产计划,为不影响正常生产,前期利用周末进行碎片化工程施工,利用长假期进行设备主体施工,利用夜班时间进行整改完善,从而合理拆分工程。
3)双循环调试及应急预案:由于 AGV合装需要以夹具工装为依托完成前后悬总成的定位,在主体切换的假期无法满足工装的调试工作。故在线外建有1:1输送线体,用于AGV的运行和工装的线外调试。提前检证,减少在主体工程完成后的在线调试周期。通过制定设备异常应对机制、预留PPA工位,从设备、人员、异常对应等方面确保设备异常的极端情况下,也能正常生产。
1.5 投入后的量产优化
因项目涉及改造的设备多,工艺调整范围广,调试后的设备需要经过量产的磨合,人员的习熟提升、工装精度、信号交互、突发故障等问题,均会导致产量的损失。故在数据的收集分析上需充分、重点关注短停要素是否集中某车型、故障统计分类数量和节拍瓶颈等。通过数据化的分析,及时把握问题点,逐项制定对策,完善设备功能。
2 结语-随行装配工艺的趋势
总装现场为流水线作业,车身输送线有效车位受厂房空间的限制,已不足以满足日益发展的车型与自动化改造需要,通过随行技术充分利用无效车位,实现人员效率的提升,将是未来低成本、高效率的发展方向。随行式合装AGV在汽车总装车间的应用日益成熟,短期的资金投入不但可以长期节省人工成本,而且可以提高车间内物流自动化水平及企业形象,随着自动化技术的不断发展,汽车行业总装车间也必将持续改善,不断进步。
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05 06:46:20
航天返回与遥感(2022年2期)2022-05-12 05:43:02
起重运输机械(2021年21期)2021-11-24 08:24:34
装备制造技术(2020年9期)2021-01-26 00:15:18
百科探秘·航空航天(2021年12期)2021-01-15 05:33:42
装备制造技术(2020年12期)2020-05-22 09:25:20
专用汽车(2018年10期)2018-11-02 05:32:34
学习月刊(2016年19期)2016-07-11 01:59:38
专用汽车(2016年4期)2016-03-01 04:14:20
汽车维修与保养(2015年6期)2015-04-17 03:31:48
