
宇航用键合金丝评价体系及其应用研究
2023-05-18 08:52:34刘媛萍孙澜澜高鸿张占东孔静贾旭洲
宇航材料工艺 2023年2期
刘媛萍 孙澜澜 高鸿 张占东 孔静 贾旭洲
(1 中国空间技术研究院西安分院,西安 710000)
(2 中国空间技术研究院,北京 100094)
0 引言
金丝键合具有可靠性高、柔韧性好、密度高、工艺简单、价格低廉等优点,被广泛应用于军事装备微波集成电路、微波传输线、共面波导和集总式元器件之间的电气连接。金丝键合作为微波多芯片组件中的关键工艺,其可靠性直接决定了组件的质量和可靠性[1-2]。在小型化星载装备多芯片组件中,金丝通过热超声键合实现与MIC 基板、LTCC 基板、GaAs 芯片、Si 芯片、介质基板等各类基板之间的电气联通。多芯片组件产品在装机应用前需要经历筛选和考核试验,经历的主要应力包括高温储存、温度交变、恒定加速度以及机械冲击应力;在装整机后需要同整机产品进行温度循环,随机振动等应力考核试验。产品在轨运行工况主要包括高温低温交变,以及卫星发射段的振动环境。复杂的运行环境和严苛的工况对金丝键合工艺提出了更高的要求,而作为键合工艺对象的金丝,同样需要具备良好的电气性能和长期可靠性。
国内外对于金丝键合的研究主要集中在金丝制备方法[3]、金丝键合工艺研究[4]、金铝键合界面可靠性[5-10]等方面,但对于宇航用键合金丝的评价体系研究较少。目前,宇航微电子器件及多芯片组件中,键合金丝主要为进口金丝,这在一定程度上制约着我国高质量等级微电子器件及多芯片组件的发展。随着国产金丝研制技术的推进,国产金丝基础性能水平与进口同类产品相当,但是由于缺乏金丝宇航应用评价体系,造成国产化金丝在宇航高可靠性产品研制替代受阻。本文针对宇航用键合金丝的应用评价需求,聚焦于金丝材料基本性能和应用可靠性,通过理论分析、试验对比对宇航用键合金丝评价体系展开研究。
1 键合金丝制备工艺分析
键合金丝的制备工艺主要包括熔铸、拉丝、退火和绕线四个工序,国内外对于此类金丝的制备工艺基本一致,但是部分工艺过程不对外公开。针对键合金丝性能的分析,需要对其工艺过程进行简单了解以便在确定性能指标时进行参考。通过熔铸工艺将原料金进一步提纯控制有害杂质成分含量,同时添加微量的合金元素来改善键合金丝的力学性能和应用性能,通常来说Pd 和Pt 的掺杂可以有效减少界面Au 合金的生成,Be 可以增强线弧的稳定性,Ca 可以增加丝材的强度,稀土类金属则可以增加金线的热影响区、细化颗粒并提高热稳定性[1]。拉丝工艺是将熔铸后的金锭通过粗拉、中拉、细拉等多道拉丝工艺拉拔成目标直径的细丝。拉丝工艺需要控制键合丝直径的一致性,否则金丝在引线键合时易出现断丝、键合失败等质量风险。将金丝拉拔成需要直径的细丝后,需要进行退火以降低拉丝过程造成的金丝硬度的增加,得到具有一定延展率和抗拉强度的金丝,一般而言,热处理温度越高,键合金丝的延伸率越高,而强度越低。最终,将金丝缠绕在卷轴上形成可在键合设备上应用的成品金丝。虽然键合金丝的制备过程较成熟,然而金丝生产过程中受国内外原材料及关键工艺质量控制水平差异,其性能稳定和关键特性指标一致性水平将制约键合工艺质量。通过完备的应用评价体系,提升对国内各研制单位金丝综合性能评价能力,衔接好国产产品研制与高端装备高可靠性应用,可实现我国键合用金丝材料快速应用转化,为航天自主发展奠定必要的基础储备。
2 键合金丝的应用评价研究
2.1 评价体系构建
为有效控制键合工艺质量,金丝需要满足优异的力学性能、化学性能等工艺适用性需求,以保证焊接过程中可加工性强、成球容易和高一致性的键合工艺要求。键合金丝在宇航使用环境中需要承受严苛的热应力和机械应力,为了实现产品高可靠性应用,金丝不但需要形成良好的键合,且键合焊点与金丝本体均应承受严苛的应力环境。同时,金丝物理、化学、力学及电学等各方面性能均需具备较好的稳定性,在极限温度条件下无明显变化且可耐受长期极限温度。
通常,键合金丝在宇航特殊应用环境下使用,易发生虚焊、焊盘剥离、柯肯达尔(Kirkendial)孔洞等典型失效案例,带来产品可靠性低甚至造成电子单机功能丧失,影响载荷在轨服务质量。在实际应用中,还需重点控制金丝键合长度,避免短路或异常疲劳应力失效[2];加强金铝键合界面质量控制,确保键合界面高温应力下无短路或断路失效诱因。
结合金丝本身的物化特性及其在宇航应用工作工况和服役环境需求,通过长期研究金丝键合工艺及在轨服役失效物理机制,建立宇航用键合金丝评价体系(图1)。

图1 键合金丝应用评价体系Fig.1 The evaluation system of gold wire application
该评价体系覆盖了金丝材料基础性能、工艺适用性和应用可靠性三个一级指标,实现金丝材料在宇航键合工艺应用验证需求覆盖性;通过对一级指标分解,所形成的包括结构特性、力、电、化学等一系列二级指标体系,准确回应一级指标验证需求;为落实二级指标在应用评价实施的科学性,对应二级指标建立三级验证项目,通过标准试验方法或产品继承性试验规范,构建了系统性的金属应用评价体系图。
2.2 键合金丝应用评价
结合上述金丝评价体系,开展国产金丝材料在MCM 模块产品键合应用验证,通过与进口金丝性能进行比对分析,获得国产同类材料应用可行性。
2.2.1 金丝基础性能
金丝尺寸、力学性能、电性能和成分一致性是确保键合质量的前提,通过对金丝基本性能指标的评价和对比分析,以评估国产金丝应用质量。针对基础性能参数进行测量,并将测量结果列于表1中。通过对比发现,国产金丝和进口金丝基本性能参数相当,批次一致性较好,满足工艺应用需求。

表1 金丝基础材料参数对比Tab.1 Comparison of basic material parameters of gold wire
金丝化学稳定性是金丝具备良好的可键合性及键合可靠性的关键因素。对于4N 金丝,Ag、Cu、Pb、Sn 等杂质元素均应控制在10-6量级,且应尽量低,表2列出了进口及国产金丝杂质含量的对比。

表2 不同厂家金丝杂质含量对比Tab.2 Comparison of impurity content of gold wire from different manufacturers 10-6
金丝电性能一般通过电阻率或金丝熔断电流来体现,但于熔断电流缺少标准的测试方法,目前多采用将金丝键合在电路上进行测试,这与键合方法、键合质量以及电路设计等有一定的关系[11],因此采用标准方法测试金丝电阻率作为评价金丝电性能的指标更为合理。本评价体系参照GB/T 3048.2—2007进行电阻率检测,并参考进口金丝的性能指标,考虑金丝的实际应用场合,规定测量3根金丝,取平均值并计算标准偏差,要求电阻率R≤2.30 μΩ·cm。分别测试国产金丝和进口金丝的电阻率,均能满足标准要求。
2.2.2 工艺适用性评价
金丝键合工艺的工艺适应性评价,需要考虑键合方式、键合基板以及键合膜层。评价过程从键合参数的适用性和不同键合界面键合参数适用性两个维度来评价,评价指标包括金丝键合点的外观及键合强度,键合外观包括金丝键合点的外观和成球质量,键合强度包括金丝键合拉力和球剪切强度。
键合方式一般包括金丝楔焊键合和球焊键合,典型焊点形状见图2。为避免人为因素对键合一致性的影响,工艺适用性评价应采用全自动楔焊键合设备和全自动球焊键合设备进行金丝键合。结合国产金丝性能特征,对不同基板上进行键合参数优化调整,制备焊点外观满足工艺规范要求的键合样件。图3为工艺适用性评价键合金丝拉力分布,按照相关标准的方法进行拉力测试。
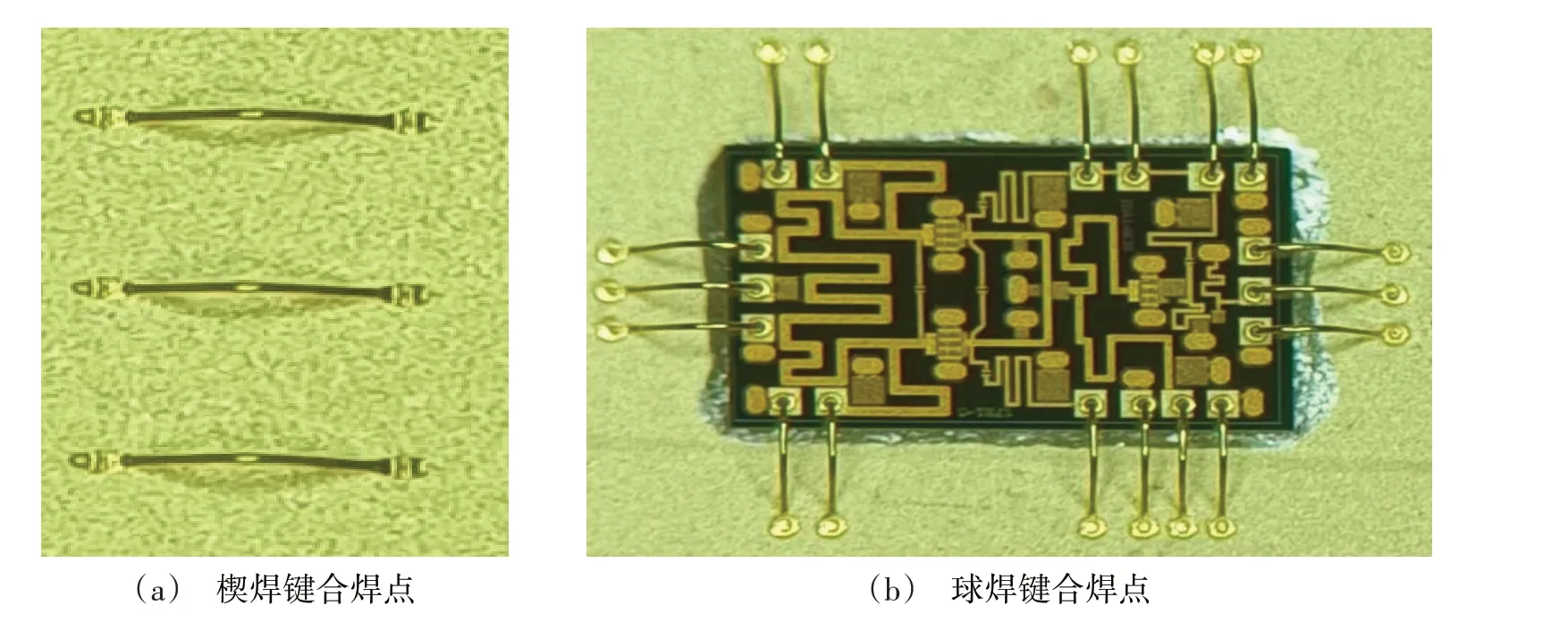
图2 典型金丝键合焊点形态Fig.2 Typical gold wire bonds
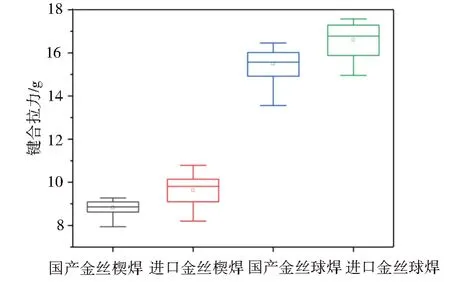
图3 国产与进口金丝键合拉力对比Fig.3 Comparison of domestic and imported bond wire tension
图4 为不同基板键合工艺适用性评价中键合拉力的分布情况,从键合拉力试验结果可以看出,在同一种基板上进口金丝比国产金丝键合拉力略高,这与进口金丝自身拉断力略高有一定关系。图中拉力分布可以看出,不同基板由于基板硬度、厚度、基板表面质量不同,导致键合金层结构、厚度、形貌差异,进而导致不同基材表面金丝键合强度不同。但均远大于相关标准要求的最低键合强度,且键合拉力一致性较好。
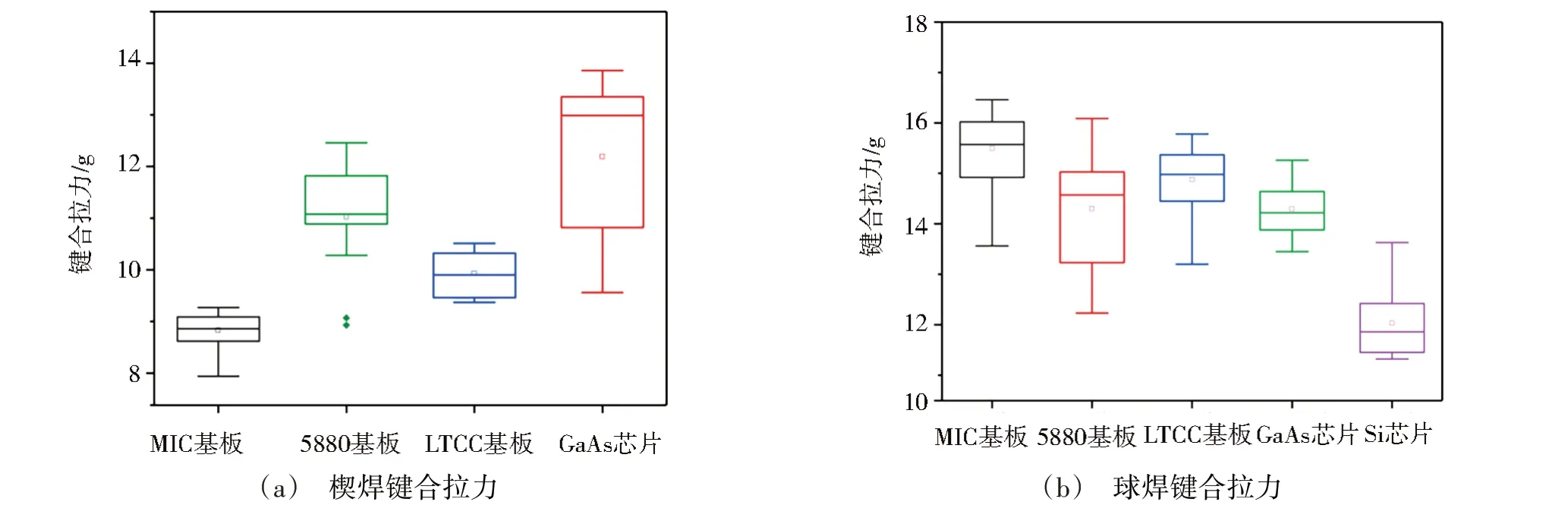
图4 国产金丝不同基板上键合拉力分布Fig.4 Distribution of domestic wire tension on different substrates
2.2.3 应用可靠性评价
应用可靠性评价主要考虑在宇航应用环境中的环境应力以及主要的失效模式,从金丝材料自身可靠性和金丝键合的可靠性来评价。可靠性评价的环境应力包括极温环境、交变温度、高温储存以及力学环境适应性。根据应力的不同影响,分别从材料和键合样件两个方面来评价。
金铝异质键合界面,在键合工艺实施及服役过程中,不可避免地生成AuAl2、AuAl、Au2Al、Au5Al2和Au4Al等金属间化合物,这些金属间化合物较脆,易断裂,导致键合点机械强度降低[7]。随着金属间化合物的生长,引线和键合界面层的元素不断扩散,界面处逐渐形成孔洞,即Kirkendial孔洞,孔洞延伸成为裂纹,导致键合界面结合处电阻不断增大,键合拉力不断降低,最终造成键合失效。因此,对于金丝键合可靠性的评估,需要重点评估金铝键合界面的可靠性。评价指标主要为键合样件在经历环境应力后的键合拉力,同时应关注键合界面的金属间化合物扩散情况。
(1)湿热对金铝键合界面的影响评价
在高温环境中,金铝键合界面处金铝相互扩散,会形成脆性相的金属间化合物,同时,湿热的环境在一定程度上会加速金铝键合焊点处氧化腐蚀等异常问题。采用硅芯片表面金丝球焊键合工艺,模拟产品组装以及使用过程高温和湿热环境,对键合样件按照以下顺序进行高温烘烤及湿热环境应力考核:1)150 ℃高温烘烤24 h;2)-65~150 ℃,温度转换1 min,保持时间15 min,循环100次;3)按相关标准的要求进行10次湿热循环。对比试验前后键合拉力,如图5所示,键合拉力无明显变化。

图5 试验前后键合拉力对比Fig.6 Comparison of the bonding wire tesion before and after the test
(2)高温对金铝键合界面的影响评价
金铝键合界面金属间化合物生长和柯肯达尔孔洞的形成与温度直接相关,温度越高IMC 生长越快,键合越容易发生失效。按相关标准要求采用300oC热老化试验来评估金铝键合可靠性[12]。在硅芯片铝焊盘上键合金丝,制备金铝键合样件,分为5组,分别密封在5个金属壳体内。进行300oC 高温烘烤,试验完成后对模块开盖,进行外观检查,破坏性键合拉力测试。键合拉力随着高温烘烤时间增加的变化趋势见图6。试验结果表明,在300oC 高温烘烤1 h 时键合拉力变化均略有增加,随着烘烤时间继续增加,键合拉力逐步降低,当烘烤时间达到16 h 时,国产金丝拉力低于2.4 g,而进口金丝在烘烤时间为4 h,就已出现键合拉力低于2.4 g 的现象。从键合强度下降趋势来看,国产金丝键合强度退化速度较慢于进口金丝。
进一步分析测试结果,随着烘烤时间增加,键合拉力均值降低的同时,离散性呈现先增大后降低的变化规律。而在界面处失效的样本数逐渐增多,且随着烘烤时间增加失效在界面处的样本键合拉力逐渐降低,因此总体样本键合拉力离散性呈现出了先增大后减小的规律。图6(b)为烘烤24 h后键合拉力测试失效在界面处的样本的界面状态,可以看到金属间化合物已经完全覆盖键合界面,并且已形成明显厚度。
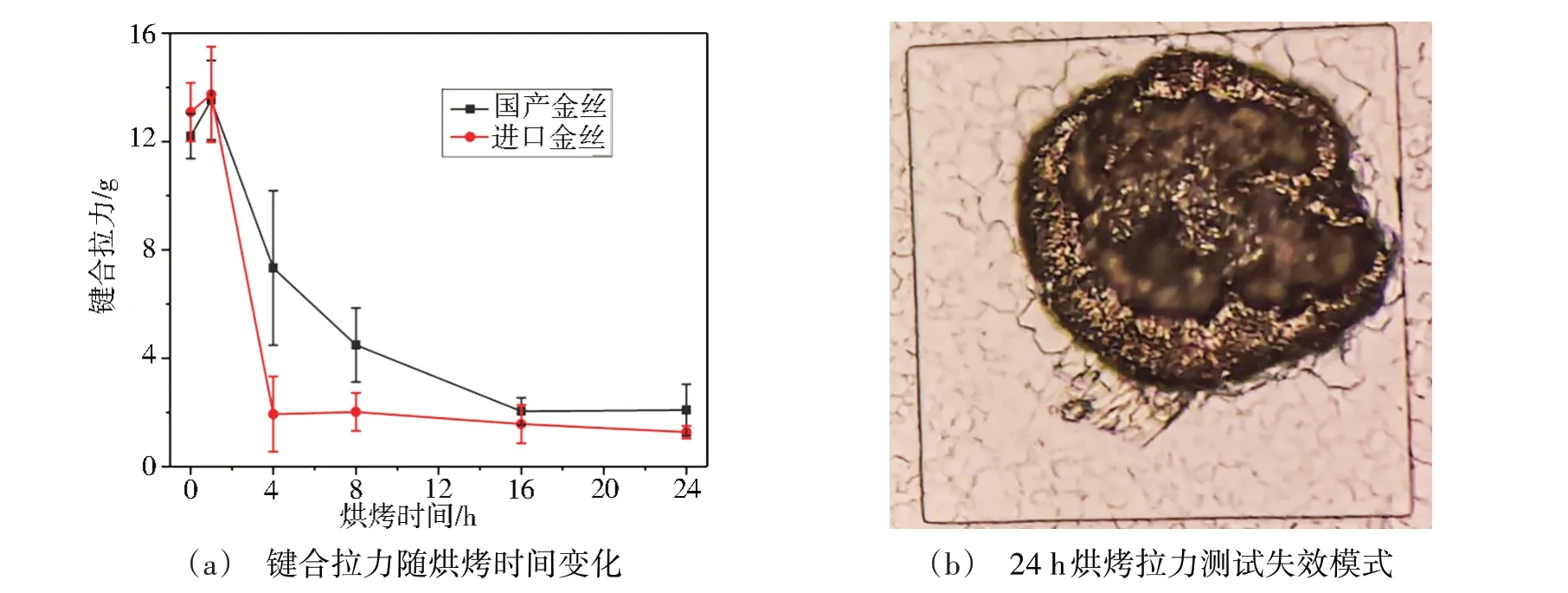
图6 高温烘烤对键合可靠性的影响Fig.6 Effect of high temperature baking on bonding reliability
对键合样件进行制样,分析键合界面IMC和柯肯达尔孔洞。金铝键合界面处,在300 ℃高温下,焊盘的铝向焊点的金中扩散更为明显,在金球端形成金属间化合物,金属间化合物厚度随着烘烤时间增加不断增厚。随着烘烤时间增加,界面处产生孔洞,柯肯达尔孔洞不断扩展,逐渐贯穿整个焊点界面,形成脱焊,见图7。

图7 300 ℃烘烤24 h键合界面Fig.7 The interface of the wire bond after baking at 300 °C for 24 hours
观察界面IMC 的变化规律,随着烘烤时间延长,界面金属间化合物从Au5Al2向Au2Al 转变,当烘烤时间达到24 h 时,金属间化合物主要为Au2Al。对比国产金丝和进口金丝界面扩散情况,扩散趋势和界面成分无明显差别,国产金丝扩散速度及裂纹生长速度略低于进口金丝。
3 结论
(1)通过对建立的评价体系的应用表明,可以通过对其中一些关键指标选取形成针对某一产品具体的评价点,从而可以使不同厂家之间的键合金丝进行对比,讨论其在产品中的可应用性。
(2)在材料基础性能参数方面,国产键合金丝拉断力、伸长率、化学成分等关键指标满足GB/T8750—2014 中的相关要求,材料基础性能参数与进口金丝材料基本一致。在工艺适用性方面,分别验证了楔焊键合工艺和球焊键合工艺,国产金丝材料键合焊点外观和键合拉力均>3.0 g,国产金丝具有良好的可键合性,可以满足替代进口同类材料的需求。在应用可靠性方面,根据宇航应用环境工况,对通用的金铝键合界面高温演化可靠性进行了验证评估。金铝键合界面高温演化规律与进口金丝一致,呈现随温度升高,时间延长,IMC不断增厚、界面裂纹不断扩展、键合强度不断降低的退化规律,且国产金丝键合强度降低速度慢于进口金丝,呈现了更优异的应用可靠性。
猜你喜欢
电子产品可靠性与环境试验(2021年5期)2021-11-12 09:00:24
功能材料(2020年9期)2020-10-10 01:07:48
无机化学学报(2020年7期)2020-07-20 02:06:44
橡胶科技(2018年10期)2018-02-16 19:40:49
科学家(2017年15期)2017-09-20 14:43:52
山东工业技术(2016年16期)2016-08-15 16:02:11
小主人报(2015年4期)2015-09-14 02:50:29
小主人报(2015年2期)2015-03-01 12:30:54
小主人报(2015年3期)2015-02-28 20:41:54
长江大学学报(自科版)(2014年1期)2014-03-20 13:20:12
