
超声波焊接仪器原理研究及实现
2023-04-29 00:00:00孟德川杨晓林李俊霖赵小东马跃申子钺江龙涛邓玉福
沈阳师范大学学报(自然科学版) 2023年6期













摘 要:超声波技术在工业焊接领域应用广泛,而目前的超声波发生器由于逆变电路、高频变压器的设计局限性,大部分无法匹配不同型号的换能器。为了解决这一问题,研究了超声波发生器主体结构及工作原理,设计了一套由单端反激式逆变电路、高频变压器、串联匹配网络构成的超声波发生器。完成了逆变电路、开关管及高频变压器的设计,并在考虑了谐振、滤波等因素后选择了具有滤波作用及良好变阻性的L-C匹配网络。经过对匹配网络原理的分析,给出了各组匹配网络中元件的理论数据。对整体电路参数模型进行了仿真测试及实物整机实验测试,证明了此设计可以匹配多频段的超声波换能器并可长时间保持稳定的工作状态。
关 键 词:超声波发生器; 逆变电路; 匹配网络; 超声波换能器
中图分类号:TB51+7 文献标志码:A
doi:10.3969/j.issn.1673-5862.2023.06.015
Research and implementation of ultrasonic welding instrument principles
MENG Dechuan1,2, YANG Xiaolin1, LI Junlin3, ZHAO Xiaodong3, MA Yue2,4, SHEN Ziyue1, JIANG Longtao1, DENG Yufu2,4
(1. College of Physical Science and Technology, Shenyang Normal University, Shenyang 110034, China; 2. Liaoning Radiation Instrumentation Professional Technology Innovation Center, Shenyang Normal University, Shenyang 110034, China; 3. Liaoning Instrument Research Institute Co., Ltd, Dandong 118002, China; 4. Experimental Teaching Center, Shenyang Normal University, Shenyang 110034, China)
Abstract:Ultrasonic technology is widely used in the field of industrial welding, but the most ultrasonic generators are incompatible with several transducers owing to the limitations in inverter circuit and high-frequency transformer design. In order to solve this problem, in this paper we analyze the common ultrasonic welding instruments, and introduce the structure and working principle of each part of the ultrasonic instrument. Based on the study of the main structure and working principle of the ultrasonic generator, a set of ultrasonic generator composed of single end fly back inverter circuit, high-frequency transformer and series matching network is designed. The design of the inverter circuit, switch transistor, and high-frequency transformer is completed, and a L-C matching network with filtering effect and good variable resistance is selected after considering factors such as resonance and filtering. After analyzing the principle of the matching network, theoretical data of the components in each matching network are provided. The simulation test of the whole circuit parameter model and the test of the whole machine prove that this design can match the multi frequency ultrasonic transducer and maintain a stable working state for a long time.
Key words:ultrasonic generator; inverter circuit; matching network; ultrasonic transducer
超声波是一种波长极短的机械波,在空气中的波长一般小于2cm,远小于可听声波(3cm~20m),故在均匀介质中超声波的直线传播能力更强,方向性及束射集中性更加优秀[1]。超声波技术由于此特性被应用于多种工业生产中。超声波焊接技术是20世纪50年代迅速崛起的一种新型加工技术,其基本原理是将高频振动传递到2个焊接物体表面并对其加以一定的压力,使两焊件互相摩擦产生热量。当达到一定温度时,两焊件的原子键便会互相连接从而达到焊接的目的[2]。对比传统焊接工艺,超声波焊接技术具有焊接强度高、焊接速度快、成本低、污染小等优点,在工业焊接中有着无可替代的地位。本文主要介绍了超声波焊接仪器的结构原理并在对其进行深入研究后设计了一款结构简单、易于操控的超声波发生器,可以通过调节匹配网络数值匹配绝大部分超声波换能器并使其稳定工作。
1 超声波焊接仪器原理
超声波焊接仪由发生器、换能器及匹配网络3个部分构成[3]。其中:发生器可以将直流信号转换为高频交流信号;换能器作为能量转换装置可将接收到的交流信号转化为机械能,从而得到超声波;匹配网络是连接发生器和换能器的重要组成部分,可以改变换能器的阻抗特性,从而使其稳定工作[4]。
1.1 超声波发生器
市电经整流滤波后,为控制电路提供一个可控的、连续可调的直流供电,然后,利用脉冲振荡电路实现脉宽及频率的变化,进而控制可控硅的导通频率,完成直流到高频交流的功率转换,最后经过高频变压器为换能器供电。通过功率反馈电路稳定输出功率,通过频率跟踪电路使得换能器工作在谐振频率点,让发生器工作在最佳状态[5]。利用保护电路和人机交互系统实现发生器的安全运行和故障报警处理,同时,保证设备在无人值守的条件下,实现系统自我安全工作和故障无人报警[6]。超声波发生器原理如图1所示。
1.2 超声波换能器
超声波换能器根据其制造材料及工作原理的不同,可以分为压电陶瓷式换能器和磁致伸缩式换能器。磁致伸缩式换能器一般适用于6kW及以上的大功率场合[7]。由于部分超声波焊接仪工作时功率不会超过4kW,故本文主要讨论压电陶瓷式换能器。焊接用压电陶瓷式换能器结构如图2所示。压电陶瓷式换能器主要由压电陶瓷片、变幅杆和焊头组成。当高频交流信号传递到压电陶瓷片时,由于正逆压电效应的作用,压电陶瓷片将会产生高频振动,继而将振动传递到变幅杆上[8]。变幅杆的主要作用是把机械振动的质点位移或速度放大,或者将超声能量集中在较小的面积上,即聚能作用。超声换能器辐射面的振动幅度只有几微米,而在大功率超声应用中,辐射端面的振动幅度一般需要几十到几百微米[9]。因此,必须在换能器的端面连接变幅杆,将机械振动振幅放大。振动经过变幅杆增大振幅后传递到焊头上,焊头高频振动能传递到焊接件间的接触面上,使两焊接件接触面处的分子产生内摩擦,从而产生大量热量,温度急剧上升,使接触面处达到熔化状态,在超声停止后,使作用于焊接件上的压力保持一定的时间,接触面上熔化的材料逐渐冷却凝固成具有一定强度的接头,从而实现焊接[10]。
图3所示为压电陶瓷式换能器的等效电路图。其中:C0为超声波换能器的静态电容,它由压电陶瓷片的物理参数来决定;R0是压电陶瓷片内的介质电损耗,其数值无穷大,一般将其忽略; Rm为动态电阻;Lm为动态电感;Cm为动态电容,它是由换能器的磨损、工作状态等数据换算的等效数值。这些参数均可在超声波换能器谐振工作时通过阻抗分析仪测量其具体数值[11]。
1.3 匹配网络
由图3可以看出,超声波换能器对外会呈现容性的负载特性。在实际工作时,人们往往希望在换能器上得到最大的输出功率。假若将超声波发生器与换能器直接相连,根据纯电阻电路的最大负载特性,此时在换能器上无法得到最大的输出功率。因此,需要在信号输出端和接收端之间加入一个确定的网络结构,其必须具有感性补偿的能力,通过补偿可以将容性负载等效为纯电阻负载。常见的匹配网络有串联式和并联式匹配,分别通过在换能器前串联或并联电感从而达到匹配效果。其等效电路如图4和图5所示。
2 超声波发生器的实现
2.1 功率开关管的选择
功率开关管是逆变电路的核心元件,很大程度上决定了逆变电路的工作质量。常见的功率开关管有门极可关断晶闸管、电力晶体管、电力场效应晶体管及绝缘栅双极晶体管。根据对电路结构的分析,开关管需满足可在高频环境下工作、安全工作范围大、工作损耗小、可承受较高的电压电流、易于控制、性价比较高等条件[12]。门极可关断晶闸管和电力晶体管的驱动类型为电流驱动,控制难度较高,绝缘栅双极晶体管工作范围较小,故不适合本文设计。本文选择了电压驱动、易于控制、损耗小、寿命长的电力场效应晶体管(metal oxide semiconductor FTET,MOSFET)作为逆变电路的功率开关管。
2.2 逆变电路的设计
针对不同焊接对象所使用的超声波换能器的工作频率是不同的,常见的焊接用超声波换能器工作频率在15~28kHz。在设计逆变电路时要考虑逆变电路的工作可靠性、频率适用性等因素。经过对比分析4种常见的逆变电路,发现单端式是较为理想的逆变电路。但为了防止磁饱和现象的出现,需要给单端正激式逆变电路增加磁复位线圈结构,这也使得此种电路一般体积会很大,不利于实际生产。故本文设计了一款采用TL494芯片作为触发脉冲控制MOSFET开关管的单端反激式逆变电路。
2.3 高频变压器磁芯材料的选择
常见的磁芯材料有软磁铁氧体、坡莫合金和非晶态合金3种。虽然坡莫合金和非晶态合金的磁导率较锰锌铁氧体材料高,但锰锌铁氧体材料可塑性较好,易于加工,在高频工作环境下损耗低且具有较高的居里温度和稳定的温度特性[13]。故在考虑了以上因素后,本设计选择锰锌铁氧体材料作为磁芯的材料。在经过多次实验验证后,选择了初级线圈与次级线圈匝数比为10∶40。
3 匹配网络及超声波换能器的选择
对比上文介绍的2种匹配等效电路,并联匹配等效电路中匹配电感L0处于并联支路,缺乏滤波功能,而串联等效电路不仅可以使有功电阻降低,提高驱动能力,而且兼有滤波及保护作用。本文选用串联匹配电路作为匹配网络[14]。
串联匹配等效阻抗为
当换能器处于谐振状态时,虚部X=0,由式(1)可知,当谐振时换能器总阻抗为
此时匹配电感L0的值为
为了验证设计的可靠性,本文选用了一台20kHz的超声波口罩焊接换能器,使用阻抗分析仪测量其具体参数,如图6所示。由式(3)可以推导出串联匹配的匹配电感L0的数值为0.454μH。
4 实验结果分析
对设计的超声波发生器进行仿真实验及实物测试,使用软件对上述设计的超声波发生器进行仿真,仿真电路如图7所示。
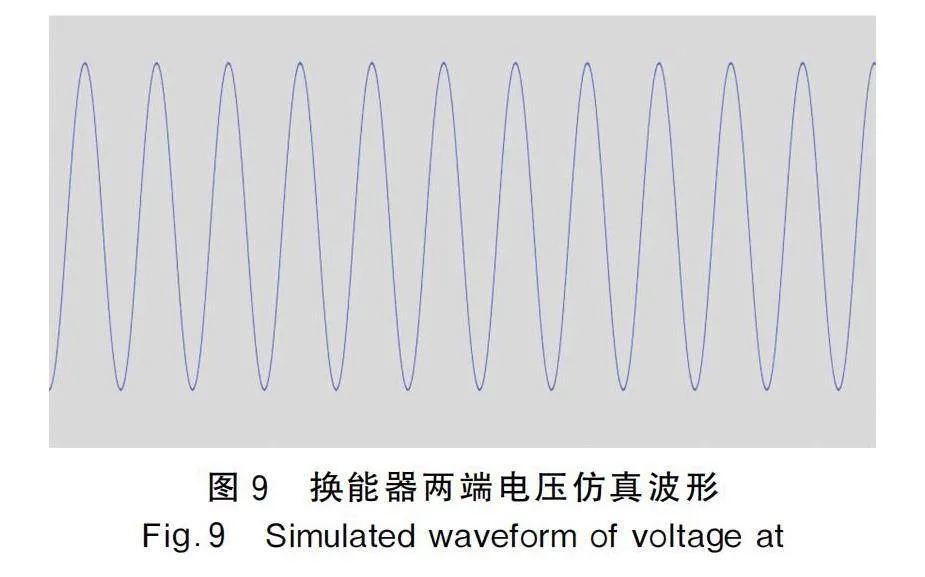
模型器件取值按照前面的计算参数确定,利用脉冲电压模拟控制换能器的驱动信号,脉冲频率为20kHz,与实际电路的取值一样。通过模拟示波器观察触发脉冲波形及换能器两端电压仿真波形。触发脉冲波形及换能器两端电压仿真波形如图8和图9所示。
实物测试对象为医用口罩原片。通过观察换能器两端电压输出波形及口罩焊接效果分析换能器能否正常工作。将逆变电路、高频变压器、串联匹配网络、超声波换能器连接,设置高频变压器匝数比为10∶40,匹配电感为0.454μH,测得触发脉冲及换能器两端输出电压波形如图10和图11所示。
在对实验结果进行分析后可以发现,在仿真测试及实物中测得的换能器两端输出波形均为标准的正弦波形,证明了此时换能器处于最佳谐振工作状态,且超声波换能器能够快速完成口罩的焊接,工作效果良好稳定。
5 结 论
本文分析了超声波焊接仪器的工作原理及结构特点,在对其进行深入研究的基础上设计了一款结构简单、可靠性高、适用范围广的超声波发生器,在经过仿真电路测试及实际电路测试并对得到结果进行分析后,证明了本设计的可行性。
致谢 感谢沈阳师范大学重大项目孵化工程(ZD202001)的支持。
参考文献:
[1]BREHL D E,DOW T A. Review of vibration-assisted machining[J]. Precis Eng, 2008,32(3):153-172.
[2]原艺博,李琳,刘海龙. 一种频率可调超声波发生器设计[J]. 太赫兹科学与电子信息学报, 2020,18(2):339-344.
[3]鲍善惠. 超声波电发生器的最大输出功率和效率[J]. 应用声学, 2003,22(5):12-17.
[4]袁瑞娟,沈建国. 75kW超声波发生器控制信号研究[J]. 声学技术, 2012,31(4):398-402.
[5]AZARHOUSHANG B,AKBARI J. Ultrasonic-assisted drilling of Inconel 738-LC[J].Int J Mach Tool Manu, 2007,47(7-8):1027-1033.
[6]GEPHARDT S,SCHONECKER A,STEINHAUSEN R,et al. Quasistatic and dynamic properties of 1-3 composites made by soft molding[J]. J Eur Ceram Soc, 2003,23(1):153-159.
[7]XU Y S,ZOU P,YANG X L,et al. Study on ultrasonic generator for ultrasonically assisted machining[J]. Adv Mater Res, 2013,797:320-325.
[8]KARDYS W,MILEWSKI A,KOGUT P,et al. Universal ultrasonic generator for welding[J]. Acta Phys Pol A, 2013,124(3):456-458.
[9]王光旭,任娟慧. 大功率超声波发生器的Pspice仿真研究[J]. 舰船电子工程, 2020,40(7):117-119.
[10]ZHANG C X,LI H,LIU Q X,et al. Ultrasonic welding of aluminum to steel: A review[J]. Metails-Basel, 2022,13(1):29.
[11]袁梁杰. 基于动态补偿原理的超声波发生器研究[J]. 电子工业专用设备, 2018,47(2):17-22.
[12]张科,蒲娟. 超声波发生器中信号源的设计与仿真[J]. 大众科技, 2014,16(5):1-3.
[13]刘亚丕,石康,石凯鸣,等. 软磁磁粉芯和烧结软磁材料: 结构、性能、特点和应用[J]. 磁性材料及器件, 2022,53(4):112-118.
[14]严勇文,隆志力,何将三,等. 变频式超声波发生器的高速锁相研究[J]. 电子与封装, 2010,10(2):35-37.
