提高中间包连浇炉数的生产实践
2023-04-29 15:39:25汤孝斌
冶金信息导刊 2023年5期
汤孝斌


摘 要:中间包包衬寿命和连浇炉数是衡量连铸机生产能力的一项重要经济技术指标,通过提高中间包包衬寿命与连浇炉数,不仅可以稳定炼钢工序生产节奏,有效提高连铸机作业率,减少中包更换次数,还可以降低耐材成本和炉前出钢温度,提高金属收得率。
关键词:中间包;连浇炉数;生产实践
PRACTICE ON INCREASE IN CONTINUOUS CASTING HEATS IN TUNDISH
Tang Xiaobin
(Yangchun New Steel Company Limited. Yangchun 529600,China)
Abstract:The ladle life and the number of continuous pouring furnaces is an important economic and technical index to measure the production capacity of the continuous casting machine. By improving the ladle life and the number of continuous pouring furnaces, not only can the production rhythm of the steelmaking process be stabilised, the operation rate of the continuous casting machine be effectively improved and the number of ladle changes be reduced, but also the cost of resistant materials and the temperature of the steel output before the furnace can be reduced and the metal yield can be improved.
Key words:intermediate ladle; number of continuous pouring furnaces; production practice
0 前 言
阳春新钢铁有限责任公司炼钢厂拥有五机五流小方坯连铸机3台,主要生产HRB400E,HRB500E,HPB300,XGL等钢种,普碳钢最高拉速5.7 m/min、工作拉速4.0~4.8 m/min,因中间包寿命普遍不高,导致金属收得率低、能耗高,大大增加了炼钢工序成本和员工劳动强度。因此提高中间包使用寿命、减少频繁换包造成的时间浪费、降低生产成本和员工劳动强度,成为当前要解决的首要问题。炼钢厂根据现场实际情况,理论联系实际,针对当前高拉速下中间包存在的的上水口扩径、塞棒尖、护板侵蚀严重等问题进行攻关,制定了相应的技术改进措施,从而使得中间包使用寿命稳定提升至24 h、平均连浇炉数提升至44炉以上。
1 问题调查
1.1 中间包使用状况分析
根据统计数据,2021年1~12月,年平均连浇炉数37.7炉。
1.2 影响中间包连浇炉数的主要因素
影响中间包连浇炉数的主要因素有:
1)中间包制作质量;
2)烘烤制度;
3)功能型耐火材料、中间包干式料质量;
4)生产组织模式;
5)中间包钢水过热度。
统计2021年中间包耐火材料影响生产次数见图1。
2 影响中间包连浇炉数原因分析及改进措施
2.1 提高中间包制作质量,避免中间包包壁疏松在烘烤时掉料
中间包包壁疏松主要体现在中间包包壁与包底接触的位置,在烘烤时出现掉料影响干式料寿命,造成连浇炉数未能按计划执行。包壁疏松表现为包壁直墙面与包底交界处长条状粉末掉落,形成“狭缝状”,如图2框处所示。
针对现场情况,发现造成中间包包壁疏松掉料的原因有:
1)干式料布料不合理。当前中间包黏结剂配比偏低,且修砌时存在扎堆集中布料现象,导致干式料中的大颗粒镁砂易发生偏析;
2)干式料底料混料不均匀存在偏析,导致局部粗颗粒多,细颗粒少,烧结后黏结强度不够。
改进措施:
1)对底料布料方式优化(采取摆动布料),避免局部粗颗粒富集烧结强度不够;
2)对干式料底料粒级配比进行调整、适当减少粗颗粒比例,延长混匀时间、减少偏析,解决干式料粗颗粒偏析导致的局部疏松、烧结黏结强度不够问题。
2.2 优化中间包烘烤制度,改进干式料烘烤不均匀及烘烤时间长导致的材料氧化问题
在煤气热值发生变化时出现干式料烘烤不均匀及烘烤温度过高包衬开裂现象,造成中间包无法使用,烘烤后中包内温度高于1 100 ℃时包盖上的残钢、残渣熔化,堵塞中间包上水口,造成中间包无法开浇[1]。为此,根据中间包烘烤温度曲线(图3)优化了中间包烘烤制度(图4),缩短中火、大火烘烤时长,根据煤气热值调整烘烤时长及煤气、风阀的开启度,避免长时间中温烘烤造成干式料烧结强度低及长时间高温烘烤造成塞棒抗氧化涂层氧化、盖板垮料等影响中间包寿命。
2.3 中间包耐火材料改进
中间包耐火材料主要有塞棒、上水口、火泥、护板、干式料,这几种耐火材料能否与包衬寿命同步,将直接影响中间包的寿命。
2.3.1 塞棒改进
中间包塞棒的原棒尖为尖头型,控流精度高,但满足不了长时间控流行程要求,棒头不耐侵蚀,棒身渣线部位耐侵蚀效果差。因此,采取了以下改进措施:1)将塞棒头由尖头型(图5)改为圆头型(图6)[2],满足了塞棒行程要求且不影响控流精度;2)塞棒头由铝碳材质改为铝镁碳材质,提高了塞棒头的抗侵蚀性能。
2.3.2 上水口材质改进
适当提高上水口外套材质Al2O3含量,抵抗浇注时钢水对上水口外套侵蚀引发的上水口碗口开裂问题,图7(右)为碗口外套Al2O3含量低的上水口,出现图8碗口外套严重渗钢情况,改进成图7(左)碗口外套Al2O3含量高的上水口,碗口渗钢情况得到有效解决。
2.3.3 座砖与上水口涂抹火泥的改进
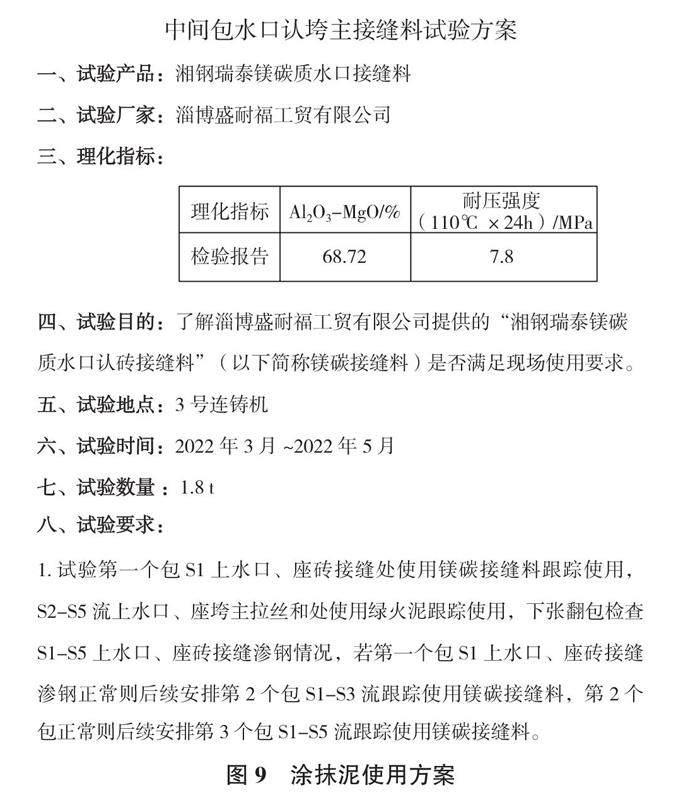
座砖与上水口之间的配合间隙为3 mm,间隙之间发生过渗钢,存在事故隐患,为此采取的措施是:改进座砖与上水口的涂抹火泥(图9),使火泥与上水口的膨胀系数一致,确保浇注过程中不发生座砖与上水口间隙渗钢(图10),经过技术改进后,座砖与上水口存在的渗钢问题得到解决,满足连浇炉数要求。
中间包水口认垮主接缝料试验方案
一、试验产品:湘钢瑞泰镁碳质水口接缝料
二、试验厂家:淄博盛耐福工贸有限公司
三、理化指标:
四、试验目的:了解淄博盛耐福工贸有限公司提供的“湘钢瑞泰镁碳质水口认砖接缝料”(以下简称镁碳接缝料)是否满足现场使用要求。
五、试验地点:3号连铸机
六、试验时间:2022年3月~2022年5月
七、试验数量 :1.8 t
八、试验要求:
1.试验第一个包S1上水口、座砖接缝处使用镁碳接缝料跟踪使用,S2-S5流上水口、座垮主拉丝和处使用绿火泥跟踪使用,下张翻包检查 S1-S5上水口、座砖接缝渗钢情况,若第一个包S1上水口、座砖接缝渗钢正常则后续安排第2个包S1-S3流跟踪使用镁碳接缝料,第2个包正常则后续安排第3个包S1-S5流跟踪使用镁碳接缝料。
2.3.4 中间包护板提质
随着连浇炉数的提高,中间包受钢口两侧护板出现侵蚀严重情况,影响中间包使用寿命,通过对护板的厚度及渣线位材质、渣线位高度调整,提高了护板的抗侵蚀性能,满足了连浇炉数要求,图11为改进前护板厚度5 cm,图12为改进后护板厚度8 cm。
2.3.5 中间包干式料改进
中间包底料(钢水罐镁碳砖制成)FeO含量高、熔点低、镁砂含量少,底料对上水口保护不好出现上水口锆碗开裂、锆碗与外套分离等问题,对中间包底料进行粒级配比调整,通过磁选减少FeO含量、增加镁砂含量等措施,改进前中间包底料(图13),粗颗粒度大,杂质多,对上水口碗口保护不好,改进后中间包底料(图14),杂质减少,颗粒度均匀,对上水口碗口保护良好。适当增加干式料粗颗粒镁砂比例,提高镁砂纯度,从而提高干式料的抗侵蚀性能,为提高连浇炉数奠定了基础。
2.3.6 生产组织优化
对拉坯曲线进行优化,因高铁耗生产模式拉速较慢,将高铁耗生产模式的拉坯曲线对应的温度区间放宽,将原来的3 ℃一个区间改为5 ℃一个区间,减少拉速频繁波动、塞棒频繁控流造成的棒尖侵蚀。
2.3.7 低过热度浇注
为了稳定钢包和中间包温度,减少因钢包周转时间长带来的温度波动过大给连铸的连续稳定生产带来的不利影响,减少了钢包周转个数,使钢包到中间包的温降减少,对钢水进出站温度进行了下调,中间包平均温度下降3 ℃,平均过热度在15 ℃,实现了中间包低过热度浇注,减少了高温钢水对中间包耐火材料的侵蚀。
3 结 论
通过以上措施的实施,炼钢厂中间包平均连浇时间从21 h提高至24 h,平均连浇炉数从37.7炉提高至44炉(图15),最高连浇炉数从43炉提高至50炉。中间包连浇炉数提高使每月浇次数减少6~7个,从而使停开浇头尾废、水口废及过程其他挑废极大减少。连浇炉数的提高,使钢轧匹配度进一步提高,热送热装率提高10%,减少入加热炉冷钢坯数量及加热炉煤气消耗量,提高连浇炉数使公司全年生成本节约150万元以上,同时浇次数的减少降低了工人的劳动强度,进一步提高了连铸过程生产控制水平。
参考文献
[1] 刘永平,梁亚,刘建伟,等.提高中间包连浇炉数的生产实践[J].山东冶金,2006(2):18-19.
[2] 胡庆利,赵铁成,王彬.提高中间包连浇炉数的生产实践[J].河北冶金,2008(4):53-54+98.