
冲压封头的成形方法对材料力学性能的影响
2023-04-29 00:44:03熊从贵胡家扬陈灵江何静
化工机械 2023年2期
熊从贵 胡家扬 陈灵江 何静

摘 要 通过对不同成形方法制造的封头进行封头直边的硬度测试和力学性能试验,得出同批次、相同厚度的钢板,在不同的加工单位采用相同的成形方法成形后测得的表面硬度值有较大差异。封头成形后直边处的表面硬度值与钢板厚度、钢板厚度与封头直径之比成正比。在冷态对热冲压成形封头的直边进行整形,会导致封头直边处的表面硬度增加。冷冲压成形的封头热处理后与热冲压成形的封头在直边处的材料屈服强度、抗拉强度和低温冲击吸收能量合格,断后伸长率多数不合格。
关键词 热冲压 冷冲压 热处理 封头 硬度 断后伸长率
中图分类号 TQ050.6 文献标识码 A 文章编号 0254?6094(2023)02?0158?06
根据结构形式可将凸形封头分为半球形、球冠形、椭圆形和碟形[1],其中椭圆形封头因加工工艺较简单、承载能力较高,广泛应用于低中压容器中,除高压容器采用球形封头,以及个别特殊用途之外,其余均采用椭圆形封头。常用的椭圆形封头的加工方法有冷旋压、热旋压、冷冲压、热冲压[2]。旋压加工不需要大功率的大型冲压设备,还能避免高昂的模具费用,可根据需要灵活地调整尺寸,适用于加工大型的、非批量的椭圆形、碟形封头;冲压加工的效率较高,适用于加工直径较小的椭圆形、碟形封头。由于受到设备冲压能力和压力容器技术要求[3]的限制,部分椭圆形、碟形封头需要采用热冲压成形,其余均采用冷冲压成形,成形后进行热处理。唐波涛通过Q345R封头拼缝的焊接和热处理工艺试验,研究了退火温度、正火的冷却方式对焊缝力学性能的影响[4];徐春梅和赵红标通过试验证明了封头成形的热过程对其拼接接头的弯曲性能和冲击韧性没有影响,对抗拉强度有削弱[5];杨宇卫和赵镇波通过金相和力学性能试验,发现Q345R正火钢板在略高于正火温度下加热成形,并控制封头的终压温度,可以替代常规的正火处理[6];朱超兵等模拟热加工方法,采用Q345R热轧钢板,分析了力学性能和组织变化,表明在915~975 ℃之间对Q345R热轧钢进行正火热处理,会导致其组织变粗,拉伸强度、冲击功等力学性能降低[7];王传标等对冲击功不合格的16MnDR钢制热冲压封头进行化学成分、力学性能和工艺分析,发现加热温度高达1 050~1 100 ℃,过高的加热温度导致材料的冲击性能下降[8];李玉红对在950~970 ℃加热成型的65 mm厚度Q345R封头的随炉试板进行试验时发现弯曲性能、低温冲击韧性、断后伸长率、屈服强度、抗拉强度均不合格,经分析发现是母材合金元素偏析和封头热成型后冷却速度较小造成的[9];朱玉琳和杨庆远对冷旋压封头的直边、过渡段和球面区分别取样进行力学性能试验,发现经冷旋压后封头母材的屈服强度、抗拉强度和表面硬度均有所提高,不同部位提高的幅度各不相同,直边段的提高幅度最大,過渡段次之,球面区最小[10]。在经过热处理后,屈服强度、抗拉强度和表面硬度均有所下降,其中直边段降低幅度最大,过渡段次之,球面区最小,但均高于母材原始数值。冷旋压后母材的伸长率严重降低,部分出现不合格的情况,在经过消除应力热处理后,各部位母材的伸长率明显得到恢复,原下降幅度最大的直边段也恢复得最多,过渡段和球面区次之,但是均未达到钢板原始数值。
封头的加工方法对材料力学性能的影响较大,现有文献对封头热加工后力学性能的研究较多,但都是对某项不合格指标的分析和研究,未见对热冲压封头、冷冲压后消除应力热处理封头的各部位力学性能的试验结果,因此笔者分别对热冲压封头、冷冲压后消除应力热处理的封头进行成形状态下的表面硬度测试和直边段材料力学性能试验,并进行试验结果对比分析。
1 成形状态对封头表面硬度的影响
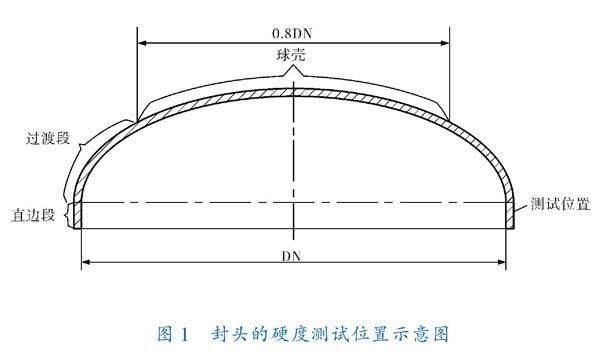
封头的失效位置多数出现在直边段上[3],如图1所示,硬度测试以封头的直边段为对象,选择在直边段的外表面沿着封头圆周方向大致均匀地布置测点。
1.1 成形工艺对封头硬度的影响
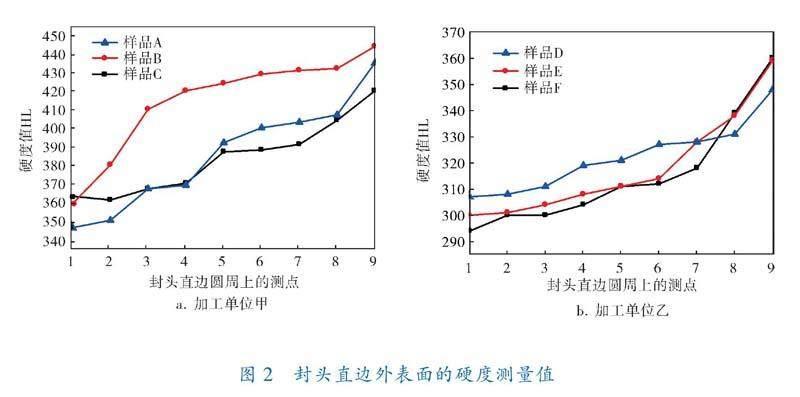
根据产品规范的要求,压力容器用凸形封头在冷成形后,应进行消除残余应力退火热处理。对于不同的封头加工单位,即使采用相同的成形方法,在成形工艺上也不完全相同;即使采用相同的热处理工艺,在保温时间、温度场的均匀性方面也不完全相同,这些因素都会影响到封头成形后的表面硬度。选取厚度10 mm的同批号Q245R钢板在两家单位采用冷冲压成形加工DN 900 的标准椭圆形封头,成形后进行消除残余应力退火热处理,封头直边处测得外表面的硬度值如图2所示。
从图2可以看出,相同的材料、相同的封头形式和规格,采用冷冲压成形,消除残余应力热处理后封头直边的里氏硬度差别较大。单位甲加工的封头,消除残余应力热处理后测得的最小表面硬度HL346,最大表面硬度HL444,平均表面硬度约为HL355;单位乙加工的封头,消除残余应力热处理后测得的最小表面硬度HL294,最大表面硬度HL360,平均表面硬度约为HL320。单位甲加工的封头测得的表面硬度值明显大于单位乙加工的封头。通过对热处理工艺的调查,发现单位乙的热处理保温时间较长,使得封头的残余应力释放更充分。另外,封头堆叠在热处理炉中时,上下相邻的封头之间保持一定的空隙,使得封头的加热温度更均匀。
1.2 封头的厚径比对硬度的影响
单位乙采用不同厚度的Q245R钢板冷冲压加工公称直径分别为DN 600、DN 1 200、DN 1 600、DN 1 600、DN 1 800的标准椭圆形封头,消除残余应力热处理后测得的不同厚径比的封头直边外表面的硬度值见表1。
从表1可以看出,除DN 600×10 mm的封头以外,其余封头成品直边处的硬度值与封头壁厚与直径之比(简称厚径比)呈正比增加的关系,与封头的壁厚也呈正比增加的关系。封头在冷成形过程中,其厚径比越大,材料的冷作硬化程度越严重,其表面硬度值应越大。经与加工单位沟通,DN 600×10 mm封头显现出的差异性,主要原因是DN 600×10 mm封头的热处理保温时间比其他封头的热处理保温时间要长,可见封头的消除应力退火热处理时间对封头表面硬度具有重大影响。封头冷冲压加工时,是对钢板的双向拉伸,相同的钢板厚度,成形直径越小,钢板的冷加工变形量越大,材料组织的晶格位错和晶粒破碎越严重,如果热处理温度或者保温时间不够,再结晶不完全,因晶格错位和晶粒破碎引起的残余应力没有完全释放,冷作硬化得不到完全改善,将成为封头表面硬度较高的主要原因。
1.3 成形方法对封头硬度的影响
冲压封头有冷冲压成形加消除残余应力热处理和热冲压成形两种成形方法,为了验证两种成形方法对封头直边处硬度的影响,单位乙用同批号的8 mm厚Q245R钢板分别采用两种成形方法各加工了两只标准椭圆形封头,冷冲压成形封头进行612~627 ℃消除残余应力退火热处理,热处理保温时间为75 min,得到硬度值见表2。
从表2来看,冷冲压封头直边处的表面硬度与热冲压封头直边处的表面硬度基本相同。经与加工单位沟通,因封头热冲压成形后圆度尺寸出现较大偏差,在冷态时对封头直边进行过修正,这一过程会导致封头直边处的表面硬度值升高。因此,热冲压成形的封头表面硬度低于冷冲压成形后消除残余应力热处理的封头表面硬度。
2 成形方法对材料力学性能的影响
为分析冷冲压成形加消除残余应力热处理和热冲压成形两种成形方法对封头材料力学性能的影响,单位乙分别用两种成形方法加工了Q345R材料的DN 1200×8 mm标准椭圆形封头、Q245R材料的DN 1200×12 mm标准椭圆形封头,消除残余应力热处理的工艺为入炉温度60~80 ℃,升温速度约80 ℃/h,保温温范围度610~625 ℃,保温时间75 min,冷却速度170~200 ℃/h,出炉温度150~180 ℃。封头成形后在成形封头的直边段取样进行力学性能试验,试样的拉伸方向为封头的周向,冲击试样的缺口方向垂直于封头的周向,其力学性能试验结果见表3、4。
从表3、4可以看出,Q345R、Q245R钢制封头,无论是热冲压成形,还是冷冲压成形后进行消除残余应力退火热处理,其屈服强度、抗拉强度和低温冲击韧性均能够满足材料标准值的要求,且与材料原始值相比均有提高,但断后伸长率均低于材料原始值,部分甚至出现不合格的情况。主要原因是金属在产生塑性变形时,晶粒的位错密度增大,位错间的交互作用增强,晶粒间相互缠结,导致晶粒的位错运动阻力增大;另外晶粒破碎细化,金属塑性变形抗力增大。
3 结论
3.1 相同的材料、相同的封头型式和规格,即使采用相同的成形方法,成形后测得的封头表面硬度值也差异较大。
3.2 封头成形后直边处的硬度值与封头的厚径比为正比增加关系,与封头壁厚也呈正比增加关系,封头消除应力退火热处理的保温时间对封頭表面硬度有重大影响。
3.3 热冲压成形的封头表面硬度低于冷冲压成形后消除残余应力热处理的封头表面硬度,在冷态对热冲压成形的封头直边进行整形会导致封头直边处的表面硬度增加。
3.4 冷冲压成形封头热处理后与热冲压成形封头的直边处的材料屈服强度、抗拉强度和低温冲击吸收能量均高于材料原始值,但断后伸长率低于材料原始值,且多数不合格。
3.5 热成形封头的钢板交货状态对封头成形后的力学性能影响较大,热冲压成形时封头的加热温度不宜过高,终止成形温度高于其钢板的正火温度,有利于提高热冲压成形封头的综合力学性能。冷冲压成形封头进行再结晶退火热处理,有利于使在冷冲压成形时破碎、畸变的晶粒重新结晶为均匀的等轴晶粒,恢复钢板的力学性能。
参 考 文 献
[1] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.压力容器封头:GB/T 25198—2010[S].北京:中国标准出版社,2010.
[2] 冯志猛.封头的热旋压加工及应用[J].压力容器,2006,23(1):49-52.
[3] 熊从贵,胡家扬,林通.氨制冷压力容器封头直边开裂原因分析[J].压力容器,2019,36(2):65-71.
[4] 唐波涛.Q345R封头拼焊及热成型工艺研究[J].化工管理,2019(15):180-181.
[5] 徐春梅,赵红标.封头冲压制造热过程对其拼接接头力学性能的影响[J].中国锅炉压力容器安全,2001,17(3):22-24.
[6] 杨宇卫,赵镇波.封头热成形和热处理对于复合钢板组织和力学性能的影响[C]//安徽省科学技术协会.2011年安徽省科协年会——机械工程分年会论文集.合肥:合肥工业大学出版社,2011.
[7] 朱超兵,银润邦,王筱磊.热成形工艺对Q345R热轧钢板力学性能的影响[J].热处理技术与装备,2016,37(1):28-31.
[8] 王传标,任晓,袁浩.热压封头冲击功不合格原因分析及对策[J].热加工工艺,2012,41(11):216-217.
[9] 李玉红.Q345R钢热成型封头带状组织的成因和消除[J].金属热处理,2016,41(5):200-202.
[10] 朱玉琳,杨庆远.冷旋压封头力学性能的试验研究[J].石油化工设备,1991,20(6):25-28.
(收稿日期:2022-03-28,修回日期:2023-03-16)
基金项目:浙江省质监科研项目(20180380)。
作者简介:熊从贵(1982-),高级工程师,从事承压设备设计、制造,高效传热和技术质量管理工作,1034589719@qq.com。
引用本文:熊从贵,胡家扬,陈灵江,等.冲压封头的成形方法对材料力学性能的影响[J].化工机械,2023,50(2):158-162;174.
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:34
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
石油化工设备(2021年4期)2021-07-21 08:46:22
模具制造(2019年10期)2020-01-06 09:13:08
电镀与环保(2017年6期)2018-01-30 08:33:27
焊接(2016年2期)2016-02-27 13:01:20
大型铸锻件(2015年5期)2015-12-16 11:43:22
山东冶金(2015年5期)2015-12-10 03:27:41
中国塑料(2014年5期)2014-10-17 03:02:16
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:44
