基于表面跟踪技术的坭兴陶数字化雕刻问题研究
2023-03-27 05:06刘星毅
科技资讯 2023年4期
关键词:坭兴陶
刘星毅
关键词: 坭兴陶 数字化雕刻 最近邻算法 欧式距离
广西坭兴陶与江苏紫砂陶、重庆荣昌陶、云南建水陶被誉为“中国四大名陶”,它独特的无釉窑变被誉为“中国一绝”[1-2]。坭兴陶历史悠久、驰名中外,是最具广西民族特色的二件宝之一,曾多次作为国礼赠送外宾[3]。近40 多年来,乘着改革开放的东风,坭兴陶产业不断发展壮大,取得了较好的经济效益和社会效益,仅2021 年坭兴陶行业总产值超30 亿元,行业从业人数超过1.7 万人,相关企业超过1 000 家。然而,坭兴陶产业仍有许多制约发展亟须破解的难题,如何摆脱原始手工制作,提高生产效率、降低生产成本是其中一个热点问题,坭兴陶的数字化雕刻对于破解这一热点难题具有较强的现实意义。
目前,坭兴陶雕刻主要是通过手工雕刻完成[4],一件坭兴陶花一个熟练工人几小时间甚至几天时间完成是常态,一些大件坭兴陶更是需要花费几个月的人工完成,这不仅人工成本高,效率低,还严重制约了产业的发展。21 世纪初,坭兴陶的从业人员就对坭兴陶的机器雕刻进行了有益的探索,主要是采用激光雕刻和机器刻刀雕刻。激光雕刻是在烧成的坭兴陶上进行激光灼伤雕刻,机器刻刀雕刻是通过刻刀表面雕刻。由于激光雕刻对坭兴陶仅起到浅浅的留痕作用,雕刻效果非常差,使用范围非常局限;目前数字雕刻的主要研究方向是机器刻刀雕刻,数字雕刻泛指机器刻刀雕刻,数字雕刻虽然可以高效批量雕刻,但由于坭兴陶坯体需自然干燥后才上机雕刻,拉坯的误差及自然干燥过程整个坯体有约5% 的收缩率[5],造成表面不平整不均匀,在表面接触雕刻对误差要求极高,表面的变形致使雕刻时局部刀路深局部刀路浅,甚至局部根本没刀路,成品率太低造成數字雕刻难以推广。解决刀路均匀问题是数字雕刻在坭兴陶产业大规模使用的一个瓶颈问题。采用表面跟踪技术对坭兴陶表面进行二次建模以修改雕刻代码可以有效解决该难题。
1 表面跟踪技术的实现
1. 1 数字雕刻简介
数字雕刻属于数控范畴,一般是通过专用的G 代码来控制雕刻机主轴上的刻刀的运动轨迹,G 代码是使用范围非常广的数控编程语言,常用的三维CAD/CAM 都支持G 代码的导出,市场常见的数控设备一般都支持G 代码[6]。在数字雕刻中,雕刻机主轴上的刻刀主要是通过G 代码的指令及X、Y、Z 坐标控制运动线路,其中X 和Y 坐标是控制刻刀的平面位置,Z 坐标是控制刻刀高度,安装在雕刻机主轴上的高速旋转刻刀在G 代码的控制下按指定的轨迹行进完成设计方案中的雕刻。
1. 2 基本思路
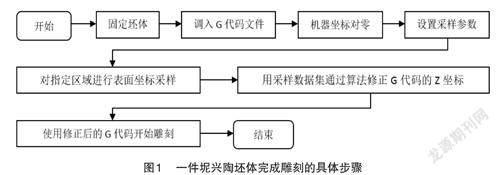
坭兴陶产品具有地域性和民族特色[7]。其陶土是取得广西钦州市的钦江东西两岸特有的两种陶土为原料按比例混合而成[8-9]。由于陶土中含铁量较高及烧制前坯体有一定的含水量,所以烧制前的坭兴陶坯体具有良好的导电性[10],利用该特性配合雕刻机主板实现采样并进行算法修正。首先,利用坭兴陶坯体的导电性在雕刻机中设计接触式采样电路并在雕刻软件中开发用于坭兴陶表面跟踪的插件,实现对上机雕刻的坭兴陶器件的表面坐标(X、Y、Z)数据采样形成数据集样本。其次,坭兴陶表面跟踪插件把采集到的坐标数据集样本对拟雕刻内容的G 代码坐标数据进行比对实现对Z 坐标修正,最后用修正后的G 代码完成上机雕刻,一件坭兴陶坯体完成雕刻的具体步骤如图1 所示。
由于采集的坐标数据相比于所需雕刻用的G 代码坐标数据不一致且数量少,它们不是一一对应关系,为了实现对G 代码文件中所有坐标数据进行修正,需要通过使用算法的方式来实现对G 代码Z 坐标的修正,这是表面跟踪的技术关键。
1. 3 电路设计
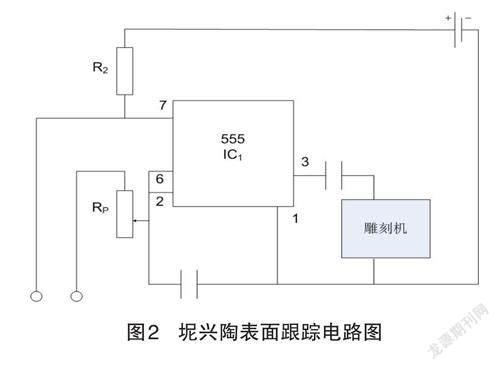
555 时基集成电路是一个把模拟电路和数字电路有机组合在一起而成的混合电路,它将模拟功能与逻辑功能有机整合在一片独立的集成电路,凭借着模数结合的优势,555 时基电路广泛应用于各种数模电路。基于555 时基集成电路提高灵敏度利用坭兴陶坯体导电特性,设计一探头通过与坭兴陶接触,另一探头与刻刀相连,触发端子分别与雕刻机的对刀端子连接,当刻刀刀尖触碰坭兴陶坯体表面瞬间,触发雕刻机探测头高电平,从而获取触碰点的X、Y、Z 坐标,具体电路图如图2 所示。
1. 4 修正算法设计
每个坭兴陶雕刻的G 代码都包含有少则几千,多则几万甚至上百万个控制点组成,这些控制点是理论上的标准点,每个点通过固定的X、Y、Z 值进行定位,上机雕刻时,通过手动对刀操作确定雕刻区域,也就是可以确定雕刻区域与G 代码的X、Y 对应,修正算法需解决的是如何通过采样数据集修正G 代码中的Z 坐标值。
为了兼顾效率,通过表面跟踪采样的坐标数据集一般是几百个点,为了能通过几百个好点的真实数据修正几千、几万甚至上百万个G 代码控制点的Z 坐标,通过最近邻(k-Nearest Neighbor,KNN)算法实现。KNN 算法在1967 年首次提出[11],目前已被嵌入SAS、WEKA 等常见的软件。
KNN 算法属于分类算法,这是数据挖掘分类技术中容易理解、操作简单和效果明显的方法之一。所谓最近邻,就是K 个最接近的邻居的意思,也就是每个样本都可以用跟它最接近的K 个邻近值来代表。该算法的重点是如何确定样本的距离,确定距离的算法比较多,比如灰色分析[12]、马氏距离[13]、欧式距离[14]等,这里采用欧式距离公式,具体如下。
基于欧氏距离的最近邻算法可以描述为:(1)对每一个含有G 代码中的控制点,根据公式(1)计算它与采样数据集中所有坐标点的距离;(2)对得到的所有距离排序,选取K 个最小距离;(3)通过公式(2)取这K 个距离中的Z 坐标值中位数为此事例的Z 值。
2 实验验证
2. 1 软件系统的运行
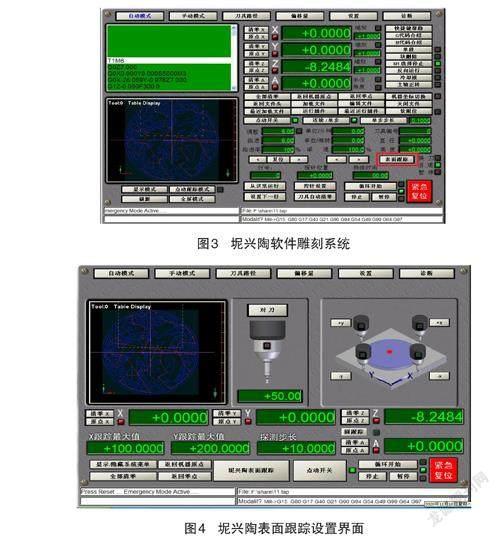
首先,正常打开软件雕刻系统,在软件雕刻系统(如图3 所示)中加载需雕刻的坭兴陶G 代码文件,导入完成后,手动完成对刀。然后,通过点击“表面跟踪”
在坭兴陶表面跟踪设置界面输入具体参数后,点击“坭兴陶表面跟踪”按钮,系统对相关参数进行合法性查验,确认无误后自动开始表面跟踪采样,形成设定区域的坐标数据集。
坐标数据采集完成后,系统自动进行算法修正G代码文件的Z 坐标,结果存入G 代码临时文件,然后系统自动关闭已打开的原G 代码文件,加载临时G 代码文件,使用G 代码临时文件中的G 代码进行雕刻。
2. 2 雕刻效果的比对
图5 为使用普通雕刻机雕刻坭兴陶的效果,没有采用表面跟踪进行算法修正的坭兴陶明显左边雕刻较深,右边浅,甚至有些地方根本没有雕刻到,雕刻质量非常一般。图6 是采用了表面跟蹤技术先进行了Z坐标修正后的雕刻效果,雕刻线条均匀,深浅平均,雕刻质量比较高。
2. 3 结果分析
两件坭兴陶的坯体由于拉坯后放置自然干燥收缩后都造成了收缩不均匀,通过手动对刀确实中心表面坐标为原点(0,0,0)后,没有进过表面跟踪技术修正的G 代码文件按理论刀路进行雕刻,造成坯体比理论点高的部分(主要是左侧)雕刻线路偏深,而比理论点低的部分(主要是右侧)由于刻刀接触浅甚至接触不到而雕刻线路浅甚至根本没雕刻到;通过表面跟踪技术修正后的G 代码,由于对比理论点高或低的部分进行了Z坐标补偿修正,比如:某点理论点Z 坐标值是1,而通过表面跟踪技术求得其坐标值是0.5,那么修正后的G 代码中该点坐标的Z 坐标值就被修正为0.5,雕刻时该点雕刻深度与理论深度一致,清除了误差,所以整体雕刻质量控制比较好。
3 结语
坭兴陶的数字化雕刻问题的解决对于提高坭兴陶生产效率,推动坭兴陶产业化和标准化都有比较积极的意义,采用了表面跟踪技术的坭兴陶数字化雕刻克服了普通雕刻机雕刻质量不高的难题,为坭兴陶数字化雕刻进行了积极探索,助推坭兴陶产业做大做强。
4 下一步工作
该文采用表面跟踪技术对坭兴陶数字化雕刻进行了改进,对提高线性误差坭兴陶的数字化雕刻质量效果明显,但对于一些不太常见的非线性(离散)误差,由于采用欧式距离公式作为最近邻算法确定K 近邻对于线性误差修正准确率高非线性误差修正准确率较差,致使雕刻质量改进不明显。下一步将重点探索通过采集的坐标数据样本集自动判断是线性误差还是非线性误差,根据不同类型的误差自动采用不同的算法进行修正,以扩大表面跟踪技术在坭兴陶数字化雕刻的适用范围。
猜你喜欢
科学家(2017年8期)2017-06-22
大经贸(2017年5期)2017-06-19
现代交际(2017年9期)2017-06-16
广西教育·C版(2017年4期)2017-06-15
学理论·下(2017年4期)2017-05-13
现代商贸工业(2016年18期)2017-05-10
艺术科技(2016年12期)2017-05-04
学理论·下(2017年3期)2017-04-01
广西教育·B版(2016年11期)2017-02-27
课程教育研究·学法教法研究(2016年16期)2016-06-30