
Microstructure and mechanical properties of Mg-3Sn-1Ca reinforced with AlN nano-particles
2023-03-24 09:24ShozhuWngYundingHungLixingYngYingZngYozngHuXioZhngQingSunShojunShiGungyoMngNorrtHort
Journal of Magnesium and Alloys 2023年1期
Shozhu Wng ,Yunding Hung ,Lixing Yng,d,∗ ,Ying Zng ,Yozng Hu ,Xio Zhng ,Qing Sun,Shojun Shi,Gungyo Mng,Norrt Hort
aSchool of Mechanical &Automotive Engineering,Qingdao University of Technology,Tsingtao 266520,PR China
b MagIC-Magnesium Innovation Center,Helmholtz-Zentrum Geesthacht,Max-Planck-Strasse 1,Geesthacht 21502,Germany
cLinyi Institute of Industrial Technology,Linyi 276000,PR China
d Shanghai Key Lab of Advanced High-temperature Materials and Precision Forming and State Key Lab of Metal Matrix Composites,School of Materials Science and Engineering,Shanghai Jiao Tong University,Shanghai 200240,PR China
e Key Laboratory of Advanced Technologies of Materials,Ministry of Education,School of Material Science and Engineering,Southwest Jiaotong University,Chengdu 610031,PR China
fShandong Yinguang Yuyuan Light Metal Precise Forming Co.,Ltd,Shandong 273400,PR China
Abstract Microstructural evolution and strengthening mechanisms of Mg-3Sn-1Ca based alloys with additions of different amounts of AlN nanoparticles were investigated.It was found that with increasing the amount of AlN nano-particles the grain size decreases obviously.The existence of AlN nano-particles could refin the primary crystal phases CaMgSn,which provided more heterogeneous nucleation sites for the formation of magnesium.Moreover,such nano-particles could also restrict the grain growth during solidification After adding AlN nano-particles,both the tensile properties at room temperature and high temperature 250 °C and the hardness are largely improved.The improvement of strength is attributed to grain refinemen and second phase refinement
Keywords: Mg-Sn-Ca alloy;AlN nano-particles;Microstructure;Strengthening mechanisms;Grain refinement
1.Introduction
Magnesium alloys,as the lightest structural material,have been extensively applied in aerospace,automobile industry and electronic information industry,due to their excellent specifi stiffness,low density,damping electromagnetic shielding performance,and high-temperature performance and so on [1–3].Unfortunately,regarding lightweight materials,their higher cost than aluminium alloys,especially those rare earth containing magnesium alloys,greatly restricted their further industrial applications [2].Mg-Sn-Ca alloys are recently attracting more and more attentions due to their low cost,attractive castability,excellent creep properties and high temperature property [4–6].Unfortunately,these as-cast Mg-Sn-Ca alloys have coarse grains and poor mechanical properties that cannot meet requirements for structural components [7].In order to overcome these problems,Hort et al.[8–13] investigated the effects of alloying with Zn,Gd,Ce,Zr,Sr on the mechanical properties of Mg-Sn alloys.Their results demonstrated that the improvement of strength was mainly attributed to the solid solution strengthening and grain refinement Besides alloying,Pan et al.[14,15] improved the mechanical properties of Mg-Sn-Ca alloys with a conventional extrusion process.With such process,Pan developed a Mg-2Sn-2Ca alloy with ultra-high-strength.The highest yield strength and tensile strength of as-extruded Mg-2Sn-2Ca are 443 MPa and of 460 MPa,respectively.The responsible mechanism for such high strength was attributed to their obvious grain refine ment.Therefore,grain refinemen is a very effective method to improve the mechanical properties of Mg-Sn-Ca alloys.Regarding the grain refinemen of Mg alloys,the external addition of micro-or nano-particle during melting was also considered to be an effective and realistic approach[7,16–21].Until now,as for the grain refinemen of Mg-Sn-Ca alloys by such additions of external particles,no relative reports could be found.
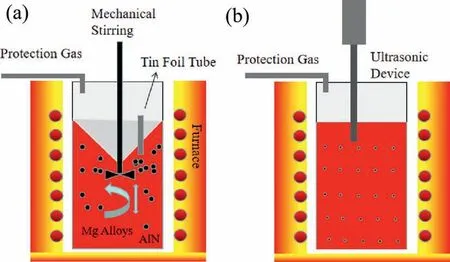
Fig.1.Schematic diagrams of experimental melting system.
Compared with other ceramic nano-particles TiC,TiB2,SiC,etc.,AlN nano-particles have a lower density with only 3.026 g/cm3,which meets the requirement for developing lightweight Mg alloys with high strength [22].Furthermore,AlN is a stable and heat-resistant ceramic in magnesium alloys without zirconium [23].Its nano-particles can act as nuclei for the formation of alpha-Mg.Their additions can refin the grains of Mg alloys effectively due to their same HCP structure with close lattice parameters to that of Mg matrix [7].Nevertheless,the current researches on the strength improvement of magnesium alloys by AlN particles were mainly focused on Mg-Al alloys [7,22,24–30] and rare earth containing magnesium alloys [23,31,32].Their grains have been refine and their mechanical properties were signifi cantly improved.Until now,as for Mg-3Sn-1Ca reinforced with AlN nano-particles,no relative investigations could be found.Hence,in the present work,AlN nano-particles with different amounts were added into Mg–3Sn–1Ca alloy.The influenc of AlN nano-particles on its microstructural evolution and strengthening mechanisms was explored.
2.Experimental
The raw materials for preparing Mg–3Sn–1Ca (named as TX31) alloys (shown in Table 1) including pure Mg ingot,pure Sn and pure Ca granular.Aluminium nitride (AlN) was added into Mg–3Sn–1Ca alloy with the amounts of 0,0.1,0.25,0.5 and 1 wt.%,respectively.Such AlN nano-particles were supplied by Tomsk State University of Russia with an average size of approximate 80 nm.Their microscopic appearance and particle size distribution were shown in this literature[33].Before their additions the AlN nano-particles were preheated at 500°C in a furnace for 30 min.The compositions of experimental alloys were determined using atomic absorption spectrometer (Agilent 240FS AA,Germany) for Sn element and X-ray fluorescenc analyser (Bruker S8 Tiger,Germany)for Ca element.

Table 1 Actual chemical compositions of the experimental alloys,wt.%.
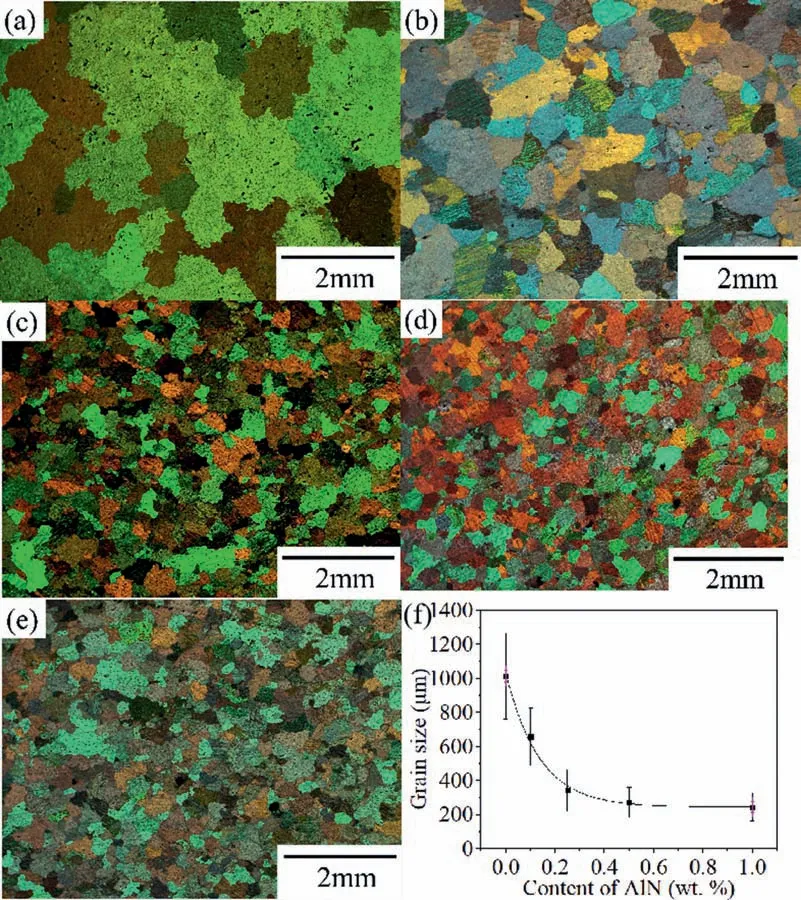
Fig.2.Optical microstructures of as-cast TX31 alloys with different amounts of AlN nano-particles.(a) 0 wt.%,(b) 0.1 wt.%,(c) 0.25 wt.%,(d) 0.5 wt.%,(e) 1.0 wt.%,(f) average grain size as a function of the amount of AlN nano-particles.
Firstly,the pure Mg ingots were molten at 720°C in a steel crucible with a diameter of 60 mm at the bottom and 70 mm at the top and a height of 250 mm under a protective gas mixture of Ar+0.2% SF6.After adding Sn and Ca granular,the melt was stirred for 10 min.After that,the melt temperature was reduced to 660 °C.The melt was mechanically stirred at a rate of 1000 rpm.With high speed mechanical stirring,the vortex was formed inside the melt of magnesium alloy.Then AlN nano-particles wrapped in a tin foil were added into the melt,as shown in Fig.1(a).After their addition,the melt was further mechanically stirred for 5 min at the same speed.Afterwards,the melt temperature was raised up to 680 °C.Meanwhile,the ultrasonic agitation (UP200st,Hielscher,German,0.15 kw) was used for 5 min,as shown in Fig.1(b).After finishin ultrasonic mixing,the melt was then held for 5 min.The crucible together with melt was then taken out from the furnace and lowered into a water bath directly.When the temperature of alloy was dropped to room temperature,the alloy was then removed from the crucible.
The specimens for microstructural observations were ground with SiC abrasive paper (500,800,1200,2500 grit),and then polished with 1 μm colloidal silica (OPS) and 1 μm diamond suspension.They were etched with a solution of 8 g picric acid,5 ml acetic acid,10 ml distilled water and 100 ml ethanol.Microstructures were observed by optical microscope (OM) (Leica DMI5000) equipped with digital camera with analysis pro software.The average grain size was measured using linear intercept method.Further microstructures and phase identification were characterized on a Tescan Vega 3 scanning electron microscope (SEM) equipped with Tescan energy dispersive X-ray (EDX) spectrometer.The phase analysis was carried out by X-ray diffraction(XRD) using a D8 ADVANCE diffractometer (Brucker,ýBillerica,Massachusettsý,US) with Cu radiation (wave lengthλ=0.07093 nm) in a step size of 0.02° and a step time of 0.5 s at 40 kV and 40 mA.
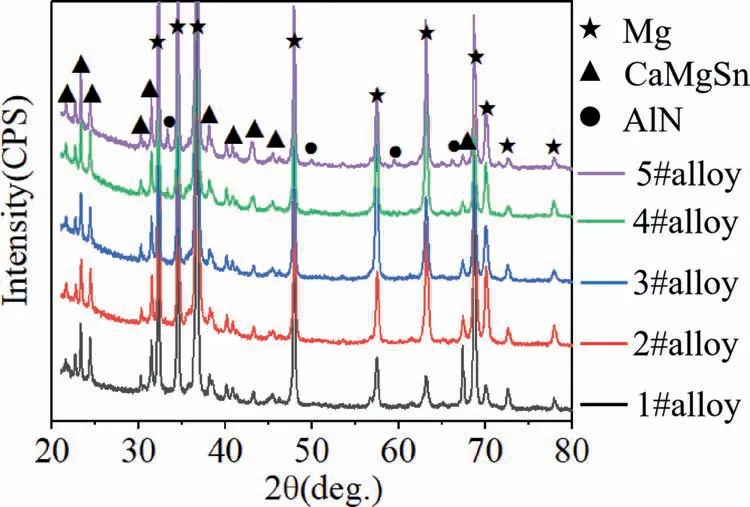
Fig.3.XRD patterns of TX31 alloys with different amounts of AlN nano-particles.
The micro-hardness in HV was measured using a load 4.9 N and a dwell time of 15 s according to ASTM E92–17 on the hardness machine (EMCOTEST M1C010,Karl Frank GmbH,Germany).Tensile samples were prepared with a gauge length of 30 mm and a diameter of 6 mm from the ingots.They were tested on Zwick 050 machine (Zwick GmbH&Co.,KG,Ulm,Germany) under a strain rate of 1×10−3s−1at both the room temperature and 250 °C according to the standard DIN EN 10002.As for each data point,four samples were averaged for room temperature tests and three samples at high temperature 250 °C.
3.Result
3.1.Grain size of as-cast TX31-AlN alloys
Fig.2(a)–(e) presents the optical microstructures of ascast TX31 alloys with the additions of 0 wt.%,0.1 wt.%,0.25 wt.%,0.5 wt.%,1 wt.% AlN nano-particles.With increasing the amount of AlN nano-particles,the grain size decreases obviously.It reduces quite quickly when the amount of AlN nano-particles is lower than 0.25 wt.%.For example,the average grain size significantl decreases from 1016±253 μm for the pure alloy TX31 to 344±64 μm for the TX31 alloy with 0.25 wt.% AlN nano-particles.In addition,in such alloys with lower amount of AlN nanoparticles,the grain morphology appears irregular and exhibits non equiaxed (Fig.2(a) and (b)).When adding more than 0.25 wt.% AlN nano-particles into TX31 alloy,the grain size did not change largely (Fig.2(e)).Its evolution tends to be stable.The average grain size slowly decreases from 344±64 to 247±35 μm when increasing the amount of AlN from 0.25 wt.% to 1.0 wt.%.In such TX31 alloys with high amount of AlN nano-particles(>0.25 wt.%),their grains are equiaxed.The distribution of their gain size is homogeneous.
3.2.Phases in TX31 alloy with and without AlN additions
The XRD analysis results of as-cast TX31 alloys with different amounts of AlN nano-particles are shown in Fig.3.In TX31 alloyα-Mg and CaMgSn phase are two main phases that is consistent with previous results [34].With increasing the amount of AlN nano-particles,the intensity of diffraction peaks corresponding to AlN phase increases.Especially,the peaks of AlN are very apparent in 5# alloy.In these alloys with AlN additions,the intensity of peaks corresponding to CaMgSn phase was almost kept unchanged.It can therefore be concluded that AlN nano-particles were thermodynamically stable in TX31 alloys.It could not react with Mg matrix to form other intermetallic compounds.
The vertical section of phase diagram for Mg-3Sn alloy with different contents of Ca calculated by Pandat software is shown in Fig.4.Regarding the solidificatio of TX31,the primaryα-Mg phase is formed firstl when passing through the narrow two-phase region (L1+α-Mg) from about 641.2 °C to 640.3 °C (Fig.4(b)).Then the primary CaMgSn phase starts to appear and theα-Mg phase is continuously formed when passing through the ternary phase(L1+α-Mg+CaMgSn) region from about 640.3 to 631.7 °C.Below the temperature 631.7 °C,an eutectic reaction (L2→α-Mg+CaMgSn) occurs.Therefore,in the TX31 alloy primary CaMgSn phase,α-Mg and eutectic CaMgSn phase exist.The volume fractions of phaseα-Mg and CaMgSn are 98.04% and 1.96%,respectively.
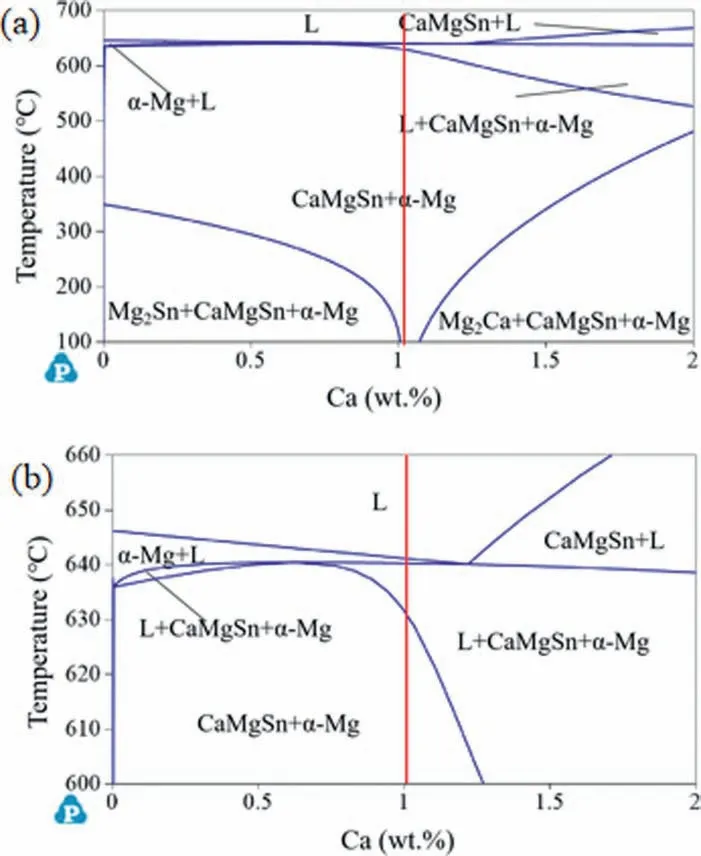
Fig.4.Vertical section of phase diagram for Mg-3Sn alloy with different contents of Ca.(a) temperature from 100 °C to 700 °C,(b) temperature from 600 °C to 660 °C.
The optical and SEM microstructures of as-cast TX31 alloys with different amounts of AlN nano-particles are shown in Fig.5.In the Fig.5(a) and (b),the coarse needle-like primary CaMgSn phase with a length of 50–300 μm was observed inside grains clearly.With increasing the amount of AlN nano-particles,the size of primary CaMgSn phase obviously decreases from 100–300 μm to 50–100 μm,indicating that CaMgSn particles can be refine by the addition of AlN.As shown in Fig.5,it can be observed thatα-Mg is also refine due to the addition of the AlN nano-particles.Regarding the eutectic CaMgSn phase,with increasing the amount of AlN nano-particles,its volume fraction increases that could be clearly observed by SEM observations.
Furthermore,it can be seen thatα-Mg and eutectic phase grew as dendrites.The coarse dendrite crystals(yellow arrow)can be observed in TX31 alloy without AlN nano-particles.After adding the AlN nano-particles,their secondary dendrite arms are suppressed.Those coarse dendrite crystals transform into equiaxed crystals.More notably,both the eutectic phase andα-Mg grew with the primary CaMgSn phase as the nuclei(Fig.5(j)).Such a phenomenon is even more obvious with the addition of AlN nano-particles.
3.3.AlN nano-particles in the as-cast TX31 alloy
Fig.6 present the SEM images of as-cast TX31 alloy with 1 wt.% AlN nano-particles and corresponding EDS mapping results.EDS point analysis results at the positionsAtoDfrom Fig.6 are shown in Table 2.In Fig.6(a),the particles at the pointsA,B,C,andDare the primary CaMgSn phase,bright eutectic CaMgSn phase,grey eutectic CaMgSn phase,and Mg matrix,respectively.At the pointsA–D,the atomic mass of element N is 26.5 at.%,1.0 at.%,0.6 at.%and 0.7 at.%,respectively.The EDS mapping result shows that both the elements N and Al mainly exist at the primary CaMgSn phase and at the bright eutectic CaMgSn phase.Few of them exist in Mg matrix and at the grey eutectic CaMgSn phase.
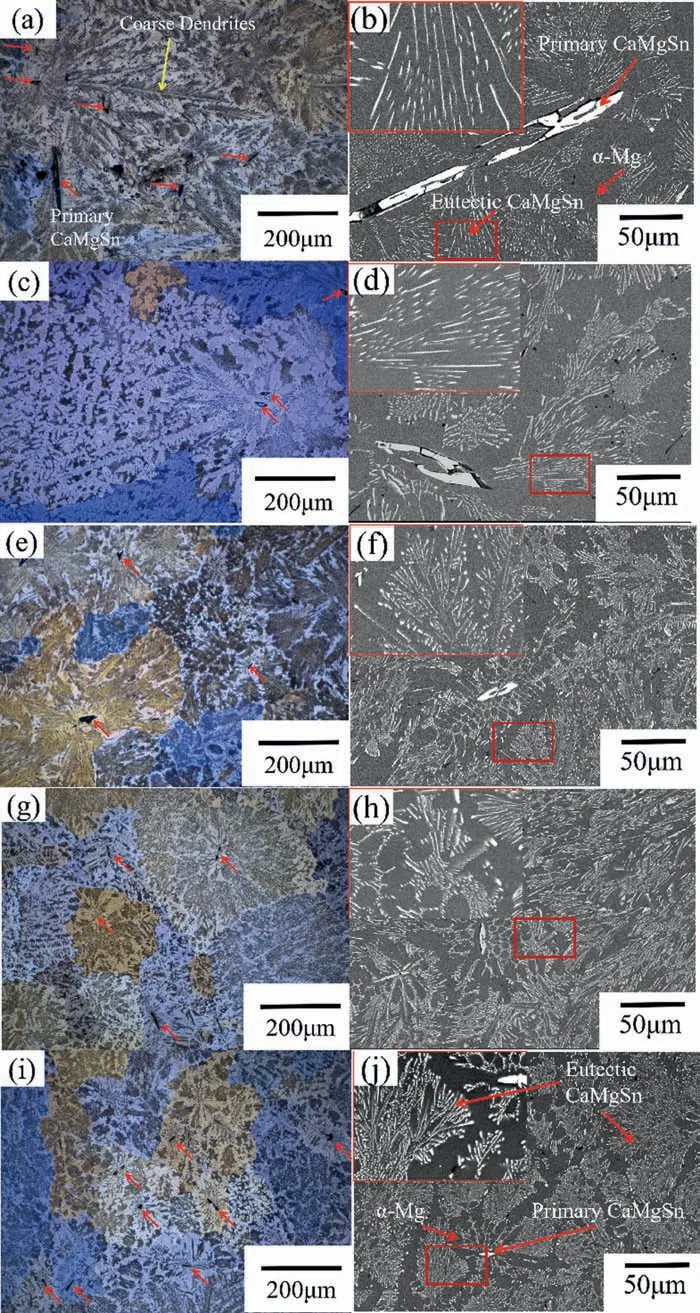
Fig.5.Microstructures of as-cast TX31 alloys with different amounts of AlN nano-particles.The insets show the corresponding region with higher magnifi cation.(a),(b) 0 wt.%;(c),(d) 0.1 wt.%;(e),(f) 0.25 wt.%;(g),(h) 0.5 wt.%;(i).(j) 1 wt.%.(a),(c),(e),(g),(i) are the optical microstructures.(b),(d),(f),(h),(j) are the SEM images.
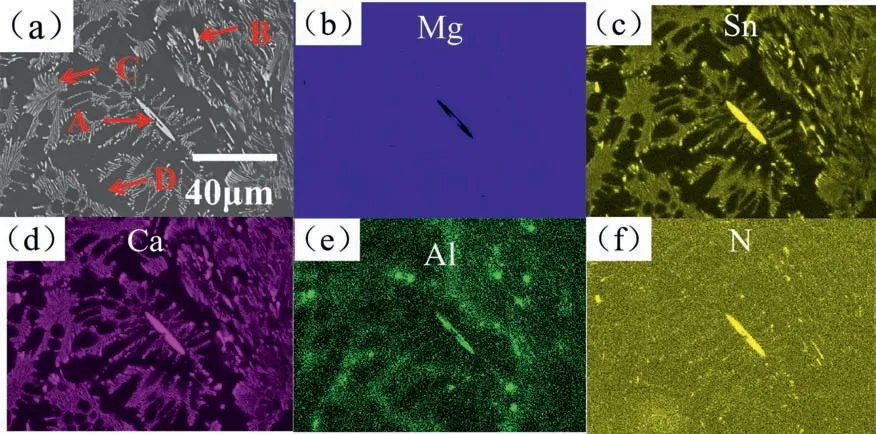
Fig.6.(a) SEM micrograph of as-cast TX31+1 wt.% AlN,(b-f) EDS mappings of (a).
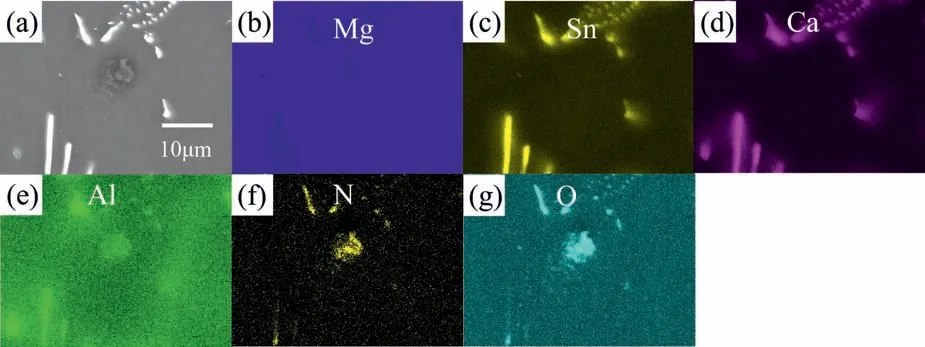
Fig.7.(a) SEM micrograph of AlN clusters in the as-cast TX31+1% AlN,(b-g) EDS mappings of Mg,Sn,Ca,Al,N,O elements,respectively.
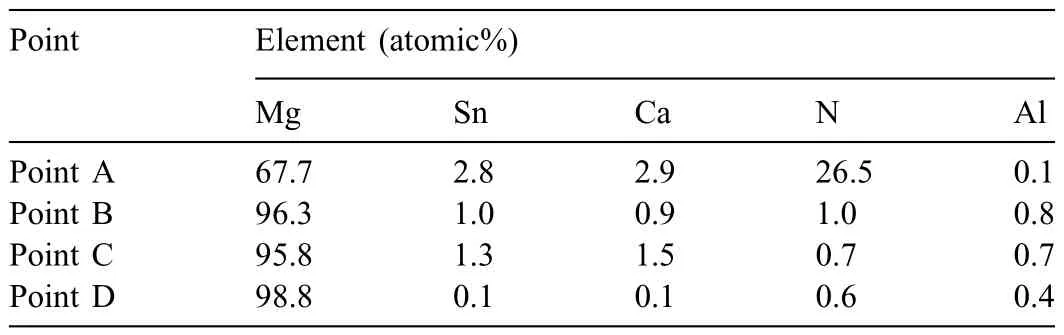
Table 2 EDS point analysis results at the positions A to D from Fig.6.
AlN nano-particle clusters were observed in the as-cast TX31 when adding 1 wt.% AlN particles.The corresponding EDS mapping analysis are shown in Fig.7.In these clusters,the element Al,N,O,and Mg were detected,indicating that there possibly exist AlN nano-particles and oxides.In contrast,in the as-cast TX31 alloys with small additions of 0.5 wt.%,0.25 wt.% or 0.1 wt.% AlN nano particles,those clusters were not observed
3.4.Mechanical properties
Fig.8 shows the engineering stress-strain curves of ascast TX31 alloys with different amount of AlN nano-particles at room temperatures and 250 °C.The tensile properties of the as-cast alloys,including ultimate tensile strength (UTS),0.2% yield strength (YS),elongation (Elong.),and hardness are listed in Table 3.Both the tensile strength and the hardness of the TX31 alloys with AlN nano-particles are higher than that of TX31 alloy,demonstrating that they can be improved by the addition of AlN nano-particles into the TX31 alloys.The TX31 alloy with 0.5 wt.% AlN nano-particles has the best tensile properties at room temperature and 250 °C.Compared with the TX31 alloy,its UTS,YS and elongation at room temperature are increased by 37.8%,34% and 18.6%,and at 250 °C by 15.9%,17.9% and 317.7%,respectively.In contrast,when increasing the amount of AlN particles to 1.0 wt.%,both the strength and elongation of TX31+1.0%wt.% AlN at room temperature and 250 °C decreases,but the hardness increases by 24%.
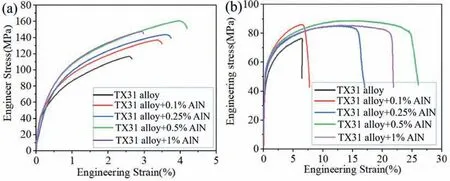
Fig.8.Tensile engineering stress-strain curves of as-cast TX31 alloys with different amounts of AlN,(a) at room temperature and (b) at 250 °C.

Table 3 Tensile properties of the as-cast TX31 alloys with and without AlN nano particles.
4.Discussion
4.1.Microstructural evolution
Owing to their small size with a value of approximate 80 nm and their small amount of 1 wt.%,AlN,in the present investigation such nano particles were not further observed by TEM directly.It can easily be expected that it is quite difficul to fin such AlN nano-particles in the TEM foil samples (<50 μm).However,several present results can confir the existence of such nanoparticles and they are thermodynamically stable in TX31 matrix.First,the presence of AlN nano-particles has indeed been detected by XRD and EDS mappings.The clusters of AlN particles can be observed in TX31 alloy with 1 wt.% AlN particles.Second,with increasing the amount of AlN nano-particles the grain size decreases obviously.Finally,after adding AlN nano-particles,both the tensile strengths at room temperature and high temperature 250 °C and the hardness are largely improved.The microstructural observations elucidated that the distribution of AlN particles should be homogeneous.Except for the sample with 1 wt.% AlN,in other samples no apparent AlN particle clusters were found.The AlN nano-particles mainly exist near the primary CaMgSn phases and the bright eutectic CaMgSn phases.Fewer of them exist inside Mg matrix and near the grey eutectic CaMgSn structure.
Fig.9 shows the schematic diagram of microstructural evolution of TX31 alloy ((a)–(e)) and TX31 alloy with AlN nano-particles ((f)-(j)).During solidification at the stage of A (L) it is completely liquid.With cooling to the stage B(L1+α-Mg),the primaryα-Mg phase is firs formed.Then at the stages C and D (L1+α-Mg+CaMgSn) the primary CaMgSn phase starts to appear.In these two stages,theα-Mg phase is continuously formed.Finally,at the stage E (L2→α-Mg+CaMgSn) an eutectic reaction occurs.
The grain size of as-cast TX31 alloy decreases with AlN nano-particles additions(Fig.2).Based on the classical theory of grain refinemen with nano-particles,those nano-particles refin the grain through the refinemen ofα-Mg.Furthermore,previous research has shown that AlN is an efficien heterogeneous nucleation agents for the formation ofα-Mg [7,28].However,as shown in Fig.4,the temperature interval of twophase region (L1+α-Mg) is only 1.1 °C for TX31 alloy which is from about 641.2 °C to 640.3 °C.It could be concluded that the grain refinemen of TX31 alloy was not caused by the refinemen of this part ofα-Mg (Fig.9(b) and (g)).
In fact,as shown by Fig.4,most ofα-Mg was formed together with the formation of primary CaMgSn phase.In addition,microstructural observations demonstrated that the primary CaMgSn phase particles were significantl refine after the additions of AlN nano-particles (Fig.5).Around such CaMgSn particles there exist AlN nano particles (Fig.6).After considering all above-mentioned phenomena,it is reasonable to infer that the grain refinemen of TX31 alloy with the addition of AlN nano particles is related with their effects on the refinemen of primary CaMgSn phase.The refine primary CaMgSn particles can act as the nuclei for the formation ofα-Mg.Jiang et al.’s calculation using the edge-to-edge matching model also indicated that the CaMgSn particles are an efficien heterogeneous nucleation agent for the formation ofα-Mg [35].As a result,the nucleation sites forα-Mg increased and the grains of TX31 was then refined
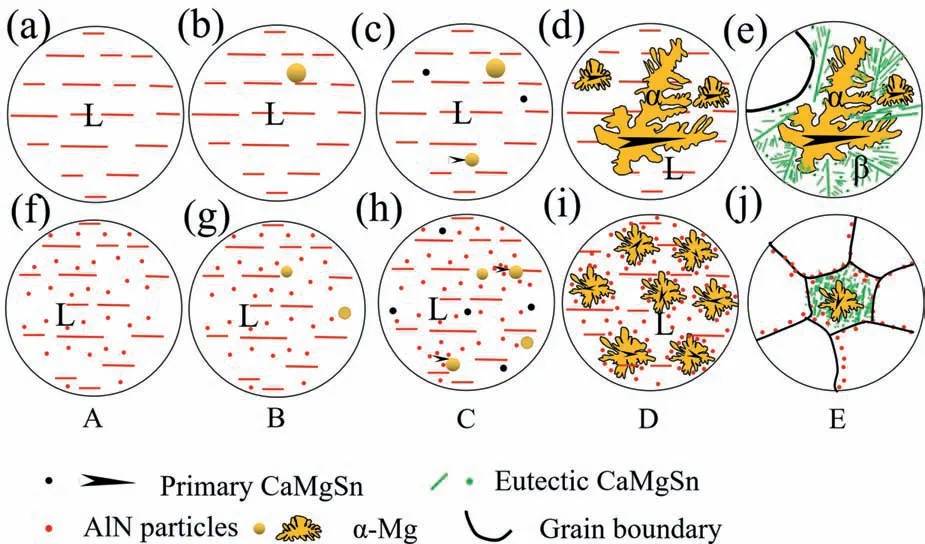
Fig.9.Schematic diagram of microstructural evolutions of TX31 alloy ((a)–(e)) and TX31 alloy with AlN nano-particles ((f)–(j)).
On the other hand,AlN nano-particles have a small size.During solidificatio part of them were easily engulfed and pushed in the front of solid/liquid interface.Consequently,they could disturb and suppress the growth of primary CaMgSn phase and Mg dendrites when starting solidifica tion in the region of L+CaMgSn+α-Mg (Fig.4),leading to obtain the fina microstructural refinement As for which one is the responsible mechanism for grain refinement further systematic investigations are needed in the future.
4.2.Strengthening mechanisms
According to the previous studies,strength enhancement of particle-reinforced magnesium alloys is commonly attributed to grain refinement Orowan strengthening,loadbearing strengthening,and coefficien of thermal expansion(CTE) mismatch strengthening [33].Orowan strengthening is recognized when the reinforcement nano-particles are adequately small.It was proposed that the nano-particles with their size less than 1 μm have an only effect on the strength improvement [39].If the size of added particles is small enough (below a critical size of 70–80 nm),the previous investigations indicated that CTE mismatch strengthening can be neglected in this case [33].In the present work,the contribution of CTE mismatch to the strengthening can be ignored due to a medium particle size of 80 nm.Thus,the present strength enhancement of particle-refine TX31 is mainly attributed to grain refinement Orowan strengthening and second phase CaMgSn refinement
The smaller the grain size,the higher amount of grain boundaries,the more resistant to deformation,and the higher strengthening effect can be achieved.The influenc of average grain size on the strength and hardness could be described according to the classical Hall–Petch relationship [39,40]:
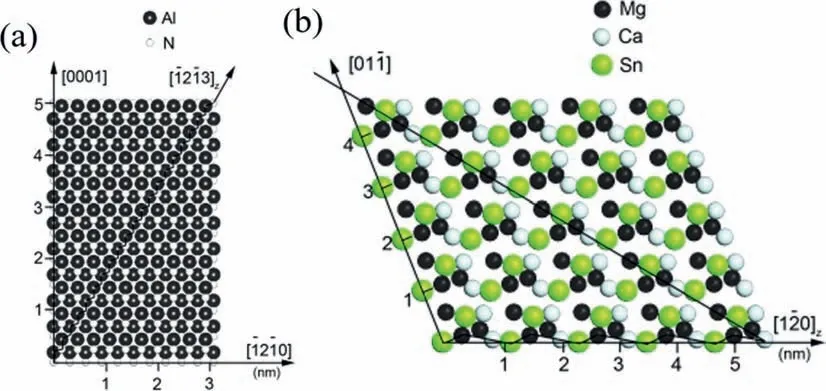
Fig.10.Atomic configuratio of the AlN and the primary CaMgSn phase on the (a) ,(b) {211}CaMgSn.
WhereσHis the difference value between the yield strengths of the matrix material with nano-particles and without nano-particles,kis Hall–Petch slope,DAandD0is the average grain sizes of TX31 alloy with 1 wt.% AlN nanoparticles and TX31 alloy,respectively.The value ofkis estimated to be 250 MPa μm0.5[33,34,41].The contribution to strengthening from grain refinemen for TX31 alloy with 1 wt.% AlN nano-particles was calculated to be 8.1 MPa.
The existence of nano-particles can effectively hinder the movement of dislocations.The more dispersively the particles distribute,the larger the curvature radius when the dislocations bypass them.The required shear stress increases.Orowan mechanism is described that dislocation loops form as dislocation lines bypass the dispersed nano-particles:
According to previous studies [34,41],λ(interparticle spacing) is expressed as:
whereDpis the average diameter of AlN nano-particles(80 nm),Gmis the shear modulus of matrix alloy (16.5 GPa)[41],Vpis the volume fraction of 0.5 wt.% AlN nanonanoparticles (≈2.7607×10−3) [33],andbis the Burgers vector of Mg matrix (0.32 nm) [33].Then,The contribution from Orowan strengthening for TX31 alloy with 1 wt.% AlN nanoparticles was calculated to be 5.2 MPa.
Assuming that these three strengthening mechanisms work simultaneously,the improvement of strength can then be estimated by a linear superposition for the alloys with AlN nanoparticles:
WhereΔσSis the strength improvement caused by the second phase refinement As shown in Table 3,the experimental value ofΔσis 20.9 MPa.The value ofΔσSis then calculated to be 7.5 MPa.A number of studies show that strength improvement obtained by theoretical calculation is greater than that by experimental measurements [42].In theoretical models,the alloys are assumed to be defect-free,and nano-particles are uniformly distributed in their matrix.However,the experimental materials cannot achieve such a state as the material assumed by theoretical models.Consequently,the experimental valueΔσis normally lower than the theoretical one.The value ofΔσSshould be greater than 7.5 MPa.In conclusion,the contribution percentage of grain refinement Orowan mechanism,and second phase refinemen to strength improvement of the present alloy is 38.5%,24.9%,and 36.6%,respectively.
Tensile properties of the as-cast TX31 alloys with and without AlN nano particles as indicated in Fig.8 and Table 3,the tensile properties at 250 °C also increases after the addition of AlN nano-particles.AlN nano-particles act as barriers to grain boundaries.They hinder the dislocation motion and grain boundary sliding.Thereby,the dislocation motion and the grain boundary sliding need much higher stress to overcome those barriers at high temperatures.
Although the TX31 alloy with 1 wt.% AlN particles has the smallest grain size,its tensile properties are less than TX31 alloy with 0.5 wt.% AlN particles.The main reason is due to the existence of AlN particle clusters.In this alloy,the clusters of AlN particles have been observed by SEM (Fig.7).The binding force of AlN nano-particles around those clusters should be weak.Those clusters could be the sources of crack initiation during tensile deformation.In these regions,the thermal stress could be large owing to the big difference between the thermal coefficient of AlN and Mg matrix.On the other hand,due to the existence of such large AlN clusters,the strain accommodation in these regions was then deteriorated during tensile deformation.Consequently,the cracks were preferably initiated at these places and the tensile properties at room temperature and 250 °C were then decreased.
5.Conclusions
(1) With increasing the amount of AlN nano-particles,the grain size decreases obviously.AlN nano-particles refin the grains by refinin the primary phase CaMgSn to provide more heterogeneous nucleation sites for the formation ofα-Mg.In addition,such AlN nano-particles could also restrict the grain growth during solidification
(2) The tensile properties at room temperature and 250 °C and hardness can be improved by the addition of AlN nano-particles.The TX31 alloy with 0.5 wt.% AlN nano-particles has the best tensile properties at room temperature and 250 °C.With increasing the amounts of AlN nano-particles,the hardness increases.
(3) The improvement of strength for particle-reinforced TX31 alloy is attributed to grain refinement Orowan strengthening and second phase CaMgSn refinement
Declaration of Competing interestThe authors declare that they have no known competing financia interests or personal relationships that could have appeared to influenc the work reported in this paper.
Acknowledgments
This work was financiall supported by the Study Abroad Program by the Government of Shandong Province(201802005),Linyi Industrial Technology Research Institute and Shandong Yinguang Yuyuan Light Metal Precise Forming Co.,Ltd.The authors appreciate Gerrit Kurz for the tensile tests,Gert Wiese Gert Wiese for SEM measurement and Petra Fischer for hardness measurement.
 Journal of Magnesium and Alloys2023年1期
Journal of Magnesium and Alloys2023年1期
- Journal of Magnesium and Alloys的其它文章
- Development of high-strength magnesium alloys with excellent ignition-proof performance based on the oxidation and ignition mechanisms: A review
- Development and application of magnesium alloy parts for automotive OEMs: A review
- Recent advances in surface endothelialization of the magnesium alloy stent materials
- Recent developments in high-pressure die-cast magnesium alloys for automotive and future applications
- Exploring the contribution of oxygen reduction reaction to Mg corrosion by modeling assisted local analysis
- Microstructures,mechanical properties,corrosion,and biocompatibility of extruded Mg-Zr-Sr-Ho alloys for biodegradable implant applications