低热膨胀系数填料对钻孔加工的影响
2023-03-20 07:26邓梓健唐海波张志远袁继旺
印制电路信息 2023年2期
张 勇 邓梓健 唐海波 张志远 袁继旺
(生益电子股份有限公司,广东 东莞 523127)
0 引言
在5G 通信技术的高速发展和材料多元化应用过程中,对板材耐高温性要求也越来越高。为满足高温下的高精度图形要求,通常会采取在板料中增加低热膨胀系数(coefficient of thermal expansion,CTE)填料。随着低CTE 填料使用比例的上升,给板材钻孔加工带来了钻头磨损加剧、钻孔质量降低等问题。为了解决上述问题,通常采用更低的孔限来提高钻孔质量,降低钻头磨损,但加工的成本也随之增加。本文针对在不同低CTE 填料比例下,如何选择最佳的孔限以提高钻孔质量和降低钻头磨损的问题,开展实验研究。
1 填料方案
通过元素分析和资料收集整理,低CTE填料成分主要为硅类材料。硅类材料在行业内主要采用为SiO2,SiO2的CTE 仅为0.5 ×10-6/℃,符合低CTE填料的特性需求。因为SiO2的莫氏硬度为6 ~7 ,环氧树脂的邵氏硬度仅为85 ~90 ,因此随着其含量的增加,钻孔加工过程钻头磨损随之增大。
通过研究不同低CTE 填料含量的钻头磨损、钻孔精度和孔壁质量,得到不同填料含量对钻头磨损的影响规律。方案选择低CTE 填料比例为55%~75%的低CTE 材料A、B、C 及常规较低填充比例40%~45%的对照材料D,这4 类材料基本性能指标见表1,微观如图1所示。
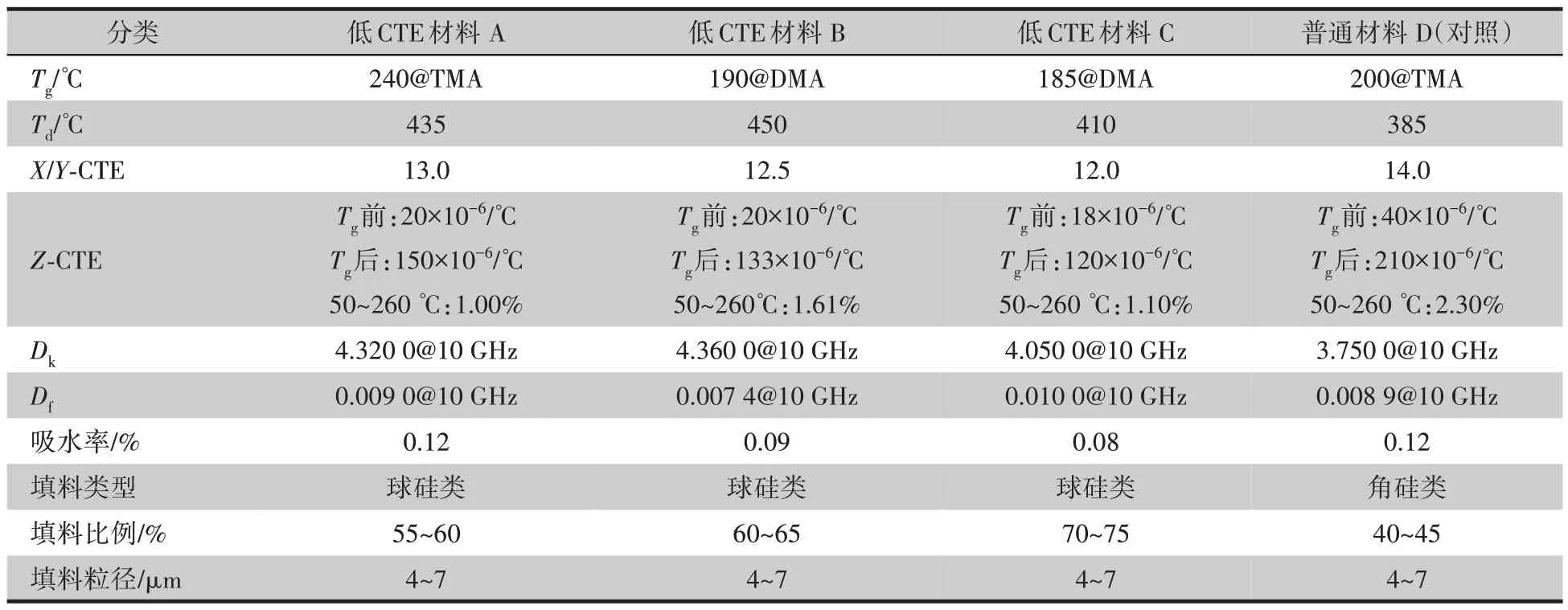
表1 材料基本性能指标
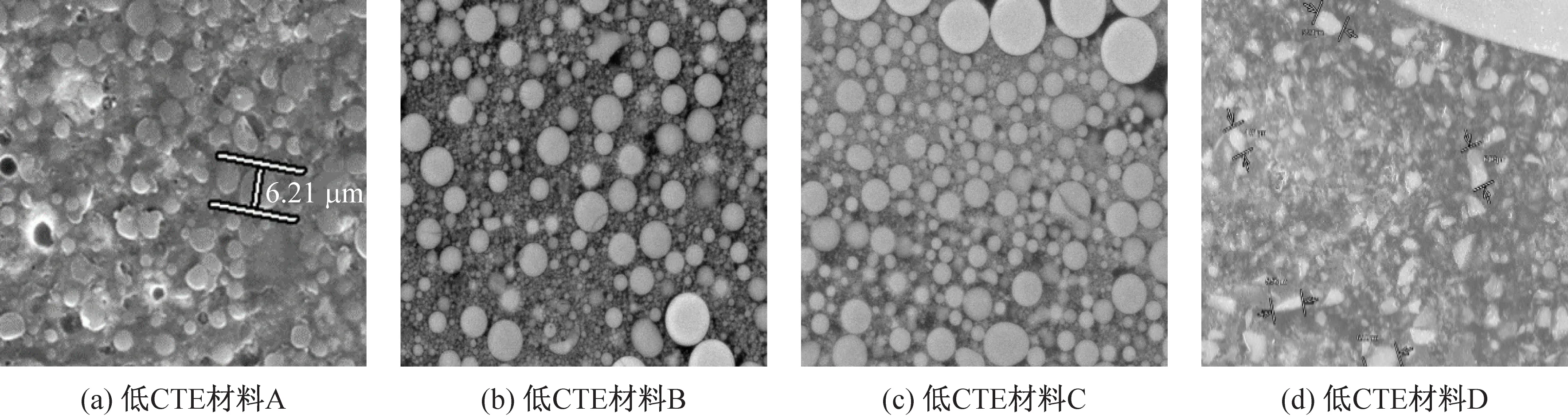
图1 材料微观
2 实验过程及结果
2.1 钻头磨损
对4 种实验材料进行孔限条件钻孔实验,孔限数依次为500、1 000、1 500和2 000。钻孔后对钻头端面拍照,观察在此条件下的钻头磨损情况,评估各类板材的加工质量,钻头磨损情况见表2。由表2可得以下结论。

表2 不同材料钻头磨损情况
(1)低CTE 填料 C 钻头磨损最为严重,其500 孔限钻头磨损接近于低CTE 填料 B 的1 000孔限。
(2)低CTE 填料 B 的500 孔限钻刀磨损接近于低CTE填料 A的1 000孔限。
(3)低CTE 填料 C 在1 000 孔限时刀刃已完全磨损。
综上所述,随着填料的增加和孔限增大均造成钻头磨损加剧,符合填料增加钻头磨损随之加剧的一般规律,高比例填料材料选择低孔限,以确保加工质量。
2.2 钻孔精度
根据钻头的磨损分析结果,进一步分析钻头磨损程度对钻孔精度的影响。选择磨损相对严重的低CTE填料B和C,分析在这2种磨损情况下不同孔限下的钻孔精度(process capability index,Cpk)情况,实验结果见表3。

表3 不同钻头钻孔精度情况
由表3磨损情况可知,随着钻头磨损的加剧,钻孔精度明显下降,当孔限达到1 000时,低CTE填料C 的钻孔精度Cpk 将低于1.0;当孔限达到1 500 时,低CTE 填料 B 的钻孔精度Cpk 将低于1.0。由此可得,同填料比例条件下,孔限越大,钻孔精度Cpk 越低;同孔限条件下,填料比例越大,钻孔精度Cpk越低。
2.3 钻孔参数
由上述研究分析结果可得,填料比例与钻头磨损情况、钻孔孔限和钻孔精度的影响有关系。为确定钻头加工参数对结果是否存在影响,实验选取低CTE 材料 A 进行钻头加工参数的因素分析,结果见表4。由表4可知,钻孔参数对钻头磨损的影响并不显著。

表4 低CTE填料 A 不同钻孔参数下钻刀磨损结果
2.4 孔壁质量
选择钻头磨损接近的不同材料和孔限条件,切片观察对应的钻孔质量区别,结果见表5,钻孔切片如图2所示。由表5可知,3 种低CTE 填料在一定孔限下,钻头磨损接近的孔壁质量表现差别不大,均能满足要求。
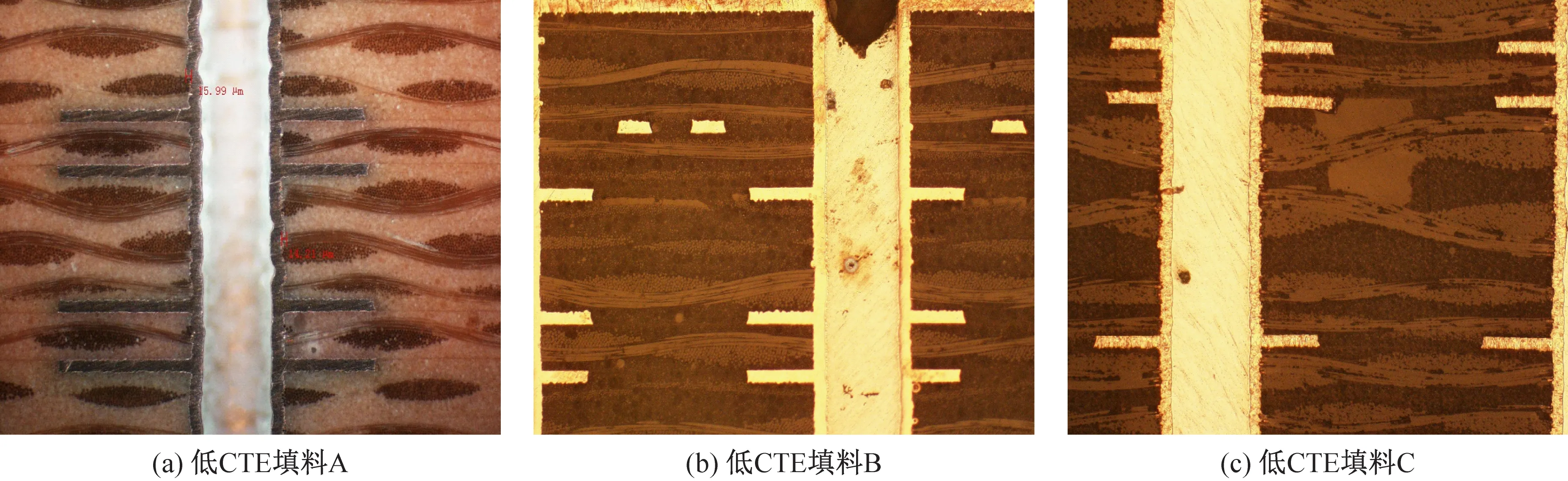
图2 3种低CTE填料钻孔孔壁
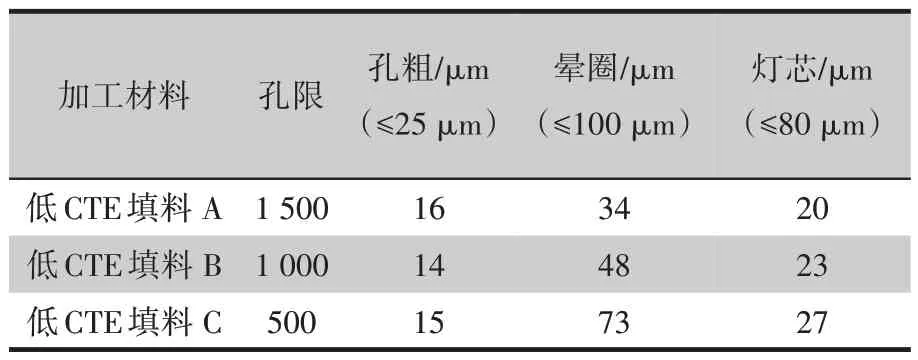
表5 不同材料钻孔孔壁质量结果
3 结论
通过对不同填料比例低CTE材料的钻头磨损、钻孔精度和孔壁质量的实验研究,得出以下结论。
(1)可根据低CTE 填料的填料比例,选择对应的孔限加工,以保证钻孔质量和降低钻刀磨损,降低加工成本:当填料比例达到70%~75%,建议将孔限设置为500 以下;当填料比例达到60%~65%,建议将孔限设置为1 000 以下;当填料比例达到55%~60%,建议设置孔限1 500以下。
(2)在加工低CTE 填料时,钻孔参数对钻孔磨损影响不显著,可以选择同电性能级别的其他材料参数进行加工。
猜你喜欢
实验室研究与探索(2021年4期)2021-05-29
中外公路(2020年4期)2020-09-14
建材发展导向(2019年5期)2019-09-09
制造技术与机床(2017年10期)2017-11-28
中南大学学报(自然科学版)(2016年2期)2017-01-19
材料科学与工程学报(2016年2期)2017-01-15
潍坊学院学报(2016年6期)2016-04-18
石油知识(2016年2期)2016-02-28
石油化工建设(2016年4期)2016-02-27
化工进展(2015年3期)2015-11-11