
在役管道不停输施工的概述及风险分析
2023-03-13 04:50边远
化工设计通讯 2023年1期
边 远
(中海福建天然气有限责任公司,福建莆田 351100)
1 概述
管道开孔封堵技术诞生于1884年,至今已有一百多年的历史,技术发展相对成熟,在国际、国内管道领域得到广泛应用,解决了大量无法停输情况下的管道维修、改造、迁改等施工。
2 施工参照标准
GB/T 28055《钢制管道带压封堵技术规范》
GB/T 31032《钢制管道焊接及验收》
SY/T 6150《钢制管道封堵技术规范 第1部分 塞式、筒式封堵》
SY/T 4103《钢制管道焊接及验收》
3 施工过程
3.1 单侧施工工艺原理图
单侧施工工艺原理图见图1。
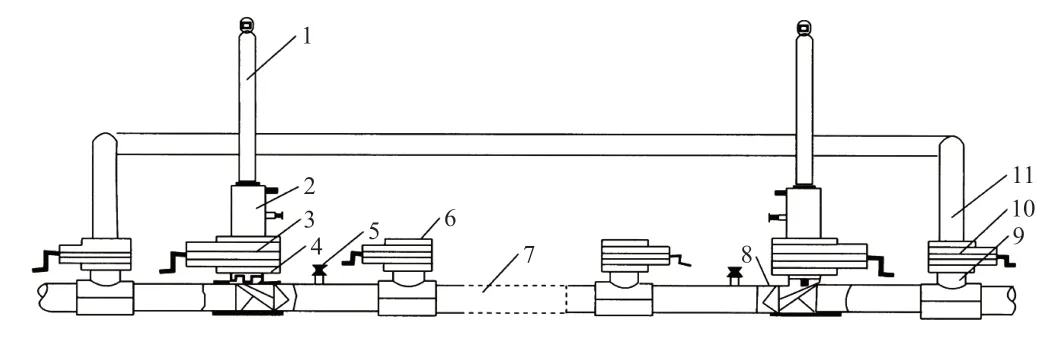
图1 工艺原理图
3.2 施工流程
施工流程如图2所示。
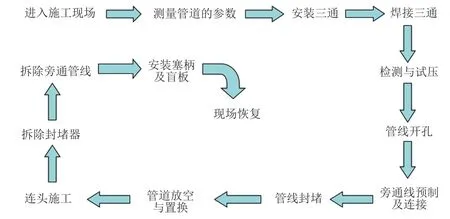
图2 施工流程图
4 施工风险分析
4.1 作业前主要考虑的风险控制点
从施工前的管道现场调查踏勘中对开孔封堵作业段的管道走向、埋深、高差、作业距离进行现场勘查。尤其需要注意的是管道直焊缝的位置,不得位于管道正上方,否则开孔钻落到焊缝位置,直接影响开孔作业。管道的倾斜角度要充分测量,管道的倾斜角度直接关系到带角度开孔、封堵的数据测量与计算及操作过程中的控制。同时还要充分考虑作业距离不足导致的设备安装受影响,尤其是在大口径管道施工时夹板阀的安装如果距离不够,使安装方向与管道成角度安装,会使管道承受较大扭力。
作业坑的验收,按照标准要求,动火坑与封堵坑之间需设置隔墙,保证动火作业在相对独立的空间内进行。
在正式开孔作业前所有设备的检查,要求所有阀门、连接器进行严密性试验。尤其是夹板阀在作业过程中开关次数较多,且是管内介质与外部环境隔断的唯一的阀门,其密封效果将直接影响作业安全。在对开孔机组装时要注意开孔中心钻U型卡环的检查,U型卡环的完整与灵活性,保证在开孔过程切掉的鞍形板顺利取出,防止掉入管道中引发开孔事故。
氮气瓶组、压力元件的检查,保证作业过程严格按照操作规程进行置换,避免压力监控不到位、置换不彻底的问题出现,影响作业安全。
4.2 作业过程中的风险控制点
4.2.1 三通的焊接过程
首先,三通安装的定位间距,应严格按照标准要求执行。三通环焊缝位置的管道实际壁厚测量,结合标准中许焊压力的计算,再次确认焊接位置是否合适。
焊接前必须进行焊接工艺的交底,焊接过程严格按照焊接工艺规程执行,预热的要求、多排多道的要求、单层的焊接厚度要求、回火/退火焊道的要求必须落实到位,工艺规程中各项措施的制定是保证焊接质量、预防焊接裂纹、减少应力集中的有效手段。
直焊缝焊接应加垫铁,保护管道不与电弧直接接触;两端加引护板焊接完成后切除,避免在三通本体上的引弧和收弧,有利于减少缺陷的产生。环焊缝焊接时,严格按照标准和焊接工艺要求控制角焊缝的焊角尺寸,既要保证焊缝强度,同时还要尽量降低焊缝位置的应力集中。焊缝及垫铁分布见图3。
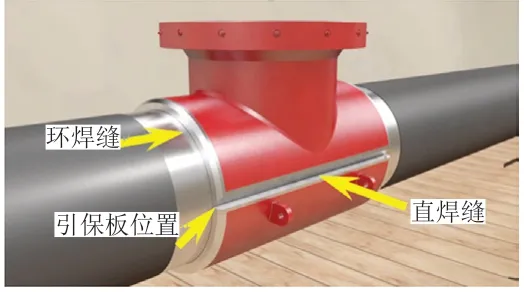
图3 三通示意图
在管道带压的情况下进行焊接,尤其是管道壁厚相对较薄时,应关注焊工的精神状态,避免由于人的主观因素影响施工。三通焊接除按标准要求进行分层检测和24h延迟检测外,还应根据现场情况进行48h后的延迟裂纹检测。因堆焊焊缝本身应力集中较大,尤其是焊缝与管道连接的焊趾位置的焊接缺陷,易发展成裂纹,影响管道运行安全。三通焊接完成后,整个开孔封堵过程中每个三通均需接地。
4.2.2 开孔作业
带压开孔技术是利用开孔设备,在无介质外泄的状态下,以机械切削方式在运营管道上加工出圆形孔的作业(图4)。
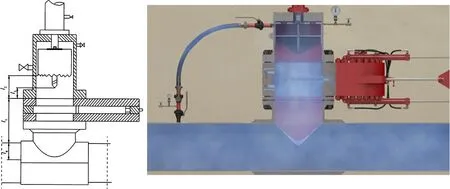
图4 带压开孔示意
中心钻、筒刀的安装是必检项目,是否与管道中线垂直、尺寸测量和计算记录,均是影响开孔质量的管件因素。开孔联箱的拆装前,氮气置换、均压为必检项目。开孔过程中通过设备的操作规程和切削声音综合判断,转速与进给量是否匹配,以保证开孔质量。
开孔结束后,第一时间检查鞍形板是否取出,进而检查中心钻、筒刀的磨损情况、鞍形板切割面的平整情况。通过检查刀具的磨损可以推断开孔过程中是否平稳;通过检查鞍形板的切割面,可以推断管道切割面的情况,以了解切割面对下一步封堵作业中封堵皮碗或隔离囊的影响程度。
4.2.3 旁通的建立
旁通管线应按照SY/T6150标准中的相关要求,需要设计的必须由相应资质单位进行设计,设计文件作为归档文件,保证合规性。
旁通管线的所有焊口均需进行无损检测,不得因是临时管线而进行抽检,无损检测合格后进行管道试压。试压前对旁通管道的支撑固定进行检查,防止试压过程中或旁通投用时震动过大(图5)。旁通管道的氮气置换合格,达到标准要求后,方可进入下一工序。
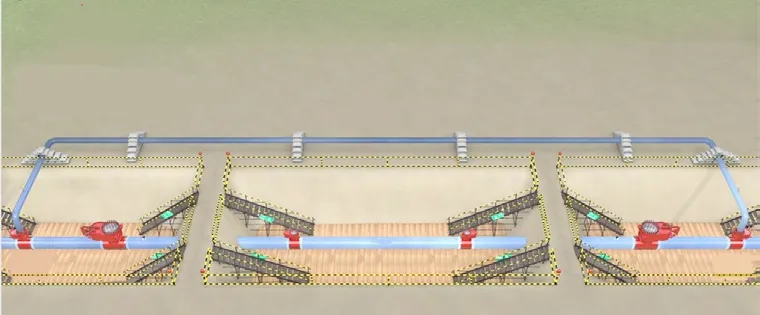
图5 旁通管线示意
4.2.4 封堵作业
管道封堵技术是利用封堵设备,于完全密闭的状态下,在需改造管段两侧,利用机械手段,将改造段从管线中隔离出来,进行维护、修理、更换等改造作业的一种技术手段(图6)。
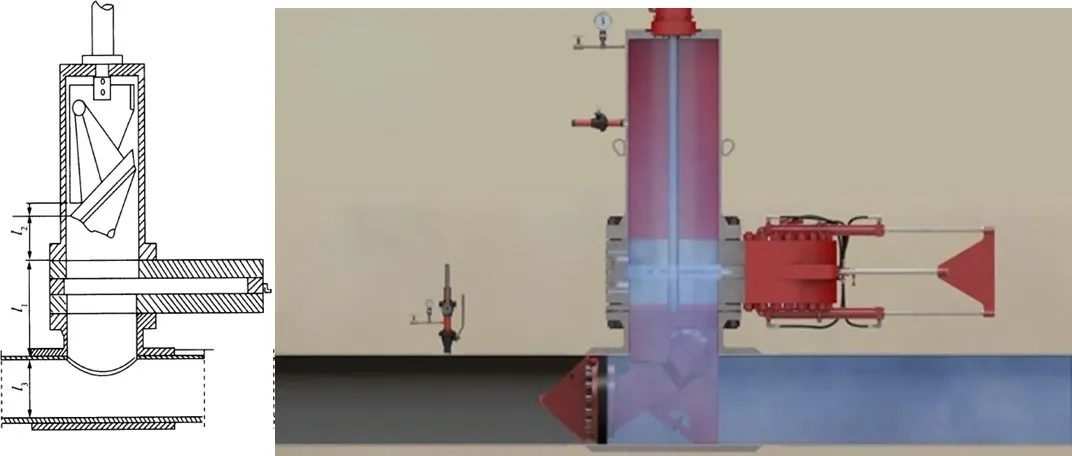
图6 封堵作业示意
管道运行参数的稳定性要求。封堵期间管道的运行参数变化尤其是管道压力的变动,对封堵效果产生直接影响。
封堵效果的验证。打开平衡孔检查压力回升情况,以确定封堵是否成功,此环节需施工各方共同见证。确定封堵成功后,平衡孔应处于敞开状态,保证封堵头与隔离囊之间不憋压。需要注意的是,带压封堵具有时效性,封堵皮碗随着封堵时间的持续,效果会有明显减弱的趋势,因此封堵完成后,尽快完成动火连头作业,是安全管理的必然要求。
4.2.5 动火连头作业
断管作业前,对该管段进行氮气置换、放空,断管过程中应持续注氮保护,防止天然气置换不彻底带来的作业风险。第一道口应采用机械段管的方式进行,断管作业时操作人员站位要正确,防止管道断开时瞬间的应力释放,对操作人员造成伤害,断管与焊接示意如图7所示。

图7 断管与焊接作业示意
新管段或管件在现场安装前需按照标准经过试压。连头管道组对焊接时,严格按照既定的焊接工艺进行作业,保证组对无应力、焊前有预热、过程不中断以及焊后100%射线和超声检测,必要时要求进行24h后的延迟检测。连头焊接要求质量高、效率高。管道封堵状态下,作业安全风险随封堵持续时间的增加而增加,同时还要保证质量,返修或割口必然会拉长管道的封堵持续时间。
4.2.6 下塞柄与安装盲板
将开孔时取下的鞍形板,经过修边以后与塞柄焊接,回装到管道上,以保证管道内检测的顺畅(图8)。
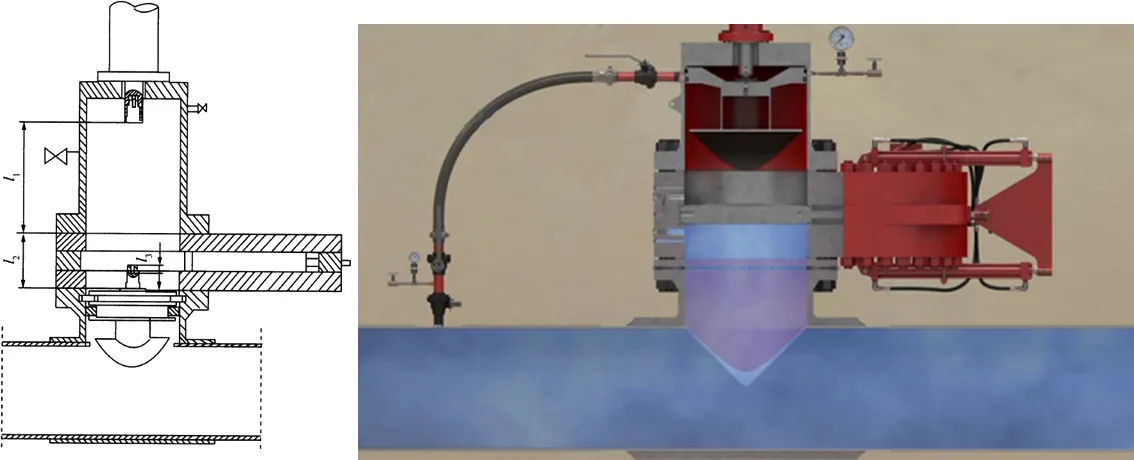
图8 下塞柄示意
作业时机的选择。下塞柄对管道压力的稳定性要求较高,压力不稳可能会造成塞柄错位,无法有效锁紧,达不到密封效果。鞍形板的安装方向应正确,避免因回装错位,引发后期内检测时的卡球问题。塞柄锁紧后,拆除联箱,需施工各方对密封效果进行确认后,再进行盲法兰的安装,盲法兰安装完毕后需再次进行检漏。
5 作业恢复的注意事项
管道防腐,尤其是三通、短接等异形件的防腐,需要验证是否达到标准要求。
旁通管线拆除时主管道已正常运行,所以涉及的吊装、动火作业须严格管控。
作业坑回填前,管道支撑的设定位置,应结合现场土质情况进行设置。需充分考虑埋地后沉降对管道的影响。
标示桩的设定应准确,为后期内检测和巡检提供位置依据。
6 结束语
在役管道不停输施工项目的质量控制,贯穿于项目的全过程,需要施工单位的周密部署,每个工序都应作为关键工序进行管控,同时也需要管道运营单位的持续检测,定期开挖检查,确保管道的安全平稳运行。
猜你喜欢
西夏研究(2017年4期)2017-08-17
石油化工建设(2017年2期)2017-06-05
中学生数理化·高一版(2017年4期)2017-05-17
电子制作(2017年10期)2017-04-18
电子制作(2017年9期)2017-04-17
新闻传播(2016年4期)2016-07-18
小学教学研究(2016年13期)2016-04-16
小学教学研究(2016年13期)2016-04-16
工程建设与设计(2016年8期)2016-03-11
上海金属(2015年4期)2015-11-29
