镍钴锰NCM523正极材料水系涂覆工艺研究
2023-03-04 12:29陈之善李泽智杨伟马晓阳
当代化工研究 2023年3期
*陈之善 李泽智 杨伟 马晓阳
(1.清远高新华园科技协同创新研究院有限公司 广东 511540 2.广州大学化学化工学院 广东 510006)
随着科技发展人们对能源需求量急剧增加,导致大气环境污染恶化,促使世界各国对新能源汽车的开发,进而使锂离子电池产销量激增[1-3]。锂离子电池生产过程中的正负极材料分散涂覆均采用N甲基吡咯烷酮(NMP)作为溶剂,在生产过程中会有部分NMP散逸对环境产生危害,而且NMP沸点较高,干燥过程能耗高[4-6]。为响应党中央国务院推进“碳中和、碳达峰”的政策,工程师们对水系匀浆涂覆锂离子电池活性材料进行了开发研究。
CMC和SBR是锂离子电池负极石墨常用的水系粘结剂,在生产中已经得到部分应用,但在锂离子电池正极材料水系涂覆方面的研究较少[7-8]。我们以常用的NCM523正极材料为研究对象,通过调节正极浆料中CMC与SBR比例,探寻最佳比例,使得制备的锂离子电池具有较好的性能,获得可行的镍钴锰三元正极材料的水系涂覆工艺。
1.实验方法
正极活性物质NCM523(江门科恒实业有限公司)、碳纳米管导电浆料(CNTs,5.00%,深圳市明盛威科技有限公司)、丁苯橡胶SBR(临沂格霖新能源有限公司)、羧甲基纤维素钠CMC(上海阿拉丁试剂有限公司)比例如表1所示。称量SBR与CNTs浆料,加去离子水搅拌30min;然后加入NCM523和CMC搅拌1h,使其无明显的颗粒感。将所得均一浆料使用100μm涂布器均匀地涂敷于铝箔上,然后在85℃下真空干燥12h以上。将干燥后的极片辊压,裁切成直径为12mm的极片,真空干燥后称重备用。将石墨极片与锂片在手套箱中装配成扣式电池。
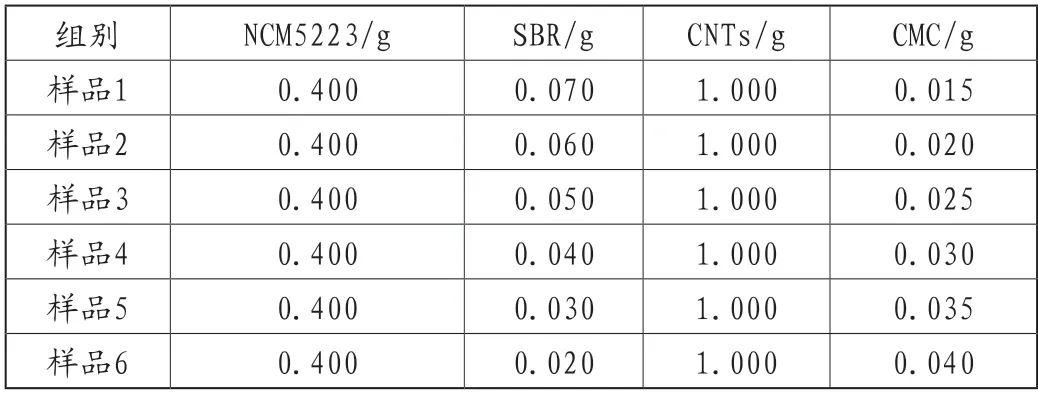
表1 以不同的SBR、CMC比例制备正极极片
采用X射线衍射分析(XRD)、扫描电子显微镜(SEM)对干燥后的极片进行测试。电化学性能测试采用电池测试系统(新威,CT-3008)对扣式电池进行充放电测试,包括循环性能、倍率性能、dQ/dV测试等。交流阻抗测试在电化学工作站(上海辰华,CHI760)上进行,所有测试均在室温下进行。
2.结果讨论
图1即为三种比例下制得浆料的正极片,经过真空干燥后刮下的粉末进行X射线衍射分析后得到的XRD图谱,该结果表明各个比例的水性正极材料的衍射峰均与六方晶系α-NaFeO2型衍射峰相对应,且没有产生其他不相干的明显杂峰,说明水系匀浆过程对NCM523材料晶型结构不产生影响。

图1 1、4、5组样品正极粉XRD图谱
对正极粉末进行SEM测试,如图2所示。从SEM图中可以看出,5号样品较好的保持层状的结构,并且形成的颗粒也较为平整。1号样品颗粒结构较为松散,可能会导致正极片上涂布的活性物质脱落,电池寿命稳定性受到影响。
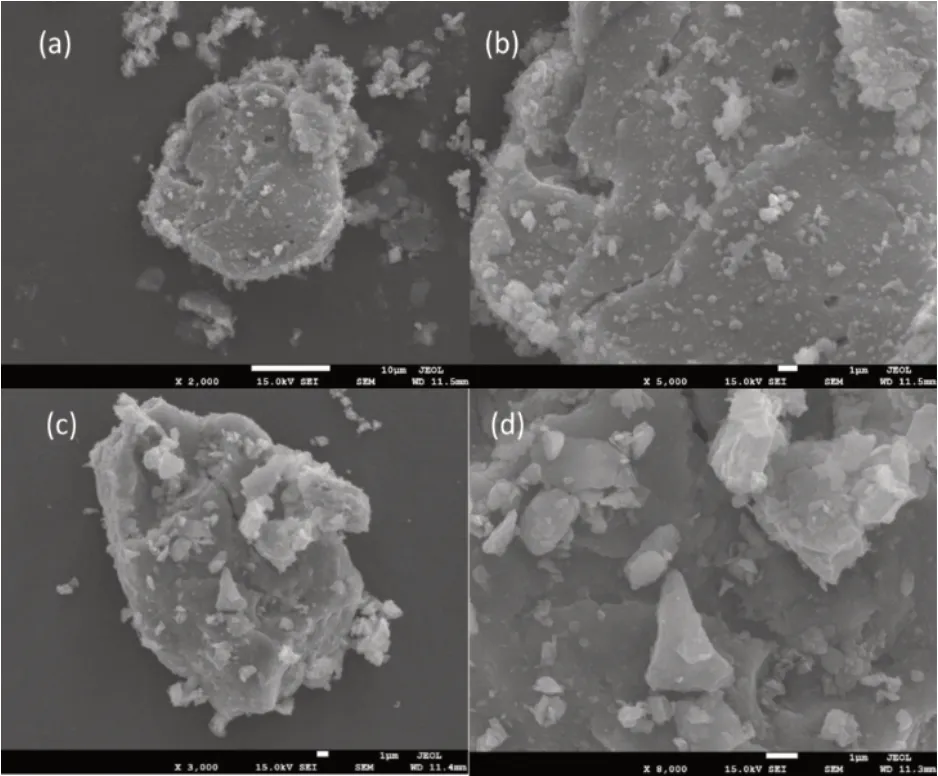
图2 5号样品分别在2000倍(a)、5000倍(b)倍率下的SEM图;1号样品分别在3000倍(c)、8000倍(d)倍率下的SEM图
图3为水系涂覆NCM523正极锂离子电池1C充放电循环性能图,1号样品初始放电比容为86.33mAh·g-1,20圈循环后仅为22.15mAh·g-1,100圈后剩余5.92 mAh·g-1;2号样品初始放电比容量为86.32mAh·g-1,100圈后衰减为10.91mAh·g-1;3号样品初始放电比容量为98.57mAh·g-1,100圈后衰减为20.05mAh·g-1;4号样品初始放电比容量为116.80mAh·g-1,100圈后衰减为25.50mAh·g-1;5号样品初始放电比容量为123.19mAh·g-1,100圈后衰减为48.87mAh·g-1;6号样品初始放电比容量为121.97mAh·g-1,20圈循环后仅为41.62mAh·g-1,100圈后衰减为15.02mAh·g-1。普遍电池的容量保持率较低;其中5号样品循环稳定性较好;电池容量衰减较快的原因可能是在水系匀浆过程中,NCM523表面含锂物质被水洗去,使得阻抗提高或加速镍、钴、锰的溶解,使得电池出现不可逆的容量降低[9]。
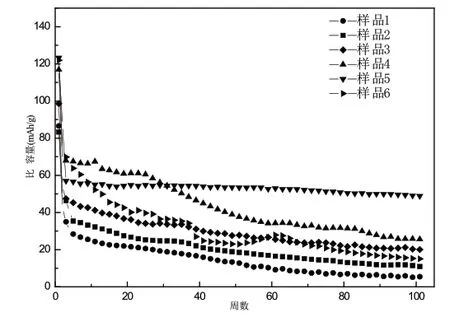
图3 水系涂覆NCM523 1C充放电循环测试
以0.1C、0.2C、0.5C、1C、2C、5C的倍率进行倍率性能测试,图4即为水系NCM523正极涂覆的锂离子电池倍率性能测试结果。可以看出6号样品在较低的放电倍率下,有着较大的放电比容量,但随着放电电流不断加大,放电比容量急剧下降;5号样品在0.1~5C的电流强度下均表现出一定的稳定性,在0.1C下放电比容量达到81.14mAh·g-1,在5C下仍有19.74mAh·g-1的放电比容量。可能是由于CMC的含量也不足以保证浆料良好的悬浮性能,使得制备得到的电极上活性物质粘接能力不足,在充放电过程中从集流体上脱落,导致电池在大倍率放电性能不佳。
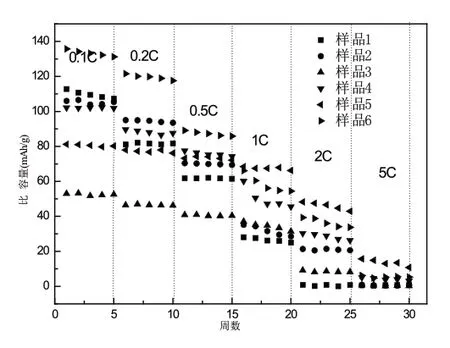
图4 水系涂覆NCM523倍率测试
图5为不同样品的交流阻抗谱图,图6为不同样品在充放电循环100圈后的交流阻抗图。所有样品的动力学过程类似,图7由高频区下的截距表示的欧姆阻抗和半圆表示的锂离子通过膜的阻抗,直线所表示的离子扩散阻抗构成。表2为不同样品在循环前后的阻抗值。经过循环100圈后,Rs的变化不明显。1号样品经过循环后的阻抗变化最大,可能是由于该比例的样品加入的CMC比例较少,导致极片在电极反应中存在活性物质脱落。
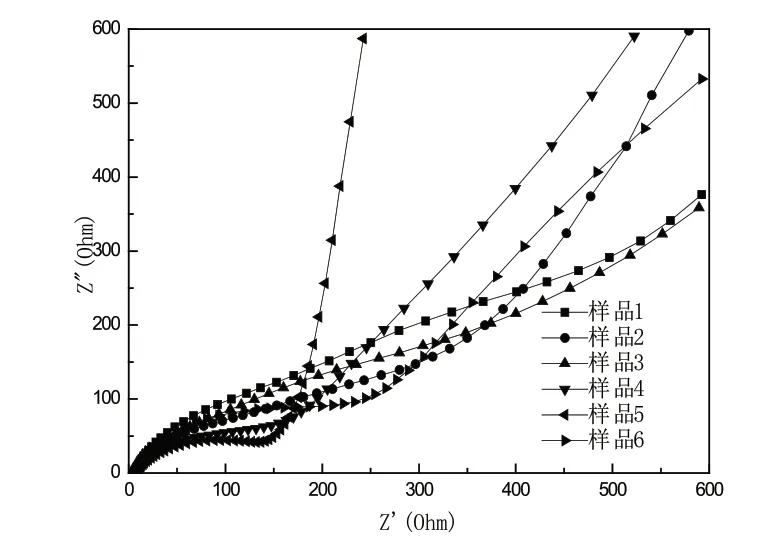
图5 水系涂覆NCM523交流阻抗测试(循环前)

图6 交流阻抗等效电路图
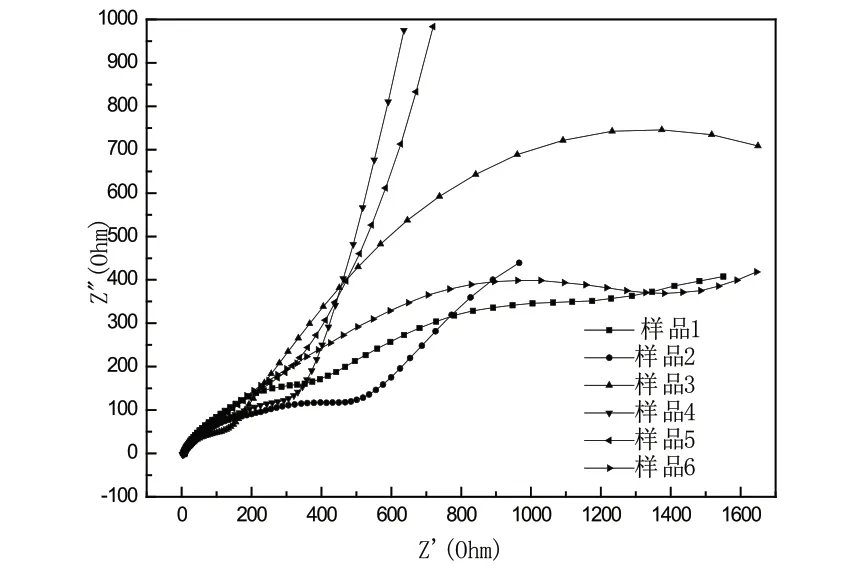
图7 水系涂覆NCM523交流阻抗测试(循环后)
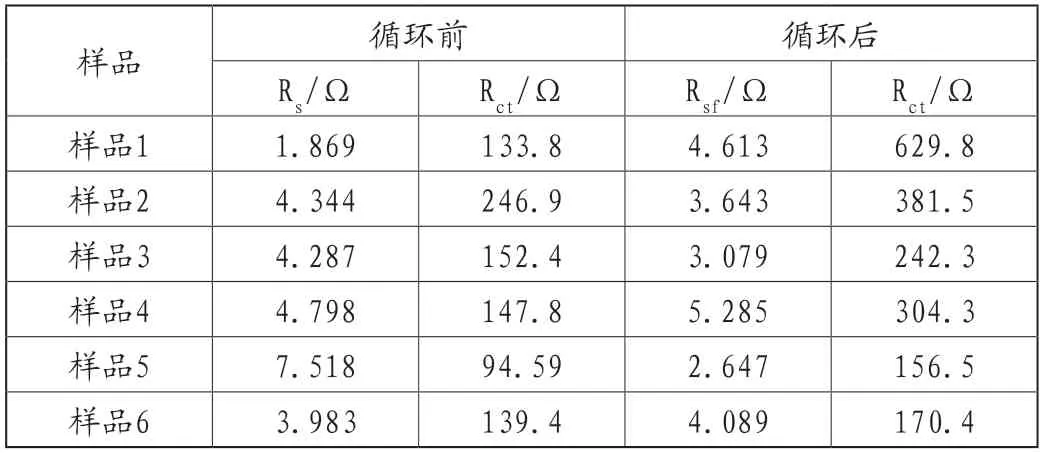
表2 水系涂覆NCM523循环前后阻抗值
图8不同样品的微分比容量曲线。由图8a~e可以看出,不同样品循环第5圈时峰位置基本一致,表示所发生的电化学反应相似,样品1拥有最大的峰面积,循环100圈后样品5拥有着最大的峰面积。在由图8a、图8d可以看出,1、4两个配比的样品在循环后面积减少,可能发生了不可逆反应。其中e的偏移程度较小,反映了在该比例下的极化程度较低,可逆性较好。

图8 水系涂覆NCM523循环5圈与55圈的dQ/dV图
3.结论
本实验针对NMP油系正极涂覆工艺所带来的环境污染及高能耗等问题,研究NCM523三元材料的水系匀浆涂覆工艺,得到如下结论:
(1)调节不同比例的SBR与CMC,制得不同的水系涂覆的NCM523正极极片并装配成电池。(2)较高的CMC比例能有效地提高浆料在极片上的附着性能和抗电解质溶解能力。(3)活性物质:SBR:导电剂:CMC的比例为8:0.3:1:0.7时,可以使电极拥有较好的稳定性能;比例为8:0.7:1:0.3时可以拥有较大的放电比容量,但稳定性不佳。
适当比例的粘结剂比例可以降低水性正极锂离子电池在循环中的容量衰减,虽然本论文中水系涂覆的锂离子电池容量保持率较差,但是为NCM523正极材料水系涂覆工艺做出探索,具有一定研究意义。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
化学工程师(2022年1期)2022-02-23
天津科技大学学报(2021年1期)2021-02-25
安徽电子信息职业技术学院学报(2019年2期)2019-04-26
雷达学报(2018年1期)2018-04-04
中国铸造装备与技术(2017年6期)2018-01-22
制造业自动化(2017年2期)2017-03-20
焊接(2016年9期)2016-02-27
东北电力大学学报(2015年4期)2015-11-13
中国塑料(2015年6期)2015-11-13