干法工艺中配方粉运输实施方法的探讨
2023-03-03 13:12朱晓凤
食品工业 2023年2期
朱晓凤
上海励成营养科技有限公司(上海 200331)
特殊医学用途配方食品(foods for special medical purposes,FSMP),简称特医食品,是为了满足因进食受限、消化吸收障碍、代谢紊乱或特定疾病状态人群对营养素或膳食的特殊需要,专门加工配制而成的配方食品[1]。其配方组成可达40种,添加量相差可达1 000倍,原辅料颗粒大小、颗粒表面状态等物性存在差异,导致干法工艺生产的产品建立平衡的混合状态难度较大[2-3]。不仅如此,干法生产的特医食品在从生产端到使用端的运输过程中还极有可能由于偏析导致内容物的均匀度发生变化[4],进而影响产品质量,如图1所示。
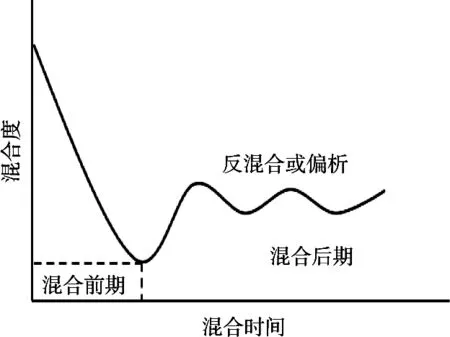
图1 混合过程示意图
运输试验可用于考察产品在贮存和使用过程中可能产生的变化情况。GB/T 9174—2018《一般货物运输包装通用技术条件》提出总体建议,仅规范运输过程中包装材料的防护性能考察,未对不同类型的产品进行具体研究。
实际开展运输试验周期长,不可控因素多,重现性差,且耗费人力、物力,模拟运输以机械的方式将汽车在公路上行驶过程中的振动环境在实验室中再现,可模拟重现或加速重现运输环境包装件的状态,可重复性强,节省资源。
在此背景下,国际安全运输协会(International Safe Transit Association,ISTA)发布模拟运输的测试程序[5],程序中采用随机振动或固定位移振动模拟运输过程中的振动现象,并通过冲击试验检验包装和产品承受运输危害的能力。但与国标一样,ISTA也未兼顾长距离运输过程中的温湿度变化对产品的影响及可能会出现因为颠簸导致产品分布不均匀的情况。因此,国内尚无运输试验统一的实施指南和评价方法,大多数企业针对运输试验的开展仍处于摸索状态。
此次试验通过实际开展长距离运输试验和模拟运输试验,监控运输过程中的温湿度变化情况,以多种营养素的均匀度为考察指标,探讨干法生产的特医食品在运输过程中均匀性的变化;同时通过跌落试验、滚动试验和静载荷堆码试验等模拟装卸和贮存过程风险,评估包材的防护性能,考察包装破损情况、产品气密性情况,为干法工艺下全营养配方食品的运输试验开展提供研发依据。
1 材料与方法
1.1 仪器与设备
GSP-6温湿度记录仪(江苏省精创电气股份有限公司);HD-521模拟运输振动试验机(昆山海达精密仪器);2100DV等离子发射光谱仪(PerkinElmer);LS 45荧光分光光度计(PerkinElmer);PB203-N电子精密天平[梅特勒-托利多仪器(上海)有限公司]。
1.2 材料与试剂
力存优太®特殊医学用途全营养配方食品(国食注字TY20190007,南通励成生物工程有限公司);瓦楞纸箱(江苏晟泰集团公司)。
1.3 试验方法
1.3.1 运输包装件各部位标示方法
参考GB/T 4857.1—2019《包装 运输包装件基本试验 第1部分:试验时各部位的标示方法》中的运输包装件各部位标示方法,以阿拉伯数字标记好,如图2所示。

图2 运输包装件各部位标示方法
1.3.2 长距离运输试验方法
1.3.2.1 运输试验实施
样品数量越小,与其他商品混放时,越容易出现碰撞、磨损、跌落等意外,因此运输产品选取5箱(24罐/箱,总计120罐)进行试验;将温湿度记录仪固定在其中1箱。设置参数:记录时间间隔15 min、延时启动0 h、温度上限60 ℃、温度下限-30 ℃、湿度上限RH 90%、湿度下限Hr10%、开启报警,标记好后开启设备,封箱。试验的运输路线定为南通—乌鲁木齐—南通,往返距离约8 000 km;运输的设备为厢式货车。
1.3.2.2 检查样品
在试验结束后检查包装件及内装物的破坏情况,并参考GB/T 26993—2011《奶粉定量充填包装机》的方法检测内包装气密性,测定条件:-50 kPa下保持1 min。
1.3.2.3 均匀性确认
1.3.2.3.1 均匀度取样方法
试验结束后,参考《药品GMP实施指南·口服固体制剂》[6],分别于箱内不同位置随机选取3罐样品,在每罐样品上、中、下3个部位各取50 g样品。
1.3.2.3.2 检测指标选择依据
依据原国家食品药品监督管理总局《婴幼儿配方乳粉生产许可审查细则(2013年第49号)》中“干法生产混合设备应至少保障1∶1 000的两种物料混合均匀”,选择维生素C、铜、铁、锰、钙作为均匀度检测指标。
1.3.2.3.3 混合均匀度计算方法
混合均匀度接受标准(Homogeneity standard,SHS)是指混合物中组分均匀分布的程度,按式(1)(2)计算。
式中:SHS为样品某营养素的混合均匀度;SRSD为样品某营养素质量分数的相对标准偏差,即SRSD=SSD/X,SSD为样品某营养素质量分数的样品标准差;Xi为第i个样品某营养素的质量分数,即第i个样品的某营养素质量分数的两次测定值的算术平均值;X为所有样品某营养素质量分数的算术平均值。
1.3.2.4 数据作图与分析
试验数据采用Excel 2016和Minitab 17软件进行分析处理。
1.3.3 模拟运输试验方法
1.3.3.1 温湿度预处理
根据运输包装件的特性及在流通过程中可能遇到的环境条件,参考GB/T 4857.2—2005《包装 运输包装件基本试验 第2部分:温湿度调节处理》,将样品置于温度20~30 ℃,湿度Hr85%以下环境下进行温湿度预处理,处理时间为7 d。
1.3.3.2 确定试验频率
将运输包装件在模拟运输振动试验机上固定好,运行设备,使样品在2 Hz频率下振动,全振幅位移25.4 mm,保持固定位移,并逐渐提高频率,直到试验样品即将与振动台分离为止,记录此时的频率即为试验频率。
1.3.3.3 确定试验时间
运输包装件质量小于68 kg时满足国际安全运输协会1A[5]的规定,其试验时间(min)按式(3)计算。
1.3.3.4 实施过程
在运行到一半时间时暂停设备,将试验样品水平旋转90°,继续完成剩余时间。
1.3.3.5 样品检查及均匀性确认
同长距离运输。
1.3.4 模拟装卸危害的试验方法
1.3.4.1 温湿度预处理
同模拟运输试验。
1.3.4.2 静载荷堆码试验
参考GB/T 4857.3—2008《包装 运输包装件基本试验 第3部分:静载荷堆码试验方法》,将试验样品置于试验的水平平面上,在不造成冲击的情况下将作为载荷的重物放在试验样品上方,采用重叠式的堆码方式,总重应不超过试验样品的3倍,堆码的高度不应超过2 m,将载荷保持24 h。
1.3.4.3 跌落试验
参考GB/T 4857.5,选择跌落高度60 cm,将试验样品,选择不同的角跌落、棱跌落和面跌落,在试验结束后检查包装件及内装物的破坏情况,并检测气密性。
1.3.4.4 滚动试验
参考GB/T 4857.6,将试验样品置于冲击台面上,面3与冲击台面相接触,使试验样品倾斜直至重力线通过棱3~4,使试验样品自然失去平衡,使面4受到冲击,按上述方法依次对每个面进行试验,在试验结束后检查包装件及内装物的破坏情况,并检测气密性。
2 结果与分析
2.1 长距离运输结果
2.1.1 运输过程温湿度变化
运输过程中的最高温度是27.3 ℃,最低温度是18.6 ℃,平均温度23.2 ℃,相对湿度最高Hr 71.2%,最低Hr 57.1%,平均湿度Hr64.0%。温湿度变化存在昼夜差异明显现象,但极少出现骤升骤降,整体变化相对平缓。运输过程中温湿度变化趋势如图3所示。

图3 长距离运输过程中温湿度变化趋势图
2.1.2 包装破损情况
样品运输完成后开箱,检查结果如表1所示。产品隔断无损坏,外箱及衬板有轻微压痕,未损坏,包装容器及内部产品无明显变化,气密性均良好。

表1 长距离运输包装破损情况一览表
2.1.3 产品均匀性变化
2.1.3.1 混合均匀度(SHS)≥90%的依据
由于混合设备较多,国内尚无关于混合操作统一的评价指南。综合考虑GB/T 21122—2007《营养强化小麦粉》、《药品GMP实施指南·口服固体制剂》[6]及检测偏差,产品维生素C、铜、铁、锰、钙的混合均匀度要求为SHS≥90%(即SRSD≤10%)。
2.1.3.2 运输后的混合均匀度
长距离运输后的3罐样品上、中、下3个部位的水分、维生素C、铁、钙、铜、锰含量均在标准要求的范围内,且满足SRSD≤10%的要求,即SHS≥90%,如图4所示。

图4 长距离运输后产品的混合均匀度
2.2 模拟运输结果
2.2.1 确定的试验频率和试验时间
用厚度2.0 mm、长度50 cm、宽度10 cm的不锈钢片作为标准量具,确定频率280±5周/min,此时样品与振动台刚开始分离。计算得试验时间约50 min。在振动进行至25 min时将样品水平旋转90°后继续计时完成全部振动时间。
2.2.2 包装破损情况
样品运输完成后开箱,检查结果如表2所示。产品隔断无损坏,外箱及衬板有轻微压痕,未损坏,包装容器及内部产品无明显变化,气密性均良好。
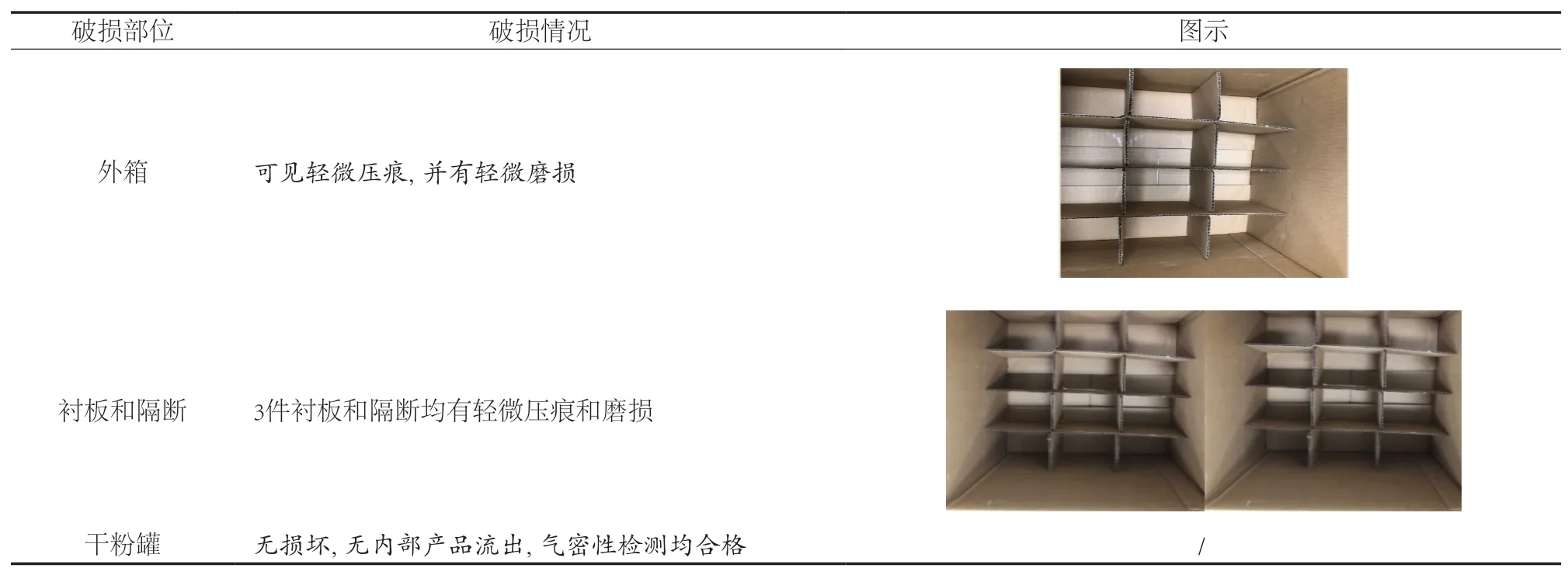
表2 模拟运输包装破损情况一览表
2.2.3 产品均匀性变化
模拟运输后的3罐样品上、中、下3个部位的水分、维生素C、铁、钙、铜、锰含量均在标准要求的范围内,且满足SRSD≤10%的要求,即SHS≥90%,如图5所示。
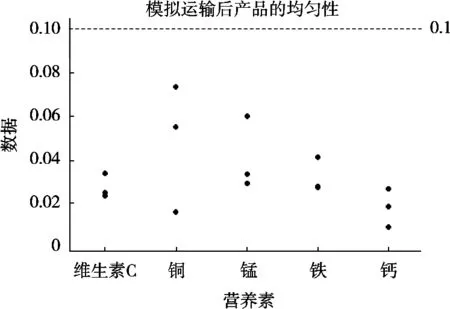
图5 模拟运输后产品的混合均匀度
2.3 模拟装卸的试验结果
2.3.1 静载荷堆码试验
静载荷堆码试验结束后外箱无变形或破损、包装容器无损坏,内部产品无损坏、无流出,表明包装件在贮存与运输过程中可耐受约40 kg(5箱)的压力而不会对包装件产生任何损坏。
2.3.2 跌落试验
试验共选择2次角跌落(1-4-6角和2-3-5角),3次棱跌落(1-2棱、3-6棱和4-5棱),3次面跌落(2面、3面和5面),以外箱、衬板/隔断、包装容器破损情况为3个指征,通过考察棱跌落、角跌落和面跌落3个维度的跌落情况,如表3所示。

表3 跌落试验损坏破损情况一览表
在3次面跌落中,外包装纸箱几乎没有出现受损,仅5面跌落时内包装容器出现轻微损坏。3次棱跌落中,外包装纸箱均出现明显的损坏,仅3-6棱跌落时,内包装容器出现轻微损坏。在角跌落中,外包装纸箱均出现明显的损坏,2-3-5角跌落时,内包装容器出现轻微损坏。所有跌落试验内容物均未漏出,内包装容器气密性正常。
2.3.3 滚动试验
滚动试验结束后外箱的所有棱均有轻微压痕,各个面无变形或破损、包装容器无损坏,内部产品无损坏、无流出,表明包装件在不慎滚落在地时不会对试验样品产生明显损坏。
3 结论
长距离运输时,产品的隔断无损坏,外箱及衬板均会有轻微压痕,但无损坏情况,产品包装可以良好地保护产品,长距离运输后产品的气密性和均匀性符合要求。
模拟运输时的振动也会造成纸箱、隔断及衬板的轻微磨损,但包装容器及内部产品无明显变化,模拟运输后产品的气密性和均匀性符合标准要求。
在现有的包装形式下,静载荷堆码不会对包装件及内部产品造成损坏。滚动时对外箱所有棱造成轻微损坏,即出现压痕,但不会对外箱各个面、包装容器及内部产品造成损坏。跌落时损坏程度比静载荷堆码及滚动大很多,外箱容易出现受损,内包装容器易出现轻微的磕痕,但不会对内部产品造成损坏。
采用实验室模拟运输和模拟装卸试验的结果与实际运输过程的结果相比趋近或破坏性更强,模拟产品装卸和运输过程中的危害因素具有可行性。
猜你喜欢
包装学报(2022年6期)2023-01-12
日用电器(2022年7期)2022-09-07
汽车工程师(2021年12期)2022-01-17
科学与财富(2021年34期)2021-05-10
装备制造技术(2020年12期)2020-05-22
家庭影院技术(2019年11期)2019-12-09
数理化解题研究(2019年22期)2019-08-26
中华建设(2017年10期)2017-04-04
家庭影院技术(2017年12期)2017-02-06
中华建设(2017年10期)2017-01-19