
铁路扣件螺栓干冰除锈方案设计与研究
2023-02-25 04:42:34宋晓阳高春雷何国华王鹏
铁道建筑 2023年1期
宋晓阳 高春雷 何国华 王鹏
中国铁道科学研究院集团有限公司 铁道建筑研究所,北京 100081
随着轨道交通快速发展,轨道数量不断增多,钢轨养护和维修工作量急剧增大,其中轨道扣件螺栓除锈是一步关键工序[1]。铁路扣件螺栓在富氧、多盐、高热的恶劣环境中服役,受风吹日晒、酸雨、雾霾和紫外线的不断侵蚀和破坏[2]。发生锈蚀后很难将螺母从表面生锈的螺栓上拆卸下来,锈蚀严重则直接关系到轨道及车辆运行安全。因此,探究适宜的扣件螺栓除锈方法是行业内的一个重要课题。
干冰除锈是一种新颖环保的除锈方式。与传统的除锈方式相比,干冰除锈有不损伤基体、高清洁度、无污染等优点[3-4]。干冰除锈的原理为干冰射流以高压、高速冲击试样表面,使干冰颗粒在千分之几秒内气化[5],并且气体急剧膨胀,在冲击点造成微型爆炸,从而有效击落附着物及浮锈[6]。该工艺过程受工艺参数影响显著,而扣件螺栓除锈前后表面粗糙度是表征干冰除锈效果的一项重要指标[7],因此本文主要研究干冰射流工艺参数对除锈后试样螺栓粗糙度的影响规律,并探究合适的干冰射流工艺参数以使得扣件螺栓表面粗糙度达到最佳。
1 干冰制备
扣件螺栓干冰除锈试验所用干冰制造流程(图1)主要包括干冰制取单元、高压气体供应单元和干冰射流机。

图1 干冰制备流程
CO2存储系统用于提供干冰原料,干冰制造机用于制造合适粒度的干冰,干冰储存系统用于储存制造完的干冰;螺杆空压机提供高压气源,空气干燥器用于干燥高压气流。干冰射流机的功能是将干冰颗粒通过高压气源形成高速干冰射流,通过喷嘴到达试样表面进行除锈,喷嘴内部流道对流动阻力、射流束形状、噪声等有重要影响。通过流体动力学仿真分析进行流道优化,改善了喷嘴的喷射性能,最终确定的干冰喷嘴结构见图2。

图2 干冰喷嘴结构示意
2 除锈试验内容
在一条年久失修的铁路线上选取锈蚀情况类似的螺栓作为试验对象。对样品螺栓进行分组,分别选取不同的干冰射流量f、干冰射流压力P和干冰射流次数N进行干冰除锈机除锈试验。
扣件螺栓干冰除锈试验装置如图3(a)所示。除锈过程中,喷嘴距离螺栓表面70 mm,喷嘴移动行程为螺栓长度(96 mm),移动速度为10 mm/s。经过一次移动行程的干冰射流称一次扫描。干冰射流量可调范围为0.5~ 1.5 kg/min,空压机压力可调范围为0.6~1.5 MPa。每次除锈前后,选取样品螺栓顶面3 mm ×3 mm区域测量粗糙度,如图3(b)所示。

图3 扣件螺栓除锈试验
试验结束后利用表面粗糙度、表面形貌来表征除锈效果。用激光共聚焦显微镜和扫描电子显微镜在每个样品螺栓表面测量三次,将三次得到的表面粗糙度取平均值作为样品的表面粗糙度。
3 试验结果与分析
3.1 干冰射流量对螺栓表面粗糙度的影响
不同干冰射流量下,干冰射流以0.8 MPa 恒定压力上下扫描10次,得到的螺栓表面粗糙度变化曲线见图4。可知:当干冰射流流量小于1.1 kg/min 时,螺栓表面粗糙度随干冰射流量增加而降低;当干冰射流量大于1.1 kg/min 时,螺栓表面粗糙度略微升高且趋势较为平缓,最大升高幅度约6%。
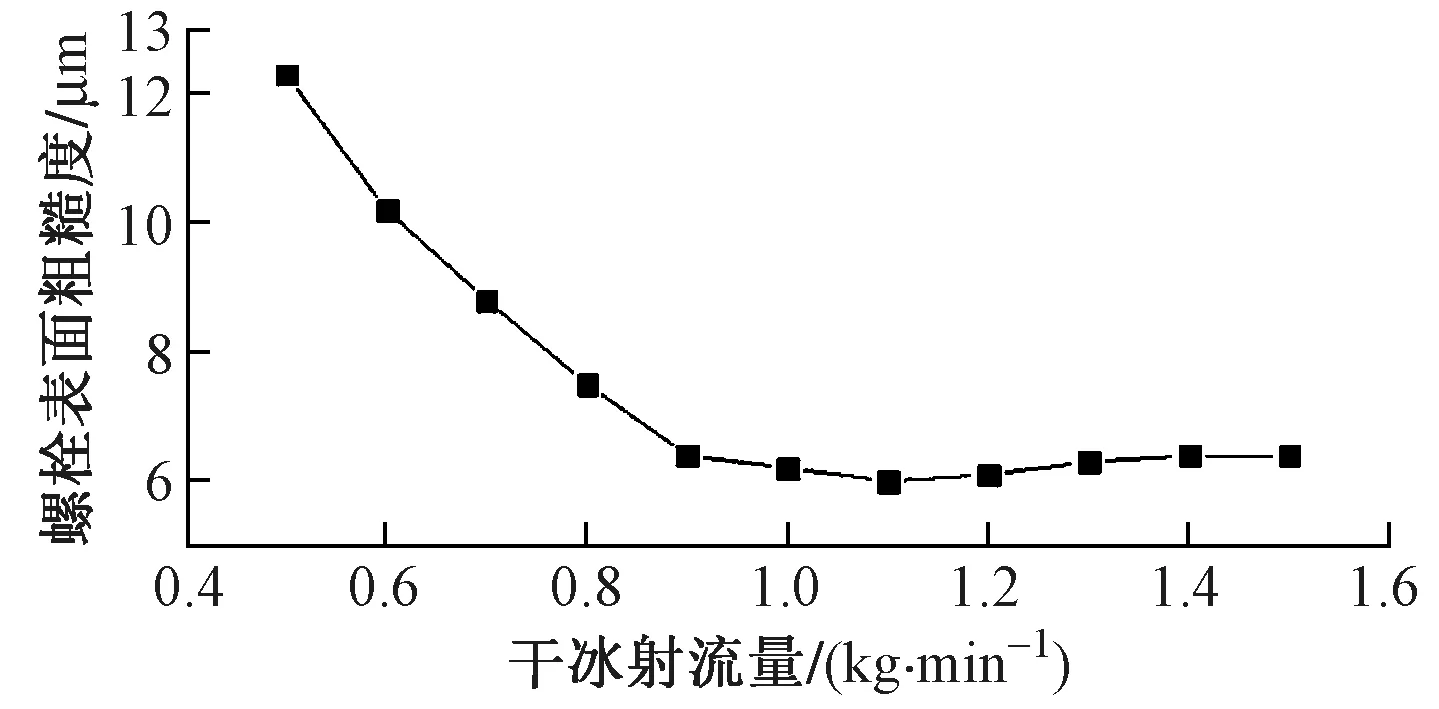
图4 螺栓表面粗糙度随干冰射流量的变化曲线
干冰射流量为1.1、1.3 kg/min 时,除锈后螺栓表面形貌见图5。可知:干冰射流量较低时,干冰碰撞爆炸点较稀疏,且爆炸覆盖边缘区域较大;射流量增大到一定值时,会造成干冰粒未到达螺栓表面即互相碰撞爆炸而后升华,无法进行高效除锈,故干冰射流量大于1.1 kg/min时螺栓表面粗糙度略微增大且趋于平缓,除锈效果开始下降。

图5 不同干冰射流量条件下螺栓表面微观形貌(500倍)
3.2 干冰射流压力对螺栓表面粗糙度的影响
不同干冰射流压力下,干冰射流以1.1 kg/min 的射流量上下扫描10次,得到螺栓表面粗糙度变化曲线见图6。可知:在干冰射流量和干冰射流次数相同的条件下,随射流压力增大,螺栓表面粗糙度逐渐减小;压力达到1.2 MPa后,螺栓表面粗糙度变化趋于平缓。

图6 螺栓表面粗糙度随干冰射流压力的变化曲线
干冰射流压力的增大加速了干冰颗粒与螺栓的碰撞速度,在冲击点造成微型爆炸的规模增大,螺栓表面粗糙度变小;干冰射流压力达到一定值后,干冰颗粒的爆炸规模趋于最大极限,继续增大压力螺栓表面粗糙度变化较小(最大增幅约4%)且趋于恒定。
3.3 干冰射流次数对螺栓表面粗糙度的影响
选取5种不同干冰射流量、干冰射流压力的组合,得到螺栓表面粗糙度随射流次数的变化曲线见图7。可知:在干冰射流量和射流压力相同的条件下,随着干冰射流次数增加,螺栓表面粗糙度减小;当扫描达到一定值后螺栓表面粗糙度下降幅度减小并趋于平缓。这是因为干冰射流次数的增加使锈蚀层的累计去除量增大。

图7 不同工艺参数下螺栓表面粗糙度随干冰射流次数的变化曲线
综上所述,在试验条件下扣件螺栓干冰除锈的适宜参数为:干冰射流量1.1 kg/min;射流压力1.2 MPa;干冰射流次数20~ 25 次。在此参数条件下除锈结果为试样表面较平整,表面粗糙度Ra为4.834 μm。表面形貌和粗糙度结果如图8所示。

图8 试样螺栓在适宜工艺参数下表面形貌
4 结论
1)随着干冰射流量增大,螺栓表面粗糙度减小,干冰射流量增到一定值后螺栓表面粗糙度达到最小值,之后粗糙度随干冰射流量增大而略微增大且趋于平缓。
2)螺栓表面粗糙度随着干冰射流压力增大而增大,在压力达到一定值后粗糙度趋于恒定。
3)螺栓表面粗糙度随着干冰射流次数的增大而减小,干冰射流次数达到一定值后粗糙度减小幅度平缓,趋于稳定。
4)试验条件下当干冰射流量为1.1 kg/min,射流压力为1.2 MPa,干冰射流次数为20~ 25 次时试样螺栓表面粗糙度适宜,表面较为平整。
猜你喜欢
阅读(科学探秘)(2023年12期)2024-01-22 03:04:13
舰船科学技术(2022年11期)2022-07-15 07:51:08
煤气与热力(2022年4期)2022-05-23 12:45:00
散文诗(青年版)(2021年5期)2021-07-11 03:20:07
铁道建筑技术(2020年11期)2020-05-22 06:26:46
西南交通大学学报(2018年5期)2018-11-08 10:58:08
小雪花·成长指南(2017年5期)2017-06-07 01:47:00
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:20
城市轨道交通研究(2015年3期)2015-02-27 11:01:37
噪声与振动控制(2015年4期)2015-01-01 07:07:54
