纺织品涂布用VAE乳液流变性能研究
2023-02-14 11:00:08罗丽华
当代化工研究 2023年2期
*罗丽华
(中国石化集团重庆川维化工有限公司 重庆 401254)
VAE乳液即乙烯-醋酸乙烯共聚乳液,是主要以聚乙烯醇(PVA)为保护胶体,水为分散介质,经自由基聚合共聚而成的一种高分子乳液。它具有良好的柔软性、粘接性、耐候性、耐热性、价格便宜、不含有机溶剂、气味小、对环境友好、对基材粘结适用性广,因此适合应用在纸张、皮革、纺织品等涂布复合粘接(本文简称“涂布”)领域。但是VAE乳液牌号较多,不同配方、工艺生产出的VAE乳液应用在同一涂布场景时,表现差异巨大[1-2]。若乳液选择不当,极易出现甩胶、漏涂等情形,造成产品质量事故。
黏度是选择纺织品涂布用VAE乳液时需要考虑的重要指标,它关系到施胶机设备工艺参数的调整。通常乳液黏度指标是在规定黏度计型号、转子型号、转子转速以及乳液测试温度(一般为25℃)的条件下完成测量。这种黏度测量方法的缺陷是仅描述了恒定剪切速率下乳液的黏度,不能描述乳液在不同剪切速率下的黏度。而纺织品涂布工艺通常涉及多个剪切速率,流变性能测量则弥补了这一缺陷。同时流变性能中的弹性对调整涂布工艺也有指导意义。因此,若通过分析涂布工艺对VAE乳液流变性能的需求,对乳液进行针对性筛选,则可以有效地避免甩胶、漏涂,降低厂家在调整工艺时的试错成本。
乳液的流变性能分析对涂布领域筛选VAE乳液有直接的指导作用,但是关于这方面研究的文献并不多[3-7]。本文为了阐述涂布对乳液流变性能需求,以常见的布匹上涂敷乳液进行复合为例对涂布工艺流程进行分析,结合分析3种VAE乳液的流变性能差异,明确乳液的流变性能与涂布工艺之间的关系,为涂布领域筛选VAE乳液提供借鉴。
1.原材料及试验方法
(1)试验材料
乳液A、乳液B、乳液C是3种黏度适合涂布的VAE乳液,均为重庆川维化工有限公司研究院实验室自制。这3种VAE乳液具体指标如下:

表1 3种VAE乳液的基本数据
(2)试验设备
流变仪Anton paar MCR302。
(3)试验方法
①黏度测试方法
旋转测试,采用平板/平板测量转子系统PP50(SN83388),温度25℃,间隙0.1mm,剪切速率在 0.1~10000s-1范围内以对数级逐步增加。
②弹性测试方法
频率扫描,控制应变模式,控制应变1%,间隙0.098mm,采用锥板/平板测量转子系统CP50-1(SN83604),逐步增加角频率ω。
③3ITT试验方法
控制应变模式,间隙0.098mm,采用锥板/平板测量转子系统CP50-1(SN83604),预设3个测量阶段:第一阶段控制应变1%;第二阶段控制应变500%;第三阶段控制应变1%。
2.结果与讨论
(1)涂布流程分析
图1为在布匹上涂敷乳液的连续工艺部分示意图,布匹①由滚筒带动。乳液装在胶槽②中,乳液经部分浸泡在乳液中的滚筒③拖曳,与布匹①在④点相遇。刮刀在⑤点将布匹上过多的乳液刮下。过多的乳液滴落到胶槽②中,并缓慢回流到⑥点,经滚筒③拖曳,重复上述流程。

图1 布匹上涂敷乳液的连续工艺部分示意图[3]
需要注意的是,该工艺中涉及剪切速率有3处:第一处在⑤点,由刮刀将布匹上过多的乳液刮下导致;第二处在④点,由布匹与滚筒③之间的速度差导致;第三处为乳液从⑤点回落流动至⑥处导致。这三处剪切速率按一般情形的极端情况取最大经验值[8],研究取值分别为2000s-1、10s-1、0.1s-1。
(2)黏度与涂布的关系
流变性能包含黏性和弹性两方面内容。黏性可以用动力黏度η(本文简称黏度)表征;弹性可以用储能模量G′来表征。
黏度与6个参数有关[3],即:

其中,“S”是被表征物质的种类,本文所用样品均为VAE乳液;“T”为测试温度,本文设定温度为25℃;“P”为压力,本文设定压力为常压;“”为剪切速率;“t”为时间,即物料黏度取决于先前的剪切历史,本文均选择完全松弛(测试前静置24h以上)的乳液避免时间因素的影响;“E”为电场,主要涉及黏度与电场强度影响较大的一系列悬浮液,本文不涉及电场强度,暂不考虑该项。因此在上述条件下,黏性方面主要研究剪切速率对乳液黏度的影响。
图2给出了3种VAE乳液剪切速率与黏度的关系。
从图2可以看出,3种VAE乳液均有明显的剪切变稀的现象,属于非牛顿流体中假塑性流体。对于假塑性液体,剪切增强引起的变稀作用的主要机理为:颗粒顺着流动方向取向或排列的作用超过了分子布朗运动所产生的随机化作用。对于VAE乳液则是由于乳液中PVA形成大量分子内或分子间氢键,且部分PVA接枝在VAE长链分子上,分子间相互缠绕,这些长链分子不是单独作用,而是数百万相似的分子内部互相缠绕,导致内部的相互作用。缠绕点构成以分子链节作为连接部分的链网络结构。在剪切作用下,分子或分子链节向施加力的方向拉伸,随着剪切作用增大,最终分子解缠结及取向,朝着剪切力方向排列产生流动。

图2 乳液剪切速率与黏度的关系
从图2还可以看出,在0.1s-1、10s-1处,黏度依次是乳液A>乳液B>乳液C,即乳液A更不容易被施胶辊拖起,出现漏涂的机率比乳液B、乳液C大。这是由于乳液稀释稳定性的值越小,VAE分子间作用力越强,黏度随剪切力增大而下降越慢。乳液A的分子间作用力是3种乳液之间最小的,因此乳液A黏度下降快。在2000s-1处,黏度依次是乳液B>乳液C>乳液A,即乳液B更不容易出现甩胶。这是由于VAE粒子大小不一,对比3种乳液的粒径和径距,不难看出:乳液B中的小颗粒更多。小颗粒在高剪切作用下会起到增塑作用,从而使黏度升高,不易甩胶。因此从黏度方面来看,乳液B优于乳液C、乳液A。
根据动力黏度的定义:

其中,τ为剪切应力。
流变仪的直接测量数据是剪切应力和剪切速率,可以采用直接测量数据拟合来减少误差。因此表3的数据可以采用剪切应力和剪切速率关系进行公式拟合,采用Herschel-bulkey方程,其中τ0为屈服应力),拟合度R2>0.99的原则,得到表2乳液在不同剪切速率范围内K值和n值。n偏离1的程度越大,表明材料的假塑性越强,反映材料非线性性质越强。通过K值和n值可以推断施胶机当前剪切速率下乳液的黏度变化趋势,乳液黏度相对稳定决定了调高施胶机机速不容易出现漏涂。
从表2可知,在0.1s-1处,假塑性依次是乳液B<乳液C<乳液A;在10s-1处,假塑性依次是乳液C<乳液B<乳液A;在2000s-1处,假塑性依次是乳液B<乳液C<乳液A。在调高施胶机机速时,乳液A出现漏涂机率更大,乳液B则更不容易出现漏涂,因此乳液B更适合涂布工艺。
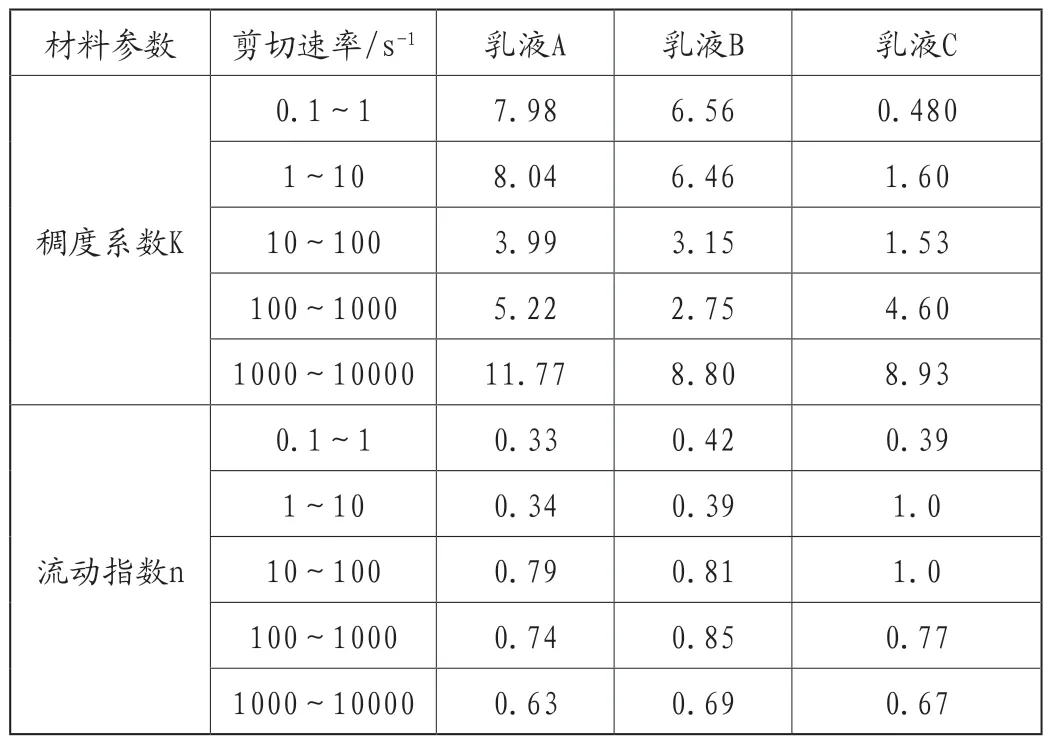
表2 乳液在不同剪切速率范围内K值和n值
(3)储能模量与涂布的关系
本文选用3种黏度超过3000mPa·s的VAE乳液在搅拌状态下,均发生了“威森伯格效应”(在一定剪切力的条件下,搅拌杆产生的法向应力超过离心力,乳液被拖曳到搅拌杆上,即通常所说的“爬杆”),其示意图见图3[8]。说明这3种VAE乳液均具有弹性。
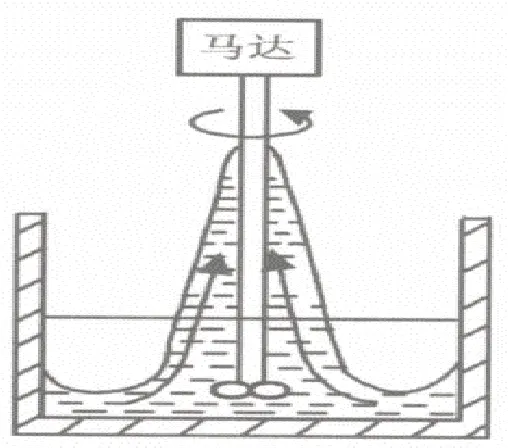
图3 “威森伯格效应”示意图
高斯随机数坐标适用于在本实验中区分样品的黏性和弹性。
复合模量G*定义为G*=G′+G′′,式中,G′为储能模量;G′′为损耗模量。弹性用储能模量G′来表征。
由不同剪切速率产生的不同应力,导致VAE乳液表现出弹性的变化。低剪切速率作用下,弹性可以反映乳液是否能长期储存、发生油水分离。同时弹性通常也是流动中异常现象的支配因素,限制涂布工艺生产速度。所以我们需要根据具体的涂布流程特点选择弹性合适的乳液。涂布工艺生产速度慢时,弹性对此工艺的影响不大;而生产速度快时,弹性大的乳液容易发生漏涂的现象。一般来说,VAE在低剪切作用下黏度越大,弹性越大。图4研究了角频率对VAE乳液储能模量和损耗模量的影响。
从图4可知,在低剪切时,3种乳液均为G′>G′′,这说明VAE分子间存在较强的化学键相互作用,乳液静置时结构稳定、不易发生沉降,满足涂布工艺中乳液稳定的基本要求。从图4还可以看出,3种乳液G′依次是乳液A>乳液B>乳液C,即弹性依次是乳液A>乳液B>乳液C。这与图2中展示的3种乳液的在低剪切作用下的黏度表现基本一致。验证了黏度越大弹性大的说法。VAE分子缠结越松散,弹性越大。弹性大的乳液容易发生漏涂,因此乳液A更容易发生漏涂。
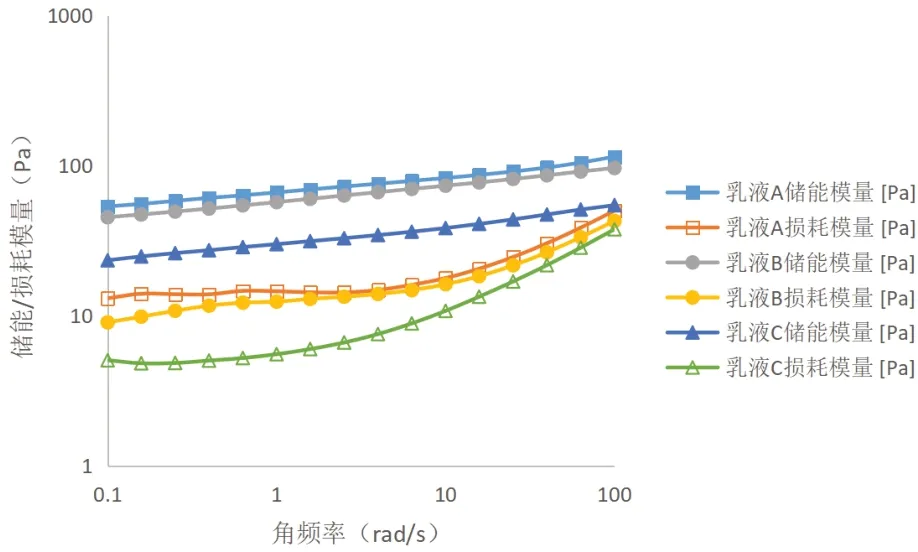
图4 角频率与储能模量和损耗模量
(4)结构稳定性与涂布的关系
乳液链结构缠结易遭破坏。在恒定或动态剪切作用下,结构暂时破坏,导致黏度随时间下降,而静置一段时间后,可回复初始结构。这种乳液链结构解缠-缠结过程称为结构稳定性。结构稳定性与乳液流平性直接相关。结构稳定性不好,即结构重建速率快,储能模量恢复快,则乳液流平性不好,易出现涂布不均;结构稳定性好,结构重建速率慢,储能模量恢复慢,乳液流回胶槽速度变慢,不利于提高机速。同时结构重建速率太慢,增加了乳液向布匹内部的渗透量,会导致布匹上单位面积施胶量的增加,造成涂布成本提高。VAE弹性越小,结构恢复速度越快。3ITT试验的G′恢复时间可以表征乳液的结构稳定性。
从图5可知,3种乳液在3ITT试验中均具有以下特点:第一阶段接近静态时的特性,G′>G′′,说明乳胶粒处于聚集状态[9];第二阶段强剪切导致结构分解期间的特性,G′′>G′,显示流体结构,乳胶粒之间的间距变大;第三阶段结构恢复接近静态时的特性,G′> G′′,显示固体结构乳胶粒重新聚集。
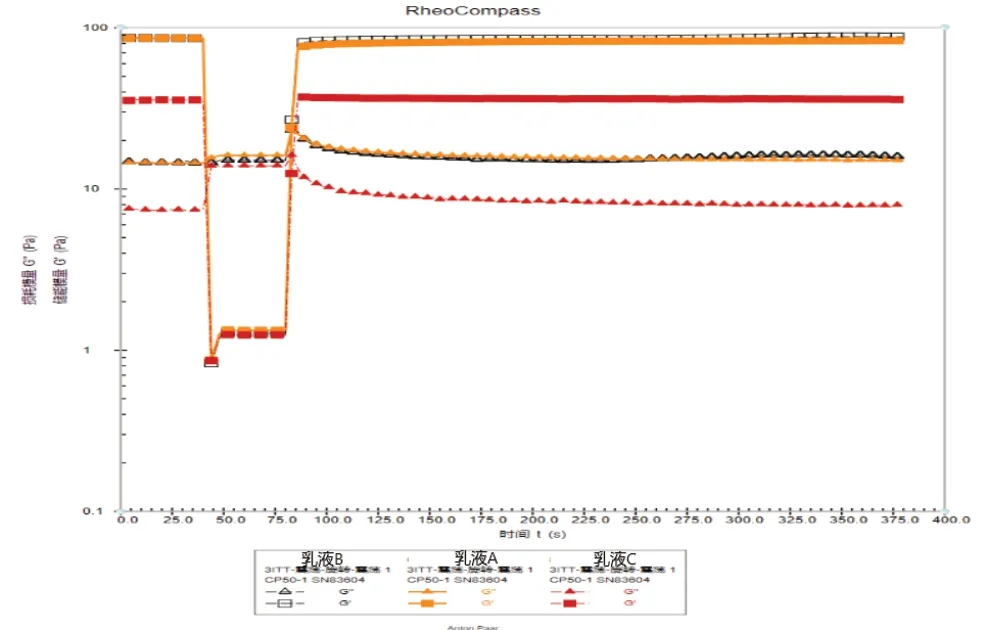
图5 时间与触变性的关系(3ITT实验)
从图5的实验数据得到表3结构恢复时间与储能模量的关系。

表3 结构恢复时间与储能模量的关系
用表3的数据作图,得到图6结构恢复时间与储能模量的关系。

图6 结构恢复时间与储能模量的关系
结构恢复时间越短,结构恢复速度越快。从图6可以看出,3种乳液结构恢复速度是乳液C>乳液B>乳液A,结构稳定性依次是乳液C<乳液B<乳液A。因此乳液A在布匹上单位面积施胶量最多,乳液C因流平性不好而容易出现涂布不均,乳液B更适合涂布工艺。
3.结论
(1)在布匹上涂敷乳液的连续工艺涉及剪切速率有3处,这三处剪切速率研究取值分别为2000s-1、10s-1、0.1s-1。在0.1s-1、10s-1处,乳液A容易出现漏涂的机率比乳液B、乳液C大。在2000s-1处,乳液B更不容易出现甩胶。因此从黏度方面来看,乳液B优于乳液C、乳液A。
(2)在调高施胶机机速时,3种乳液中乳液B则更不容易出现漏涂。
(3)乳液A在布匹上单位面积施胶量最多,乳液C因流平性不好而容易出现涂布不均,乳液B更适合涂布工艺。
(4)综上所述,3种乳液中乳液B最适合涂布工艺。
猜你喜欢
山东交通科技(2020年1期)2020-07-24 08:28:58
山西建筑(2020年11期)2020-06-04 00:09:48
上海公路(2018年4期)2018-03-21 05:57:24
中国诗歌(2017年12期)2017-11-15 04:04:05
中国果菜(2016年9期)2016-03-01 01:28:39
人生十六七(2015年21期)2015-11-14 03:22:54
中国洗涤用品工业(2015年11期)2015-02-28 19:03:09
济宁医学院学报(2014年4期)2014-08-16 13:44:19
第二课堂(小学版)(2014年3期)2014-08-02 17:39:02
城市道桥与防洪(2014年11期)2014-02-27 07:30:38