
气化装置试车过程若干问题分析
2023-02-14 00:32方胜付
氮肥与合成气 2023年1期
方胜付
(武汉桓创技术服务有限公司,武汉 430000)
水煤浆气化工艺是以水煤浆和纯氧为原料,采用气流床反应器,在加压非催化条件下进行部分氧化反应。煤浆制备单元生产的水煤浆和空分装置生产的氧气在气化炉上部燃烧室发生反应,生成以CO+H2为有效成分的工艺气;经气化炉下部激冷室水浴和洗涤塔洗涤后的洁净工艺气,被送往变换工段,作为生产甲醇、合成氨或其他产品的原料气[1]。气化反应生成的粗渣在激冷室沉淀后经渣锁斗定期排出,少量细渣随气化炉和洗涤塔排出的黑水进入灰水处理单元,经过黑水闪蒸、渣水分离及加药后返回气化炉及气体洗涤单元循环使用。
1 烧嘴冷却水入口流量上涨
烧嘴冷却水的作用是保护伸入气化炉燃烧室的烧嘴头部避免因高温热辐射而损坏。某日,气化中控操作人员发现气化炉烧嘴冷却水入口流量缓慢上涨,而出口流量却没有变化,正常情况下两者应该一致。现场检查烧嘴冷却水泵及烧嘴冷却水进出口管线后均未发现异常,仪表检查也正常。烧嘴冷却水入口流量是气化装置关键控制指标,进入安全连锁系统大连锁,如果该问题无法解决,则开车运行会受到影响。烧嘴冷却水工艺流程见图1。

图1 烧嘴冷却水工艺流程示意图
烧嘴冷却水入口流量计属于孔板流量计,安装在竖管上。经专业人员讨论分析,判断烧嘴冷却水入口流量计导压管里可能存在气体[2]。
解除烧嘴冷却水连锁后,仪表工打开入口流量计导淋,果然有气体排出,数秒后气体排完;关闭导淋后入口流量随之下降,且与出口流量一致。
2 闪蒸系统气相管线水击现象
在压力管道中,由于液体流速急剧改变,造成瞬时压力显著、反复、迅速变化,此现象称为水击(水锤)[2]。低压闪蒸系统示意见图2。某日,操作人员发现闪蒸框架有管线水击声音,现场检查后判断是从低压闪蒸冷凝器到低压闪蒸分离器管线段发生了水击,于是立即分析并排查原因。根据工艺设计要求,从低压闪蒸罐顶部出来的低压闪蒸气应该在低压闪蒸冷凝器中被大部分冷凝,冷凝液夹带少量的气体进入低压闪蒸分离器,未被冷凝的气体从分离器顶部放空。因发生水击的管线温度比平时高很多,据此判断低压闪蒸冷凝器换热效果差,导致冷凝液少,而大部分未被冷凝的气体夹带冷凝液在管道中高速流动,当遇到阀门或弯头时便形成撞击,产生水击现象。除此之外,低压闪蒸冷凝器循环冷却水管线发烫,判断循环冷却水发生气堵现象。于是,安排现场操作人员打开低压闪蒸冷凝器循环冷却水出口高点导淋排气,初始只有气体排出,1 min后有水流出,该管道水击声音逐渐减小;大约10 min后,水击声音消失,管道温度恢复正常。

图2 低压闪蒸系统示意图
3 除氧器满液位
某日,操作人员上报除氧器液位因紧急停车后一直处于满液位,仪表处理不了。除氧器设置了远传液位计和现场磁翻板液位计,但现场液位计因上部连接管易形成碳酸氢铵结晶导致堵塞(因水质和温度原因),疏通数次后就没有再处理,所以失去参考价值。除氧水系统示意见图3。
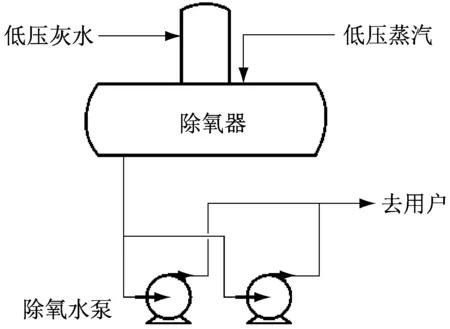
图3 除氧水系统示意图
调出中控DCS曲线,发现除氧水泵入口压力在除氧器满液位期间涨至240 kPa左右。除氧器液位正常期间,除氧水泵入口压力为200 kPa左右,说明操作人员在液位计不准确时按照“宁高勿低”的原则操作,导致除氧器一直处于满液位状态。中控逐渐减少除氧器补水,同时监控除氧水泵入口压力。一段时间后除氧器液位慢慢下降,除氧水泵入口压力恢复到200 kPa左右。
4 澄清槽底流泵不打量
现场操作工反应澄清槽底流泵不打量,原因是澄清槽锥底堵渣。操作工将泵入口切为冲洗水,泵打量正常,关泵入口第一道手阀,接着打开澄清槽底部冲洗水手阀反冲,判断过水后关闭冲洗水手阀,打开澄清槽底部排地沟阀门后有渣水流出,判断已经疏通澄清槽锥底。再将泵入口冲洗水切回澄清槽渣水,澄清槽底流泵仍不打量。澄清槽系统示意见图4。

图4 澄清槽系统示意图
现场打开澄清槽锥底排地沟手阀,发现确有渣水流出,判断原因为澄清槽底流泵入口管线堵塞或泵自身问题。澄清槽底流泵打冲洗水正常,故排除了泵自身故障原因;又因为泵入口第一道手阀离主管距离最短,走冲洗水正常,故否定了泵入口管线堵塞原因。于是分析商讨对策,判断泵入口可能存在气体,打开泵入口导淋后,确实有气体排出,澄清槽底流泵打量恢复正常。
澄清槽内渣水温度约为60 ℃,泵入口走冲洗水时是常温介质,突然加入热水后,产生气体并在泵入口形成气堵[3],导致澄清槽底流泵不打量。
5 磨机出料槽泵打量异常
磨煤单元磨煤机磨制出的合格煤浆进入磨机出口槽,再通过磨机出口槽泵送到煤浆槽,供气化炉及气体洗涤单元使用。磨机出口槽泵进出口流程见图5。在磨机开停车期间,不合格的煤浆送磨煤排放池。项目试车期间,磨机出口槽泵在向磨煤排放池送料时,经常不受控,变频泵打量降不下来。磨机出口槽泵往煤浆槽送煤浆时一直正常,说明泵没有问题。现场对磨机出口槽泵及其前后设备、管线进行检查,均未发现异常。

图5 磨机出口槽泵进出口流程示意图
磨机出口槽安装在磨煤框架一楼顶部,悬挂在半空,磨机出口槽泵安装在磨煤框架一楼地面,泵出口去煤浆槽和磨煤排放池设计在磨煤框架二楼地面上约1 m高度。通过分析磨机出口槽泵进出口设备、管线高度分布,发现是虹吸现象导致[4]。所幸不打量只发生磨机出口槽泵往磨煤排放池送不合格煤浆时段,对正常生产没有影响。
6 结语
化工生产装置试车期间,设计、采购、施工、操作会出现各种问题,试车的目的是检验设备、管道、电气、仪表及各控制回路是否正常工作,整套装置能否按设计要求生产出合格的产品。发现并解决问题是试车的本质,可从化工原理出发,结合设计理念,找出解决问题的方法,生产出合格的产品。
猜你喜欢
氮肥与合成气(2022年8期)2022-08-05
化肥设计(2021年5期)2021-11-08
陕西水利(2021年1期)2021-04-12
火箭推进(2021年1期)2021-03-02
化工管理(2020年7期)2020-04-03
中氮肥(2019年2期)2019-01-17
中国设备工程(2018年12期)2018-01-30
中国化工贸易·上旬刊(2017年8期)2017-09-10
肥料与健康(2017年2期)2017-02-02
综合智慧能源(2016年10期)2016-12-28
