
时序控制方法在连续聚合反应中的研究与应用
2023-02-13 09:27:50安丙峰司欢欢
化工自动化及仪表 2023年1期
安丙峰 司欢欢
(天华化工机械及自动化研究设计院有限公司)
固相缩聚反应制备的耐高温尼龙 (聚酰胺)种类很多, 主要有PA6、PA10、PA12、PA46、PA66等。耐高温尼龙具有耐150 ℃以上的温度、较好的强度、低的吸水性和较好的成型性,广泛应用于汽车、电子行业。 工业制备耐高温尼龙的装置大多为间歇式, 但间歇式聚合方法存在诸多不足:间歇式缩聚反应过程中,间歇式反应器内会不可避免地有少量残渣, 直接影响最终产品的质量;另外,间歇式缩聚反应每一次进料和出料,都需要对整个装置进行升压和降压,不断地对整个系统循环升压和循环降压,造成能源浪费;从工艺生产的角度看,整个操作过程断续不流畅。 因此,笔者以连续固相缩聚反应生产耐高温尼龙为研究对象,提出时序下料控制方法,以期实现连续聚合反应。
1 工艺流程简介
连续固相缩聚反应在各级反应器中实现,根据实际工艺需要, 反应器可做2~5 级串联反应。本研究中,以一级反应器和二级反应器之间的时序下料控制系统为例进行详细说明。
如图1 所示,来自一级反应器的耐高温尼龙通过时序控制装置进入二级反应器,通过时序控制装置实现一级反应器和二级反应器之间物料的连续带压运行,整个反应过程不再需要循环增压和降压,从而实现耐高温尼龙的连续固相缩聚反应。

图1 时序下料控制系统流程
连续固相缩聚反应生产耐高温尼龙的时序控制系统的主要设备包括:用于缩聚反应的一级反应器,用于储存物料的物料缓冲罐A、B,用于缩聚反应的二级反应器,6 台气动两位切断球阀XV-101~106,2 台压力变送器以及中压氮气减压阀。 其中,缩聚反应发生在一级反应器和二级反应器内,一级反应器和二级反应器之间通过时序下料控制装置不间断地下料;中压氮气主要用于反应过程中物料的保护,同时作为载气带出部分反应生成的气体。 根据实际需要,中压氮气还可选用氩气或二氧化碳。
一级反应器的出口管道设有两个支路,其中一个支路与气动两位切断球阀XV-101 及物料缓冲罐A 连接, 另一个支路与气动两位切断球阀XV-102 及物料缓冲罐B 连接。 物料缓冲罐A 出口与气动两位切断球阀XV-105 连接, 物料缓冲罐B 出口与气动两位切断球阀XV-106 连接,然后通过管路汇总连接到二级反应器进口。 物料缓冲罐A 顶部设有氮气增压口,并与气动两位切断球阀XV-103 连接, 物料缓冲罐B 顶部设有氮气增压口,并与气动两位切断球阀XV-104 连接,两个管路汇总后通过管路与稳压阀及外界氮气管路连接。 其中,气动两位切断球阀XV-101、压力变送器PT-101、 气动两位切断球阀XV-103 和气动两位切断球阀XV-105 构成一个时序控制系统;气动两位切断球阀XV-102、压力变送器PT-102、气动两位切断球阀XV-104 和气动两位切断球阀XV-106 构成另一个时序控制系统; 两个时序控制系统设置联锁,通过6 台气动两位切断球阀和2 个物料缓冲罐的来回切换形成连续的下料系统,从而实现连续固相缩聚反应。
2 控制过程说明
来自缩聚反应一级反应器的物料通过时序下料控制装置,使反应物料连续不断地进入二级反应器,实现物料的连续运行,整个控制装置不再需要不断的循环升压和降压过程。 时序控制装置主要包括一级反应器、缓冲罐、二级反应器、切断阀、压力变送器、可编程控制系统等设备、仪表和控制系统。
工艺中,缓冲罐A、B 的容积为0.1 m3;可根据工艺需求设计一级反应器和二级反应器的规格和结构,一级反应压力2.0 MPa,二级反应压力0.5 MPa。 在实际运行中,为了保证时序下料控制系统能稳定运行,在时序控制系统自动切换启动前,需先手动清空储料罐里的所有物料。 时序控制系统流程如图2 所示。
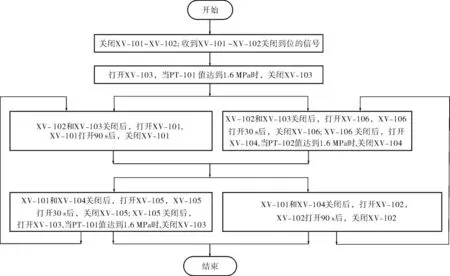
图2 时序控制系统流程
开启两位切断球阀XV-103, 当压力变送器PT-101 压力值达到1.6 MPa 时,系统联锁关闭气动两位切断球阀XV-103, 待收到两位切断球阀XV-103 的关闭阀位信号后,系统联锁打开气动两位切断球阀XV-101,收到气动两位切断球阀XV-101 的打开状态信号90 s 后, 系统联锁关闭两位切断球阀XV-101。 与此同时,待收到气动两位切断球阀XV-103 的关闭阀位信号后, 系统联锁打开两位切断球阀XV-106,并且收到两位切断球阀XV-106 的打开状态信号30 s 后, 系统联锁关闭两位切断球阀XV-106, 待收到两位球阀XV-106的关闭状态反馈信号后,系统联锁打开两位切断球阀XV-104, 当压力变送器PT-102 压力值达到1.6 MPa 时,系统联锁关闭两位切断球阀XV-104。
完成以上两步后,收到两位切断球阀XV-101的关闭状态信号, 并且收到气动两位切断球阀XV-104 的关闭状态信号后,系统联锁打开气动两位切断球阀XV-102,收到气动两位切断球阀XV-102 的打开状态信号90 s 后, 系统联锁关闭两位切断球阀XV-102。 与此同时,待收到气动两位切断球阀XV-104 的关闭阀位信号后, 系统联锁打开两位切断球阀XV-105, 且收到两位切断球阀XV-105 的打开状态信号30 s 后,系统联锁关闭两位球阀XV-105, 收到两位球阀XV-105 的关闭状态反馈信号后, 系统联锁打开两位切断球阀XV-103, 当压力变送器PT-101 压力值达到1.6 MPa时,系统联锁关闭两位切断球阀XV-103。
按此操作要求,时序控制系统自动循环往复执行,直至按下停止时序控制按钮为止。
在整个操作过程中,要求时间可设定,在设定范围内可按实际需求调节; 压力联锁值可设定,在设定范围内可按实际需求调节。
3 控制系统的搭建及其实现
针对时序下料控制系统的特点和要求,设计专用的时序控制系统。本工程选用S7-1500 PLC[1,2]和12 寸精智触摸屏来实现整个操作流程及工艺要求。 控制系统要求运行稳定、可靠性高、测控精度高、联锁保护功能齐全、操作界面友好,能够保证时序下料控制系统的安全运行。 另外,要求控制系统能够实现对时序下料控制系统进行相关操作和运行参数的修改及监控,操作人员在触摸屏上可实现一键启/停、紧急停止及正常运行工况的监测和控制,可监测系统内所有温度、压力、流量等模拟量和电机、 电加热运行状态等数字量、调整运行过程的参数设定值、建立过程参数趋势画面,并获得趋势信息、在线显示操作指导、声光报警等, 控制系统同时具备事故工况的报警、联锁和保护功能。 控制系统拓扑如图3 所示。

图3 控制系统拓扑
为了准确可靠地实现该工艺流程的要求,通过对工艺操作流程的细化,在PLC 系统中对整个时序下料控制系统的每一步做细化处理。 点击“启动顺控”后,时序下料顺控程序开始运行;点击“停止顺控”后,时序下料顺控程序立即停止运行。
详细的时序下料顺控步骤分解如下:
a. 关 闭XV-101、XV-102、XV-103、XV-104、XV-105、XV-106;收到XV-101、XV-102、XV-103、XV-104、XV-105、XV-106 关闭到位的信号后本步骤结束。
b. 打开XV-103, 收到XV-103 打开信号后,待PT-101 压力大于1.6 MPa(可修改,范围1.5~2.0 MPa)时关闭XV-103,收到XV-103 关闭信号后本步骤结束。
c. 打开XV-101, 收到XV-101 打开信号90 s(可修改,范围1~200 s)后关闭XV-101,收到XV-101 关闭信号 打开XV-106, 收到XV-106 打开信号30 s(可修改,范围1~200 s)后关闭XV-106,收到XV-106 关闭信号后打开XV-103,收到XV-104 打开信号后,待PT-102 压力大于1.6 MPa(可修改, 范围1.5~2.0 MPa) 时关闭XV-104, 收到XV-104 关闭信号后本步骤结束。
d. 打开XV-102, 收到XV-102 打开信号90 s(可修改,范围1~200 s)后关闭XV-102,收到XV-102 关闭信号后打开XV-105, 收到XV-105 打开信号30 s(可修改,范围1~200 s)后关闭XV-105,收到XV-105 关闭信号后打开XV-103,收到XV-103 打开信号后,待PT-102 压力大于1.6 MPa(可修改, 范围1.5~2.0 MPa) 时关闭XV-103, 收到XV-103 关闭信号后本步骤结束。
e.跳转至步骤c。
在人机控制界面中,可根据工艺需求灵活设置时序控制系统中的相关参数,时序下料控制系统的压力联锁设定值及时间的设定最为关键,针对不同的工艺需求,可通过压力联锁设定值输入输出框和延时时间设定输入输出框设定相关参数。 人机控制界面如图4 所示。

图4 人机控制界面
需要注意的是,在整个时序控制系统的设计中,为了保证整个时序下料控制系统能够有效稳定的运行, 在时序下料控制系统切换自动模式前,需要手动清空物料缓冲罐里的所有物料。
总的时序下料控制系统下料时间按以下方式计算, 其中气动两位切断球阀XV-101 进料时间加气动两位切断球阀XV-105 出料时间加气动两位切断球阀XV-103 充气时间, 为物料缓冲罐A 的下料时间。整个过程先完成充气升压过程,然后再进料,最后再放料,放料一段时间后进出料过程结束。 此即一个完整的物料缓冲罐A 进出料过程。
气动两位切断球阀XV-102 进料时间加气动两位切断球阀XV-106 出料时间加气动两位切断球阀XV-104 充气时间, 为物料缓冲罐B 的下料时间。 整个过程同样也是先完成充气升压过程,然后再进料,最后再放料,放料一段时间后进出料过程结束,此即一个完整的物料缓冲罐B 进出料过程。
A 和B 两条下料线自动切换运行。
考虑到在系统实际运行过程中,进料时间远大于出料时间,所以把充气时间合并到出料时间里, 即在A 或B 进料的过程中,B 或A 要完成出料和充气过程。
4 结束语
分析固相缩聚反应制备耐高温尼龙间歇聚合方法存在的诸多不足, 提出用于连续固相缩聚反应生产耐高温尼龙的时序控制方法, 实现了耐高温尼龙连续固相缩聚反应。 实际应用验证了该方法可实现连续固相缩聚反应, 并且各个反应系统压力保持稳定。 该系统具有操作简便,自动化程度高等优点。 在实际运用中,可以灵活设置运行参数,有效地提高了生产效率,节省了生产成本,创造出更高的经济效益。 另外,该时序控制方法可以广泛推广应用于尼龙、聚丙烯、聚乙烯等物料的连续聚合反应,具有广阔的应用前景。
猜你喜欢
纺织科学研究(2020年1期)2020-05-21 00:31:06
水电站机电技术(2020年1期)2020-02-28 01:59:10
消费导刊(2019年12期)2019-08-21 01:02:23
小学科学(学生版)(2019年7期)2019-08-01 09:57:52
水电站机电技术(2018年12期)2018-12-21 01:37:54
西部探矿工程(2018年12期)2018-11-21 05:34:04
理科考试研究·高中(2017年4期)2017-06-14 22:47:58
现代塑料加工应用(2016年6期)2016-02-28 17:47:53
陕西师范大学学报(自然科学版)(2015年1期)2016-01-16 03:23:28
合成技术及应用(2015年2期)2016-01-10 10:30:13
